Изобретение относится к триботехнике и может быть использовано для получения безизносных металлических покрытий на парах трения методом поверхностного пластического деформирования.
Цель изобретения - повышение качества обработки за счет увеличения износостойкости обработанной поверхности.
Известен способ отделочно-упрочняющей обработки, в котором осуществляют поверхностное пластическое деформирование детали в среде смазочно-охлаждающей жидкости (СОЖ), включающей наполнитель - мягкий металл, восстановитель окислов этого металла и восстановитель окислов материала обрабатываемой детали.
В предлагаемом способе наполнитель берут в количестве 70% от общей массы СОЖ, а в качестве металлического наполнителя используют комбинацию порошков металлов в следующем соотношении, мас.%: железо 5, медь 25, олово 24, свинец 12, цинк 4, алюминий 8, хром 18 и никель 4.
Такое выполнение способа обеспечивает восстановление чистых металлов из многокомпонентного металлического наполнителя и образование между собой и основой детали металлических связей. В результате на поверхности детали образуется износостойкое покрытие. Вследствие этого качественные характеристики обработки повышаются.
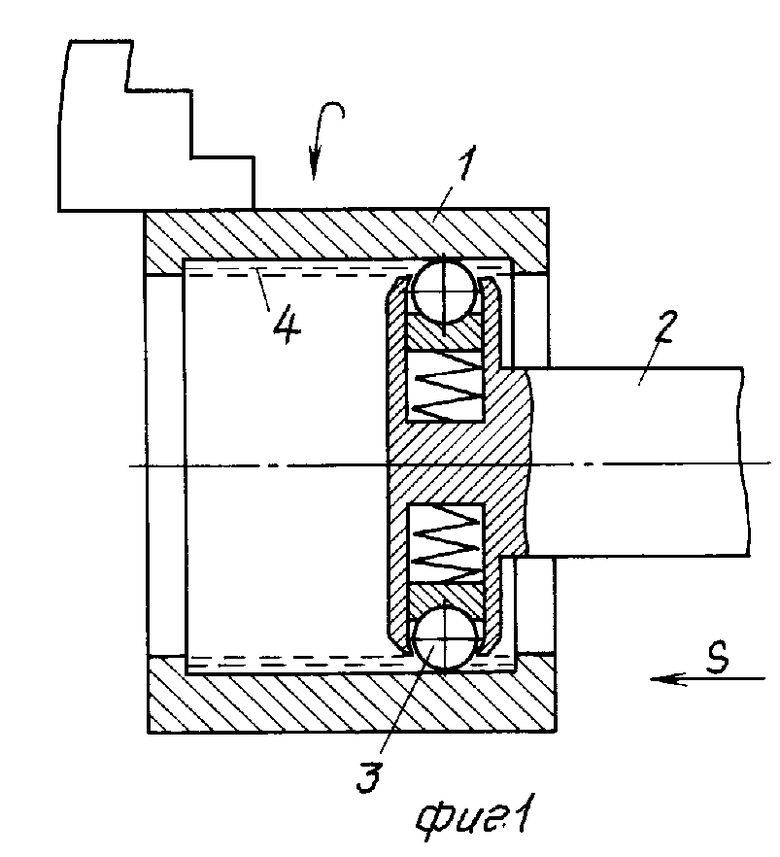
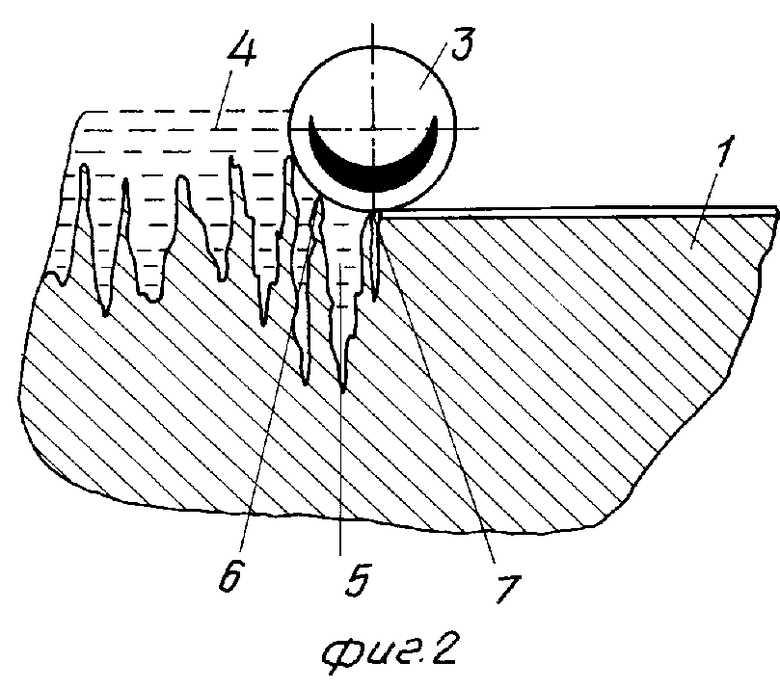
На фиг. 1 представлена схема осуществления способа; на фиг. 2 - схема взаимодействия деформирующего элемента с поверхностью детали в среде многокомпонентной СОЖ.
