-Изобретение относигея к области оборудования швейного произвоцства, а именно к швейным попуавгомагам цпя выпопнения коротких строчек, например петепь. Известны швейные пегепьные повуавто маты челночного стежка дпя нзгоговпе-НИН прямых петепь с цвумя закрепками Эти полуавтоматы с-оцержат главный вап, механизмы иглы, нитепритягивателя, челнока, огкпонения иглы и перемещения полуфабриката, распрецелитепьный механизм, механизмы включения и выключения полуавтомата, а также распрецелитель ныв механизмы с программоносителем в виде набора кулачков, смонтированных на одном валу вместе с кулачком механизма перемещения полуфабриката. За цикл изготовленин петли программоноситель совершает оцин полный оборот, причем все необходимые команды на включение и вык лючение механизмов полуавтоматов в определенные моменты цикла осуществляются от купачков. Ширина зигзага изменя- ется одним кулачком, а положение оси зиг зага - другим кулачком, К недостаткам этих конструкций спеду- ет ютнести: ,необход{шосгь перерегулировки положения кулачкЬв программоносителя при изменении числа сгежков в пегпе; раздельная и зависимая регулировка ширины кромки, расстояния между кромками и ширины закрепки; невозможность переналадки полуавтоматов на изготовление петли другого вида} большие нагрузки иа кулачок перемещения изделия. Наиболее близким решением из извесгйых является петельный полуавтомат, в котором имеется главный вал, механи мы иг1Ш, нитепритягивателя, чепяока и отклонения иглы, механизм, перемещения изделия, включающий реверсивную обгонную муфгу, распределительный механизм, включающий храповое колесо, собачку и рычаги, взаимодействующие с собачкой, механизмывключения и выключения полуавтомата З . Эта конструкция позволяетопри переналадке полуавтомата на другое число 61635 стежков в пегле искпючить перерегупировку других гехнопогических парамегров, а также осуществпять изменение ширины кромки петпи без регупкровки ширины закрепки. Оцнако такой попуавтомаг имеет спож- g ную конструкцию и спожен в отпацке. Meханизм отклонения кгпы содержит вап приспособпения дпя изменения параметров вигзага (ширины и попожения оси зигзага), кинематически связанный с рамкой ю игповоцитепя, составную випку, уставовпенную на этом вапу и взаимодействуюшую с трехдентровым купачком во время изготовпения закрепок, привод к купачку. кинематически связанный с главным ва-, лом. Юшематическое замыкение осущвст- БПЯется с помощью пружины, стягивающей две, попувипки, а размыкание - за счет огвода жестко закреплённой на вапу зигзага попувипки от купачка. Дпя обеспечения 2 требуемой гочносги изгогоЬпения петпи гфужина должна быть жесткой и мошной, что приводит к повышенному износу вилк и трехцентрового купачка, а также пружины, так как она деформируется с большой часто1Х)й. Кроме того, эта конструкция не может обеспечить выполнение различных по форме закрепочных швов. Возможно заклинивание ножа прорубки в мвтериапе, Недостатками этого полуавтомата талтже являются большие нагрузки и повышенный H3)ioc в механизме перемещения яэ депия, ненадежность его работы; малая надежность работы полуавтомата в целом; малая производительность полуавтомата, не превышающая производительности полуи . автоматов, работактаих в насгоашее мя на швейных фафиках. Цепью изобретения яапяется; по.вышение надежности в произвоаитепьности полуавтомата. Это достигается тем, что полуавтомат снабжен средством управления лрограммоносйтепем, связанным с главным валом полуавтомата, а приспособление для нзме- нения параметров зигзага связано с программоносителем посредством коромысла, установпеиного на его валу н конгакгару- 5 ющего с кулачком программоносителя, при этом механизм ножа имеет аксиентрик, связанный с главным валом полуавтомата, дьпцло с пазом, свободно установлен-; ное на эксцентрике, толкатель, лосрецс вом которого дьпило связано с программоносителем, и установленное иа валу механизма ножа коромысло с павьцем, рае/Мешенное в пазу дышла.