Деталь 1 закрепляют в патроне, а державку 2 деформирующего элемента 3 - в резцедержателе станка. Детали 1 сообщают вращение и подают в ее внутреннюю полость состав СОЖ, состоящей из наполнителя мягкого металла, восстановителя окислов мягкого металла наполнителя и восстановителя окислов материала обрабатываемой детали (см. фиг. 1).
В качестве универсального восстановителя окислов мягкого металла наполнителя и окислов материала обрабатываемой детали используют глицерино-спиртовую смесь, состоящую из равных частей спирта и глицерина или из двух частей глицерина и одной части спирта.
В качестве металлического наполнителя используют комбинацию порошков железа, меди, олова, свинца, цинка, алюминия, хрома, никеля, причем в количестве 70% от общей массы СОЖ (остальное - восстановитель окислов металлов наполнителя и основы детали, т. е. глицерино-спиртовая смесь).
Подаваемая во внутреннюю полость детали СОЖ посредством силы трения и центробежной силы распределяется по обработанной поверхности детали. Инструменту сообщают движение осевой подачи вдоль обрабатываемой поверхности. Деформирующие элементы 3 входят в контакт с деталью 1 и осуществляют сглаживание микронеровностей с обрабатываемой поверхности (см. фиг. 2). При этом значительное количество СОЖ располагается во впадинах 5 микронеровностей, например смежных микронеровностей 6, 7.
При деформировании микронеровностей 6, 7 размеры впадин 5 уменьшаются, что приводит к увеличению давления (степени сжатия) СОЖ, расположенной в очаге деформации. Температура СОЖ повышается до температуры деформируемого металла. Повышение температуры и степени сжатия СОЖ в зоне очага деформации вызывает интенсивное восстановление из многокомпонентного металлического наполнителя чистых металлов: железа, меди, олова, свинца, цинка, алюминия, хрома и никеля. Одновременно с протеканием процессов восстановления металлов из применяемого металлического наполнителя под действием поверхностного пластического деформирования микронеровностей поверхностного слоя детали разрушается окисная пленка на поверхности обработки. Под действием усилия деформирования восстановленные "чистые" металлы наполнителя и основы детали сближаются между собой и образуют прочные металлические связи. На поверхности детали формируется разнородное покрытие, состоящее из металлов, входящих в состав металлического наполнителя СОЖ. Причем процент содержания того или иного металла в формируемом на поверхности детали покрытии приблизительно соответствует процентному содержанию металла в применяемом металлическом наполнителе СОЖ.
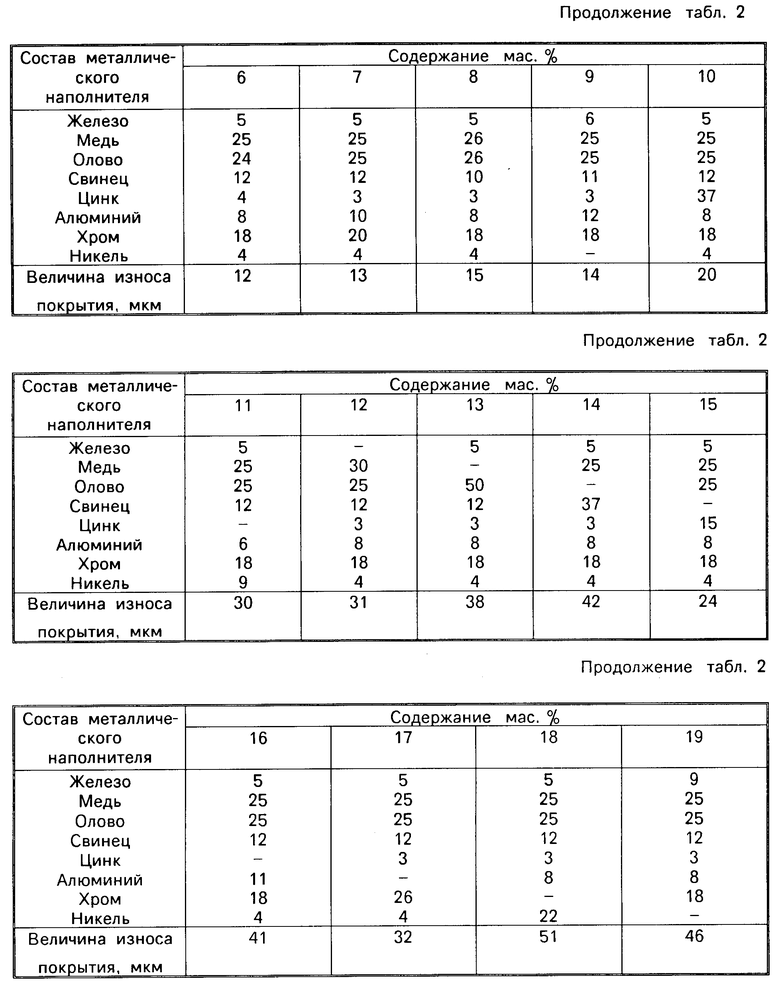
Экспериментальные исследования показывают, что для получения разнородного покрытия с максимальной производительностью металлический наполнитель должен составлять 70% от общей массы СОЖ (остальное - восстановитель окислов металлов) (см. табл. 1). Оптимальный состав соотношения компонентов металлического наполнителя получен при реализации метода полнофакторного планирования эксперимента, выборочные экспериментальные данные которого представлены в табл. 2.
Результаты экспериментальных исследований износостойкости полученных покрытий.