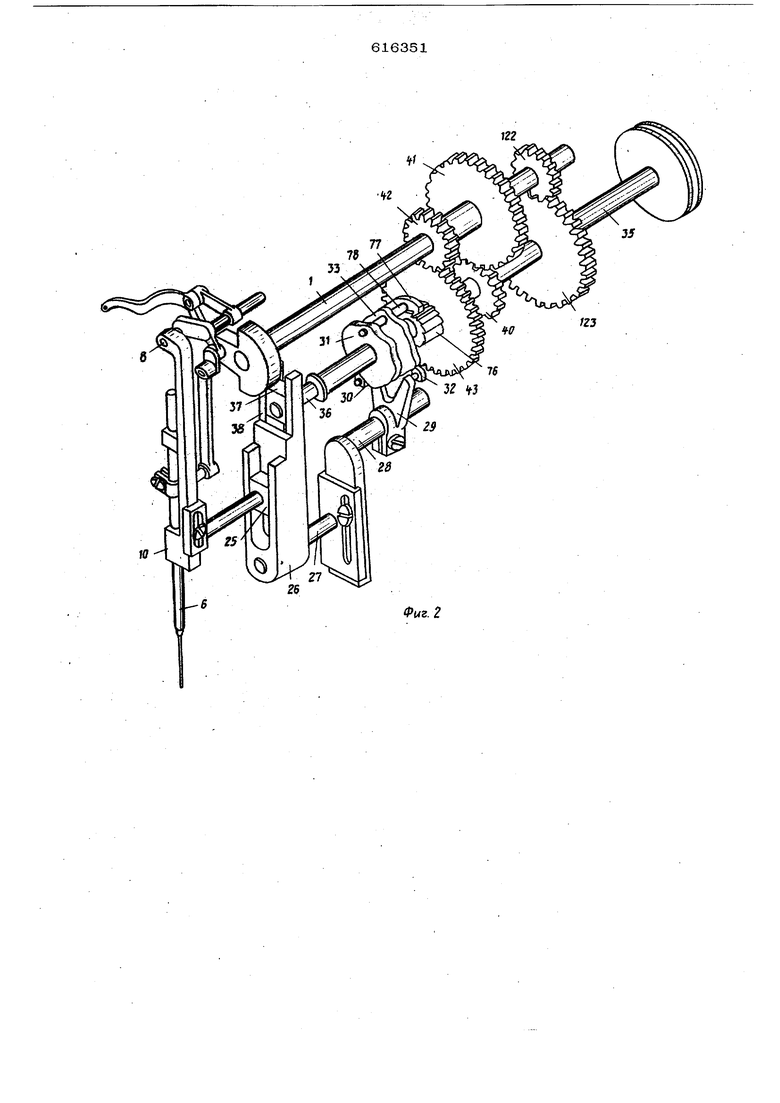
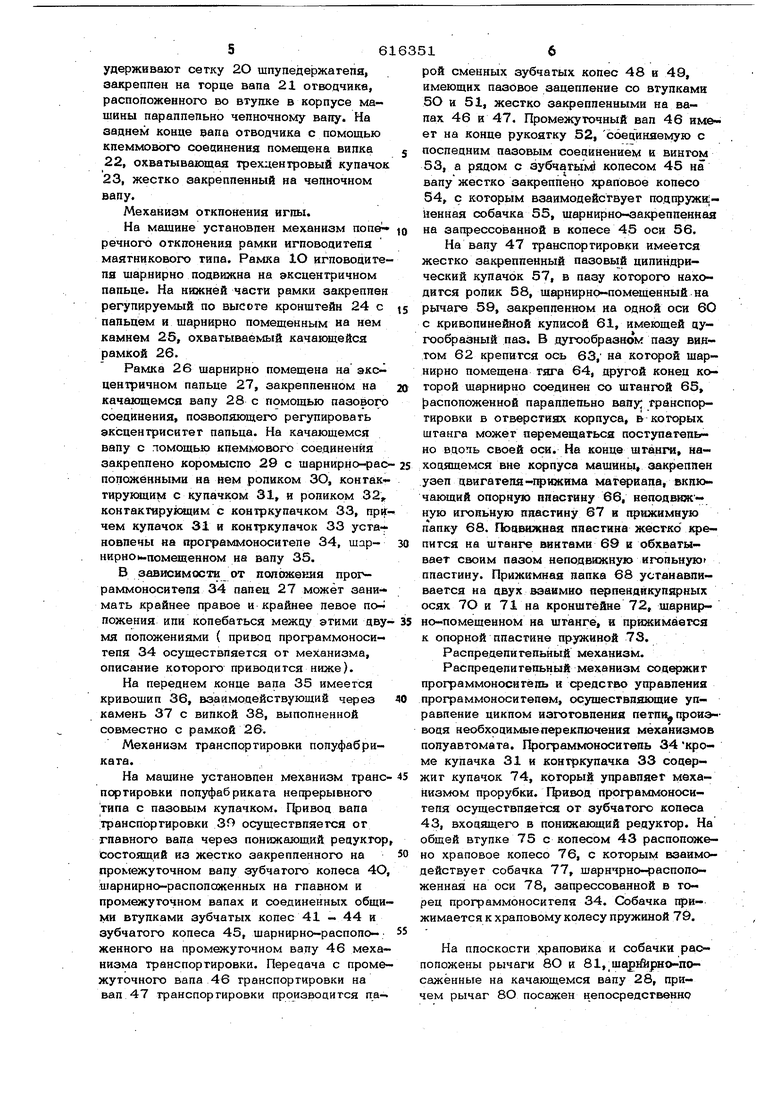
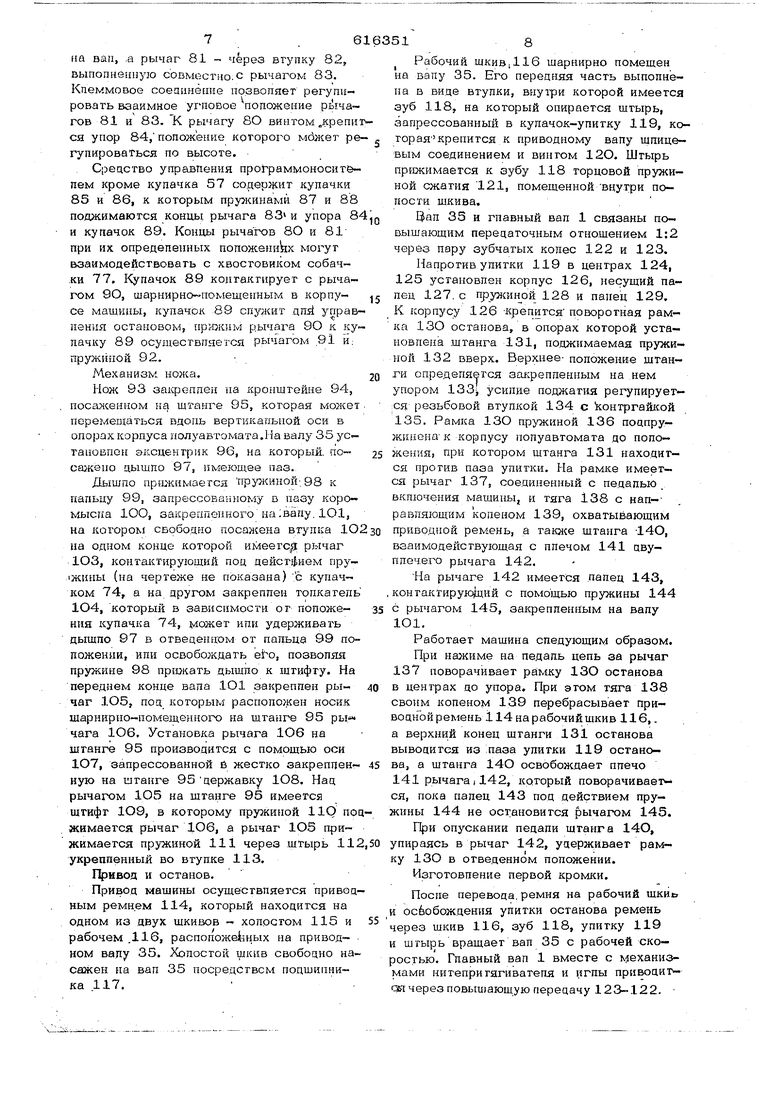
ры двуппечих рычагов, каждый из которых одним ппечом связан с оцним из купачков 55 14 Механизм перемещения изцепия содержит штангу и опорную пластину, смонтированную на штанге, а прижимная папка установпена на штанге и связана с ппас- тиной посредством пружины. Кроме того, средство управления программоносигепеМ содержит купачок перемещения издепия, купачок перевода полуавтомата на пони«сенную скорость и пару купачков управпения программоноситепем. Программйно, ситепь имеет куЛачок и контр-купачок дпя изменения параметров зигзага и связан со средством управпения им посредством пауправпения программоноситепя, а другим ппечом - с его собачкой. На фиг. 1 изображена конструктивная схема предлагаемого швейного полуавтоMaTaj на фиг. 2 - конструктивная схема устройства отклонения игпы на фиг. 3 щ)офкпь купачка и контркупачка, испопьауемых для выполнения строчки с закрепляющими уколами} на фиг. 4 - возможные варианты программоносителей; на фиг. 5 возможные варианты строчек. Полуавтомат содержит следующие ме ханизмы: механизм иглы; механизм нитепритяп1вателя; челночный механизм; механизм отклонения иглы; механизм пере мешения полуфабриката; распредепнгеиьный механизм; механизм ножа и останов, Механизм иглы и нитепритягивателя. В корпусе полуавтомата расположен главный вал 1 машины, на переднем кон- це которого насажен кривошип 2 с проти- вовесом. В кривошипе крепится ступенча.тый палец 3, на котором щарнирно закреплен рычаг 4 нитепритягивателя и шатун 5 игловодителя 6. Коромысло 7 ни- тепритягивателя шарнирно посажено на стержне 8, закрепленном в корпусе. В отверстии на нижнем конце шатуна 5 шарнирно поъ«ещен конец поводка О япловодителя 6. Игловодитейь жестко закреплен с помощью клеммового соединения в поводке.н совершает возвратнопоступательное движение в опорах рамки 1О игловодите.ля. Челночный механизм и механизм отводки. На машине установлен ротационный челнок с горизонтальной осью вращения р отводчиком. Челнок 11 крепится на челночном валу 12 с помощью хвостовика и переходной втулки 13. Привод чел-гпока осуществляется с главного вала машины двумя парами винтовых зубчатых колес 14, 15 и 16, 17 через вертикальный вап 18. Отводчик 19, усы которого 56 удерживают сетку 2О шпуле держа те ля, закреплен на торце вала 21 отводчика, расположенного во втулке в корпусе машины параллельно челночному валу. На заднем конце еала отводчика с помощью клеммового соединения помшцена вилка 22,охватывающая трехцентровый кулачок 23,жестко закрепленный на челночном валу. Механизм отклонения иглы. На машине установлен механизм попе речного отклонения рамки игловодитепя маятникового типа. Рамка Ю игловодителя шарнирно подвижна на эксцентричном пальце. На нижней части рамки закреплен регулируемый по высоте кронштейн 24 с пальцем и шарнирно помещенным на нем камнем 25, охватываемый качаищейся рамкой 26. Рамка 26 шарнирно помещена на эксцентричном пальце 27, закрепленном на качающемся валу 28 с помощью пазового соединения, позволяющего регулировать эксцентриситет пальца. На качающемся валу с ломощью клеммового соединения закреплено коромысло 29 с шарнирно-рас-25 положенными на нем роликом ЗО, контактирукадим с кулачком 31, и роликом 32,, контактирукяцим с контркупачком 33, причем кулачок 31 и контркулачок 33 установлены на програкнуюноситепе 34, шар- зо нирно -помещенном на валу 35. В зависимости от положения программоносителя 34 палеи 27 может занимать крайнее правое и крайнее левое по- ложения или колебаться между этими дву- 35 мя положениями ( привод программоносителя 34 осуществляется от механизма, описание которого приводится ниже). На переднем конце вала 35 имеется кривошип 36, взаимодействующий через камень 37 с вилкой 38, выполненной совместно с рамкой 26. Механизм транспортировки полуфабриката. На машине установлен механизм транспс тировкк полуфабриката негферывного типа с пазовым кулачком. Привод вала :транспортировки 3f) осуществляется от главного вапа через понижающий редуктор, Состоящий из жестко закрепленного на промежуточном валу зубчатого колеса 4О, шарнирно-расположенных на главном и промежуточном валах и соединенных общими втулками зубчатых колес 41 - 44 и зубчатого колеса 45, шарнирно-располо- женного на промежуточном вапу 46 механизма транспортировки. Передача с проме- жуточного вала 46 транспортировки на вал 47 транспортировки произвоцигся па- 1 рой сменных зубчатых копес 48 и 49, имеющих пазовое зацепление со вгупками 5О и 51, жестко закреппенными на вапах 46 и 47. Промежуточный вап 46 имеет на конце рукоятку 52, соединяемую с поспедним пазовым соединением и винтом 53,а рядом с зубчатым колесом 45 на вапу жестко закреплено храповое колесо 54,с которым взаимодействует подпружи;йенная собачка 55, шарнирно-закреппенная на запрессо|ванной в колесе 45 оси 56. На валу 47 транспортировки имеется жестко закрепленный пазовый цилиндрический кулачок 57, в пазу которого находится ролик 58, шарнирнр-помещенный на рычаге 59, закрепленном на одной оси 6О с криволинейной кулисой 61, имеющей дугообразный паз. В щггообразном пазу винтом 62 крепится ось 63, на которой шарнирно помещена тяга 64, другой конец которой шарнирно соединен со штангой 65, расположенной параллельно вапу; транспортировки в отверстиях корпуса, в которых штанга может перемещаться поступательно вдопь своей оси. На конце штанги, нахоцящемся вне корпуса машины закреплен узел двигателя-прижима материала, &клк чакмдий опорную пластину 66, неподвнжную игольную пластину 67 и прияшмную лапку 68. Поавижвая пластина жесгко делится на штанге винтами 69 и обхватывает своим пазом неподвижную игольную пластину. Прижимная лапка 68 устанавливается на двух взаимно перпендикулярных осях 7О и 71 на кронштейне 72, шарнирно-помещенном на штанге, н прижимается к опорной пластине пружиной 73. Распределительный механизм. Распределительный механизм содержит программоноситель и средство управления программоносителем, осуществляющие управление циклом изготовления петлЦвГфоиэ- водя необхрдикфыепереключения механизмов полуавтомата. Программоноситель 34 кроме кулачка 31 и контркупачка 33 содержит кулачок 74, который управляет механизмом прорубки. программоносителя осуществляется от зубчатого колеса 43, входящего в понижающий редуктор. На общей втулке 75 с колесом 43 расположено храповое колесо 76, с которым взаимодействует собачка 77, шарнчрно-расположенная на оси 78, запрессованной в торец программоносителя 34. Собачка прижимается к храповому колесу пружиной 79. На плоскости храповика и собачки расположены рычаги 8О и 81,шар1Й1рно-посажённые на качающемся валу 28, причем рычаг 8О посажен непосредственно 7.6 яа вап, .а рычаг 81 - через вгупку 82, BbinonHGiiijyio совмесгно.с рычагом 83. Кпеммовое coeaiineEiHe позволяет регупировагь взаимное угповое попожение piii4aгов 81 и 83. К рычагу ВО винтом .