При реализации полнофакторного планирования эксперимента в качестве восстановителя окислов использовали глицерино-спиртовую смесь (одну часть спирта и одну часть глицерина). Восстановитель окислов в общей массе СОЖ составлял 30% (остальное - металлический наполнитель).
Обработку деталей осуществляли на станке модели 16К20). Материал обрабатываемой детали - сталь 45 (HRCэ 30), диаметр обрабатываемого отверстия 80 мм, длина обработки 100 мм. В качестве деформирующих элементов использовали шарики диаметром 10-25 мм из ШХ 15, HRCэ 62).
Режимы обработки: скорость вращения детали 2-180 м/мин; осевая подача инструмента 0,01-0,30 мм/об; усилие деформирования 50-800 Н; количество проходов инструмента 3 шт.
Ускоренные испытания полученных покрытий на износостойкость осуществляли на машине трения по стандартной методике. В качестве смазки использовали масло индустриальное. Скорость скольжения тела по исследуемому образу составляла 20-250 м/мин; удельное давление тела на поверхность образца составляла 0,1-10 Н/мм2. Измерение износа исследуемых образцов осуществляли через каждые 10 мин работы. Результаты износа после 3 ч испытаний (при достижении зоны катастрофического износа у отдельных образцов) представлены в табл. 2. Результаты экспериментальных исследований показывают, что предложенное процентное соотношение порошков металлов в составе СОЖ является оптимальным, так как обеспечивает повышение износостойкости формируемого на поверхности детали покрытия.
Предложенный способ обеспечивает повышение износостойкости получаемого на поверхности детали покрытия.

Использование: обработка металлов давлением, поверхностное упрочнение в среде смазочно-охлаждающей жидкости. Сущность изобретения: упрочнение осуществляют поверхностным пластическим деформированием в среде смазочно-охлаждающей жидкости, содержащий наполнитель - мягкий металл, восстановитель окислов этого металла и восстановитель окислов материала обрабатываемой детали. Наполнитель берут в количестве 70% от общей массы смазочно-охлаждающей жидкости. Наполнитель используют в виде комбинации порошков металлов в следующем соотношении, мас.%: железо - 5, медь - 25, олово - 24, свинец - 12, цинк - 4, алюминий - 8, хром - 18 и никель - 4. 2 ил., 2 табл.
СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ, при котором осуществляют поверхностное пластическое деформирование в среде смазочно-охлаждающей жидкости, включающей наполнитель - мягкий металл, восстановитель окислов этого металла и восстановитель окислов материала обрабатываемой детали, отличающийся тем, что, с целью повышения качества обработки за счет увеличения износостойкости обработанной поверхности, наполнитель берут в количестве 70% от общей массы смазочно-охлаждающей жидкости, а в качестве металлического наполнителя используют комбинацию порошков металлов в следующем процентном соотношении: 5% железа, 25% меди, 24% олова, 12% свинца, 4% цинка, 8% алюминия, 18% хрома и 4% никеля.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Повышение износостойкости на основе избирательного переноса под ред | |||
| Горбунова Д.Н | |||
| М.: Машиностроение, 1977, с.161-166. | |||