крепи ся упор 84,положение которого мбжет ре гупироваться по высоте. Срецство управпения программоноснте- пем кроме кулачка 57 содержит кулачки 85 и 86, к которым пругкинамй 87 и 88 поджимаются конць рычага 83 и унора 8 и купачок 89. Концы рычагов 8О и 81 при их определенных положений могут взаимодействовать с хвостовиком собачки 77, Кулачок 89 контактирует с рычагом 9О, mapHHpHo-HONemeHHHM в корпусе машины, купачок 89 служит дли управ ления остановом, прижим рычага 9О к ку лачку 89 осуществляв 1ся рычагом .91 к. пружиной 92. Механизм ножа. Нож 93 закреплен на кронштейне 94, посаженном на штанге 95, которая может перемещаться вдоль вертикальной оси в опорах корпуса полуавтомата.На валу 35 установпен эксцентрик 96, на который, по- сшкено дышло 97, 1змеюш,ее паз. Дышпо пршкимаегся пругкиной:98 к пальцу 99, запрессова-аному в пазу коро- мысгш 1ОО, закрегшенного на ;вапу. 1О1, на KOTopobj свободно посажена втулка 1О2зо ца одном конце которой имеегс рычаг ЮЗ, контактирующий под дейст1|ием пру,1жины (на чертеже не показана) с куначком 74, а на другом закреплен толкатель 1О4, который в зависимости от положения кулачка 74, может или удерживать дышпо 97 в отведеином от падьда 99 положении, или освобождать , позволяя пружине 98 пршкать дышло к штифгу. На переднем конце вала 1О1 закреплен рычаг 1О5, под которым расположен носик шарнирно-помещенного на штанге 95 ры.« чага 1О6. Установка рычага 1О6 на штанге 95 производится с помощью оси 1О7, запрессованной и жестко закреплен- ную на штанге 95 державк; 1О8. Над рычагом 1О5 на штанге 95 имеется шгифг 1О9, в которому пружиной НО по жимается рычаг 1О6, а рычаг 1О5 прижимается пружиной 111 через штырь 112,50 укреппенный во втулке 113. Привод и останов. Привод машины осуществляется приводным ремнем 114, который находится на одном из двух шкивов - холостом 115 и рабочем .116, расположе41ных на приводном ваду 35. Холостой шкив свободно насажен на вап 35 посредством подшипника 117. 51 Рабочий шкив, 116 шарнирно помещен на вапу 35. Его передняя часть выпопнепа в виде втулки, внуфи которой имеется зуб 118, на который опирается штырь, загфессованный в купачок-упитку 119, которая кренится к приводному вапу шпицевым соединением и винтом 12О. Штырь прижимается к зубу 118 торцовой пружиной сжатия 121, помещенной внутри полости шкива. Qan 35 и главный вал 1 связаны повышающим передаточным отношением 1:2 через лару зубчатых колес 122 и 123. Напротив улитки 119 в центрах 124, 125 установлен корпус 126, несущий палец 127. с пружиной 128 и палец 129. К корпусу 126 -крепится поворотная рамка 13О останова, в опорах которой установлена штанга 131, по.джимаемая пружиной 132 вверх. Верхнее положение штанги определяется за1фепленным на нем упором 133 усилие поджатия регулируег:ся резьбовой втулкой 134 с контргайкой 135. Рамка 13О пружиной 136 подпружиненак корпусу полуавтомата до положения, при котором штанга 131 находится против паза улитки. На рамке имеется рычаг 137, соединенный с педалью включения машины, и тяга 138 с нап-равляюшим коленом 139, охватывающим приводной ремень, а такнсе штанга 140, взаимодействующая с плечом 141 цвуплечетхэ рычага 142. На рычаге 142 имеется палед 143, контактирующий с помощью пружины 144 с рычагом 145, закрепленным на валу 101. Работает машина следующим образом. При нажиме на педаль цепь за рычаг 137 поворачивает рамку 13О останова в центрах до упора. При этом тяга 138 своим коленом 139 перебрасывает при- во днЪй ремень 114 на рабочий шкив 116,. а верхний конец штанги 131 останова выводится из паза улитки 119 осганова, а штанга 14О освобож.дает плечо 141 рычага 142, который поворачивается, пока папец 143 под действием пружины 144 не остановится рычагом 145. При опускании педали штанга 14О, упираясь в рычаг 142, удерживает рамку 13О в отведенном положении. Изготовпение первой кромки. После перевода, ремня на рабочий шки& и освобождения улитки останова ремень через шкив 116, зуб 118, улитку 119 и штырь вращает вал 35 с рабочей скоростью. Главный вап 1 вместе с механизмами нитепритягивателя и нгпы приводит- сзя через повышающую передачу 123-122. Привод вала 12 и чепнока 11 осуществп1егся ог главного вала через вертикальны вал 18 цвумя парами винтовых зубчатых колес 17-16 и 15-14.
При вращении челночного вапа находящийся на нем трехцентровый кулачок 23 через випку 22 и вапик 21 сообщает отводчику 19 колебательное движение. При этом усы отводчика поочередно взаимодействуют с малым и большим отростками сетки 2О шпуледержатепя, чем обеспечивают свободный обвод нитки и сброс ее с чепнока.
Вращение вала 47 производится от вапа 35 через понижающую зубчатую передачу 40-41-42-43-44-45, храповую передачу 54-55, вап 46 и смежные зубчатые копеса 48-49. Вращаощийся вместе С валом 47 купачок 57 за находящийся в его пазу ролик 58 поворачивает рычаг 59 и купису 61, а от кулисы перемещение через тягу 64 передается на щтангу
65,опорную ппастину 66, игопьную пластину 67 и прижимную лапку 68. Перемещение эвигатепя - прижима материала происходит непрерывно. Вместе с валом 47 вращаются и закрепленные на нем купачки 85, 86 и 89, но во время изготовления первой «фрмки упор 84, рычаг
83 и рычаг 9О контактируют с профилями равного радиуса. Программоноситель 34 остается неподвижным и удерживает ось 27 в левом положении.
Вращающийся кривошип 36 через камень 37, вилку 38, рамку 26, камень 25 и папец кронштейна 24 сообщает рамне игповодитепя 6 качатепьиые движения в плоскости, перпендикулярной направлению подачи материала. Рамка совершает одно поперечное перемещение за два укола иглы. Величина этого перемещения соответствует ширине кромки.
Изготовление первой закрепки.
При изготовлении первой закрепки механизмы иглы, нитепритягивателя, челнок отводчика, привода продолжают работать так же, как и при изготовлении кромки.
Для изготовления закрепки необходимо уменьшить величину перемещения двигателя-прижима полуфабриката; изменить направление перемещения цвигателя-прижима полуфабриката; увеличить размах перемещений рамки игловодителя (увеличить величину зигзага) к изменить положение оси зигзага.
Уменьшение величины перемещения и изменение направления опорной пластины
66,игольной пластины 67 и прижимной лапки 68 осуществляется профилем кулачка 57, продолжающего равномерно вращаться в том же направлении. Команда на увличение величины зигзага производится распределительным механизмом.
При подходе к ролику 58 участка профиля кулачка 57, соответствующего изготовлению закрепки, к упору 84 на профиле купачка 85 подходит впадина. Под действием пружины 87 упор западает во впадину, рь1чаг8О пoвqэaчивaeтcя против часовой стрелки, особождает хвостовик собачки 77. Под действием пружины 79 собачка 77 сцепляется с храповым кол&сом и гфограммоносител 34 начинает вращаться эубчатым колесом 43, при это ролики ЗО и 32коромысла 29 обкатывают профили купачка 31 и контркулач- ка 33, состоящие из впадин и выступов, что обеспечивает валику 28 и вместе с ним пальцу 27 колебательные движения.
Сложение колебаний, передаваемых от кривошипа 36 и ог пальца 27 рамке 26 приводит к увеличению зигзага и переводу положения оси зигзага на среднюю линию петли при изготовлении закрепки. Изготовление происходит на опред&ленном угле поворота программоносителя 34, после чего вращающаяся вместе с программоносителем собачка подходит к рычагу 81, удерживается рычагом 83, опирающимся на профиль большого радиуса кулачка 86. Рычаг 61 нажимает на хвостовик собачки 77, выводит ее из аацеппения с храповиком 76 и удерживает программоноситель 34 в определенном положении.
Полуавтомат спроектирован так, что при останове программоносителя 34 после изготовления первой закрепки профили кулачка 31 и контркупачка 33 обеспечивают фиксацию пальца 27 в положении, соответствующем ылпопнению полуавтоматом зигзага на кромке петпи. Изготовление второй кромки. После окончания изготовления первой закрепки размах колебаний рамки 26, а следовательно, и рамки 1О уменьшается, поскольку колебание осуществляется только от кривошипа 36 так же, как и при изготовлении первой кромки.
Перемещение двигателя-прижима материала осуществляется кулачком 57 в обратном направлении.
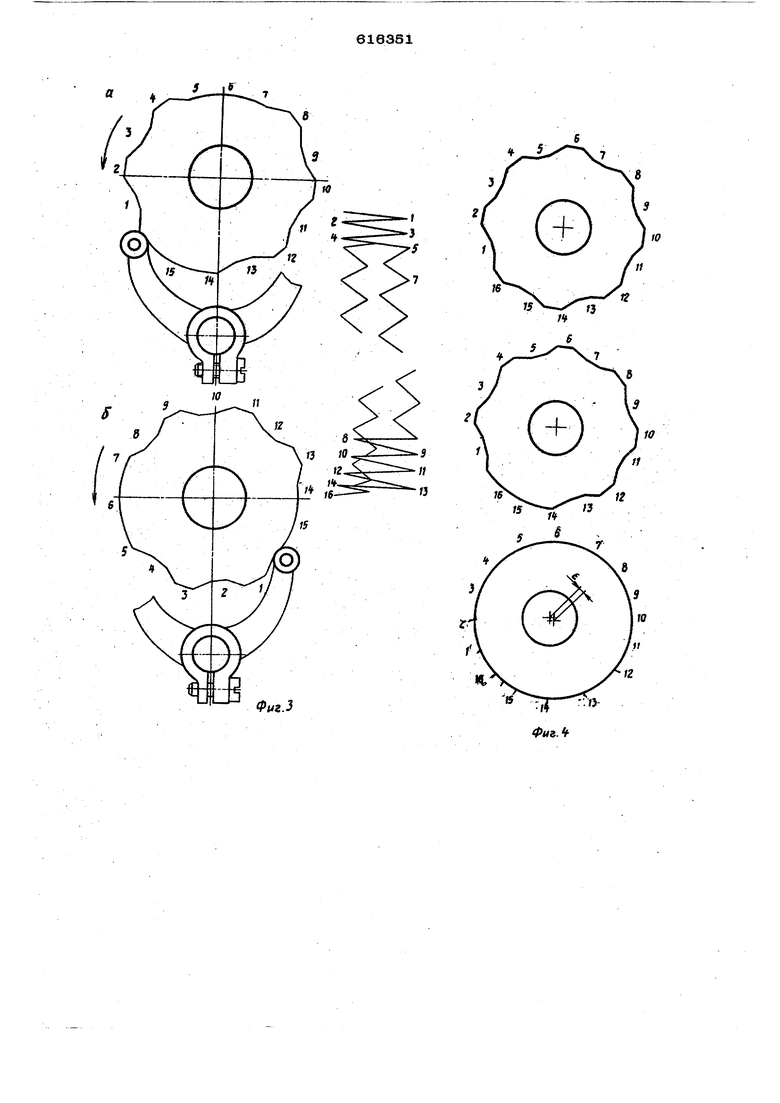
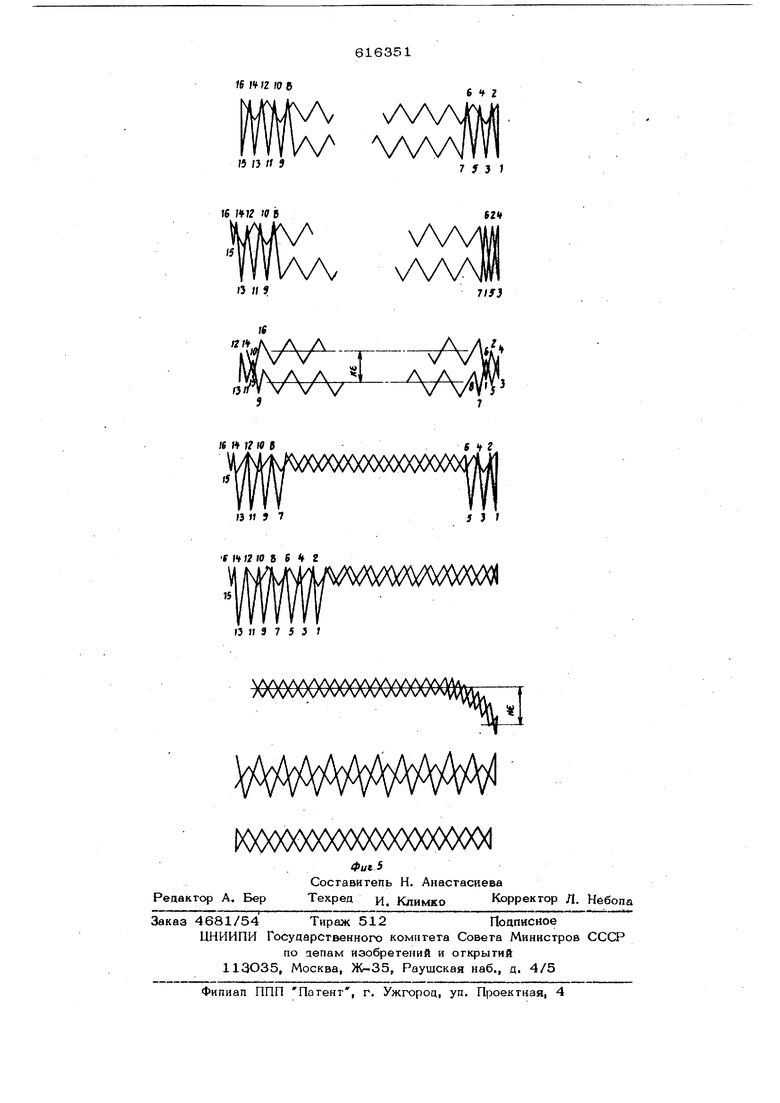
Изготовление второй закрепки. Изготовление второй закрепки водится аналогично изготовлению первой: шаг поцачи двигатепя-прижима материала уменьшается профилем кулачка 57 на соответствующем участке, шчрина зигзага увеличивается поспе того, как рычаг 83 под действием пружины 88 зацадаег во впадину купачка 86, рычаг 81 освобожцаег собачку 77, которая , войдя в .зацеппение с храповиком i,76, привоциг, в движение программоноситель 34. ИзгогоБПекие .необходимого дп закрепки числа cresHtKoa увёпиченной ширины обмотки (зигзага) также производится, на определенном угле поворота пр6граммоно ситепя, его отключение nocrte,изготовпе ния закрепки осуществляется нажимом на собачку 77 рычагом 8О, .который ко времени окончания второй закрепки подводит ся к собачке .кулачком 85 через упор 84 Останов и прорубка пегпи. Останов машины производится на пони женной скорости, управление снижением осуществпйегся распределЛтепь №ш механизмом спедующим образом. За. несколько сгежкоБ (5...6- количество их усганавпиваегся попожёнием кулачка 89 на вапу 47) до конца цикла изготовления петли, т.е. во время изготовления второй закрепки, кулачок 89 поворачивает рычаг 9О н через приспособление (на чертеже не показано) осуществляет перевод полуавтомата, на понилсенную скорость. На послёдующем стежке цикла обметки пегий происходит прорубка матеркапа Команду на срабатывание механизма ножа дает кулачок 74 программоносителя 34. Западая под действием пружины во впадину кулачка 74, рычаг ЮЗ поворачивается и отводит толкатель ЙЭ4 от дышла 97, позволяя последнему под действием пружины 98, упасть на палец 99 коромысла 1ОО. При повороте постоянно вращающегося эксцентрика 96 дышло 97 в определенном попожвпик захватывает своим лазом, палец 99 и поворачивает вал 1О1 против часовой стрелки. Закрепленный на конце .вала 1О1. рычаг 1О5 через рычаг 1О6, ось 1О7, державку 1О8, штангу 95 и кронштейн 94 сообщает ,ножу 93 рабочее перемещение вниз. Пройдя крайнее положени эксцентрик 96 через вал 1О1, рычаг 1О5 и штифт 1О9 перемещает штангу ножа в-исходное положение. К этому времени кулачок 74 поворачивает своим выступом рычаг ЮЗ и толкатель 1О4 против часовой стрелки, и толкатель 1О4 выводит дышло 97 из зацепления с пальцем случае обрыва нитки или поломки иглы оператор может произвести экстренное отключение ножа. Для этого достаточ но нажать на рукоятку оычага 1О6, что приводит к разрыву связи 1О5-Ю6 и xoi лостому. срабатыванию 1у еханизма. Одновременно с рабрчим ходом ножа дается команда на останов машины. 145, закрепленный на заднем конце вала 1О1, при повороте последнего против часовойСтрелкивоздействует на палец 143 и за рычаг 142 выводит плечо 141 рычага 142 из взаимодействия- со штангой 14О рамки 13О останова. Рамка останова 13О под действием пружины 136 своей тягой 138 перебрасывает ремень 114 на холостой; шкив 115 и подводит штангу 131 к улитке. iPaMKa ISO занимает положение останова в момент, когда против штанги 131 |находится участок профиля улитки наимень|шего радиуса, при этом между концом штанги и улиткой имеется зазор, что позволяет рамке беспрепятственно повернут ся, а штанге занять положение под улиткой. , На последнем обороте машины, совершаемом уже по инерции, происходит гашение части йинетической энергии машины, осуществляемое за счет деф9рм:ации пру}йины 132, которую сжимает штанга 131, взаимодействующая со спиральным профилем улиткиувеличивающегося радиуса, а затем штанга 131 западает в паз и фиксирует улитку. Оставшаяся кинетическая энергия гасится торцовой пружиной121, позволяющей машине повернуться еще на некоторый угол, а затем возвращающей ее на зуб 118 в положение останова с нитепритягивателем в крайнем верхнем положении, i Профили кулачка 31 и контркулачка 33 в полуавтомате определяют форму закрепок, т.е. число стежков в них и положение аждого укола. Передаточное соотношение от главного вала к программоносителю . 34 (цепочка 122-123-4О-41-42-43) определяет сумму стежков в первой и втоой закрепках. При изготовлении традиционной петли, в первой закрепке которой пять стежков, во второй закрепке - семь стежков, включающей два стежка малой закрепки, передаточное отношение указанной цепочки должно быть равно 1:14. При изготовлеии малой закрепки на профиле: кулачка 31 должен быть участок равного радиуса, В этом случае профили кулачка 31 и кон ркулачка 33 различны, так как закрепляющим уколом на профиле должен соответсг- вовать участок постоянного радиуса, минимального на контркулачке и максимального на кулачке.. Лля возможности совместного изгото&ления кулачка передаточное отношение от главного вала к приводу программоноси- т«пя увеличено на величину, равную числу закреапяющих уколов, и на купачке прецусмогрен участок 5-6-7 (см. фиг. 3,а) минимального рациуса, который будет соответствовать выпопнению укопов на кром ке. В этом случае выпопнению saKpennsuo- щих укопов на контркупачке (см. фиг. 3,6) 5 соответствует участок 14-15-16. При: этом профили кулачка 31 и контркупачка 33 одинаковы, что при совместном изготовпении повышает точность работы механизма отклонения иглы и уменьшает нагрузки на кулачки. Предлагаемая конструкция механизма отклонения игпы позволяет при наличии сменных блоков кулачок-контркулачок получать на одном полуавтомате различные типы, петель и эа1фепочных строчек. Примеры конкретного выполнения купачка 1 при передаточном отношении от главного вапа 1:16 показаны на фиг.4, а строчки, которые можно получить при их использовании - на фиг. 5. Конструкция швейного полуавтомата, в котором реверсивная обгонная муфта заменена пазовым купачком, введен принудительный подъем ножа прорубки, что исключило заклинивание ножа в материале, уменьшились нагрузки на механизм перемещения изделия за счет замыкания усилия прижима материала между прижим ной лапкой и опорной пластиной, уменьшены нагрузки в механизме отклонения иглы за счет использования кинематического замыкания в приспособлении дпя изменения ширины и положения оси зиг эага, позволила повысить скорость и надежность,, а следовательно, и производительность. Кроме- того, эта конструкция позволила расширить технологические возможности полуавтоматов за счет получения различных видов строчек при одном прог раммоносителе небольшой переналадкой либо за счет изготовления на одной базе различных модификаций полуавтоматов с различными программоносителями. Формула изобретения 1. Швейный полуавтомат для выполне ния кодотких строчек, например, петель. 6163 1 . содержащий рамку игловоцитепя, связанные с главным валом полуавтомата механизм отклонения иглы, соединенный С валом приспособления для изменения параметров зигзага, связанного с программе- носителем, включающим собачку и кулачки управления, механизм , механизм перемещения материала с прижимной лапкой, отличающийся тем, что, с целью повышения надежности и производительности, он снабжен средством управления программоносителем, связанным с главным Ьалом полуавтомата, а п испособление для изменения параметров зигзага связано с управляющим кулачком программоносителя посредством коромысла, смонтированного на его валу, при этом механизм но жа имеет эксцентрик, установленный на главном валу полуавтомата, дыщло с пазом, свободно установленное на эксцентрике и связанное с кулачком управления программоносителя, и установленное на валу механизма ножа коромысло с пальцем, размещенным в пазу дышла. 2.Полуавтомат по п. .1, о т л и ч а ющ и и с я тем, что механизм перемещения изделия содержит штангу и смонтированную на ней опорную пластину, а прижимная папка установлена на штанге и связана с пластиной посредством пружины. 3.Полуавтомат по п. 1, о т л и ч а ю- щ и и с я тем, что средство управления программоносителем содержит кулачок перемещения материала, кулачок перевода полуавтомата на пониженную скорость и пару кулачков управления программоносителем. . 4. Полуавтомат по п. ч1, о т л и ч а ющ и и с я тем, что программоноситель имеет кулачок и контркупачок для изменения параметров зигзага и связан со средством управления им посредством пары двуплечих рычагов, каждый из которых одним плечом связан с одним из кулачков управления программоносителя, а другим плечом - с его собачкой. Источники информации, принятые во внимание при экспертизе изобретения: 1. Швейный петельный полуаитомат,, кл. 16О1 фирмы Некки (Италия). 2.Швейный петельный полуавтоматфирмы Дюркопп (ФРГ). 3.Авторское свидетельство, по заявке № 1246314, кл. DO5 В 3/О6, 1968.
«
И
IPtiZ.
i
12
Г.1У



| название | год | авторы | номер документа |
|---|---|---|---|
| Швейный полуавтомат для изготовления прямых петель | 1968 |
|
SU649765A1 |
| МЕХАНИЗМ ПРОРУБКИ ПЕТЛИ ПЕТЕЛЬНОГО ПОЛУАВТОМАТА | 2004 |
|
RU2247180C1 |
| Привод игловодителя швейного полуавтомата для выполнения коротких строчек | 1976 |
|
SU638652A1 |
| МЕХАНИЗМ ПРОРУБКИ ПЕТЛИ ПЕТЕЛЬНОГО ПОЛУАВТОМАТА | 2004 |
|
RU2247181C1 |
| ШВЕЙНЫЙ АВТОМАТ ДЛЯ ПРИШИВАНИЯ ФУРНИТУРЫ К ТЕСЬМЕ | 1991 |
|
RU2023087C1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 2010 |
|
RU2415209C1 |
| МЕХАНИЗМ ОТКЛОНЕНИЯ ВЕДОМОГО ЗВЕНА, НАПРИМЕР, РАМКИ ИГЛОВОДИТЕЛЯ | 2004 |
|
RU2245948C1 |
| Бытовая краеобметочная швейная машина | 1991 |
|
SU1818385A1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 2010 |
|
RU2415977C1 |
| Устройство для обрезки нитей на швейной машине | 1973 |
|
SU579916A3 |