Изобретение относится к электронной промышленности и к промышленности строительных материалов и может быть использовано в производстве электронно-лучевых и фотоэлектронных приборов с входными и выходными окнами из стекловолокнистых материалов, а также для улучшения физико-химических свойств поверхности и повышения механической прочности/ влагостойкости и вакуумной герметичности стекловолоконных подложек.
Известен способ обработки стекловолокнистых материалов [1]/ в котором улучшение физико-механических свойств материала и адгезии достигается нанесением на их поверхность полимерных материалов (фосфоркремнийорганических аминов), причем обработку осуществляют на стадии замасливания или апретирования материала.
Недостатками способа являются: химическая обработка поверхности перед и при нанесении полимера, имеющая низкую производительность и загрязняющая поверхность стекловолоконных подложек (ВОП) (углеродом, водой и т. п.); невозможность устранения с поверхности ВОМ микротрещин и микросколов, снижающих механическую прочность, вакуумную плотность ВОП и являющихся источником неоднородности и нестабильности при нанесении покрытий и эксплуатации прибора; необходимость точного подбора толщины и показателя преломления покрытия, обуславливающих оптические свойства системы (коэффициент отражения, оптическая толщина и т. п.); несовершенство структуры покрытия (пористость и т. п.), обуславливающее ухудшение параметров тонких пленок, напримеp фотокатодов типа АВ; низкая вакуумная герметичность изделий с входными, выходными окнами из волокнистых материалов.
Известен также способ обработки торцевых поверхностей волоконных световодов, заключающийся в механической шлифовке и полировке [2].
Недостатками способа являются: наличие на итоговой поверхности ВОП микротрещин и сколов, связанное с различными физико-химическими свойствами оболочки и жилы и обуславливающее высокую механическую прочность и вакуумную плотность изделия; высокая трудоемкость и длительность процесса шлифовки и полировки; невозможность управления (изменения) формой входной (выходной) поверхности единичного волокна ВОП; низкие чувствительность и надежность фотокатодов (и других тонкопленочных структур); низкая вакуумная герметичность изделий с входными и выходными окнами из волокнистых материалов.
Наиболее близким из известных технических решений является способ обработки поверхности торца стекловолоконного световода, заключающийся в локальном оплавлении поверхности при импульсном лазерном облучении. При этом пропускание уменьшается ≈ на 5%, с поверхности удаляются загрязнения (пыль, остатки полирующих сред) и происходит стимулированный отжиг [3].
Способ обладает следующими недостатками: обрабатывается только 70% площади единичного волокна (в основном, жилы), в результате чего сохраняются микрориски и сколы в области соединения жилы и оболочки, снижающие механические характеристики и вакуумные свойства ВОП; не использована возможность увеличения площади фотокатода и его чувствительность за счет изменения микрогеометрии (формы) входа (выхода) единичного волокна ВОП; низкая производительность обработки лазерным цилиндрическим лучом; необходимость введения сложной системы разверток и фокусировок; генерация значительных температурных напряжений в областях локальных разогревов, вызывающая деформацию или растрескивание ВОП; низкая вакуумная герметичность изделий с входными и выходными окнами из волоконных материалов.
Целью изобретения является улучшение физико-механических свойств поверхности волоконных материалов, улучшение параметров тонкопленочных структур (фотокатодов, фотомишеней) на волоконных подложках, повышение производительности обработки и вакуумной герметичности изделий с входными и выходными окнами из волоконных материалов.
Цель достигается тем, что в способе обработки поверхности волоконных материалов путем локального оплавления материала локальное оплавление производят ленточным электронным лучом, перекрывающим все изделие при мощности 100-1000 Вт, скорости 0,5-5,0 см/с, толщине луча 0,5-2,0 мм с предварительным нагревом материала до 50-550оС.
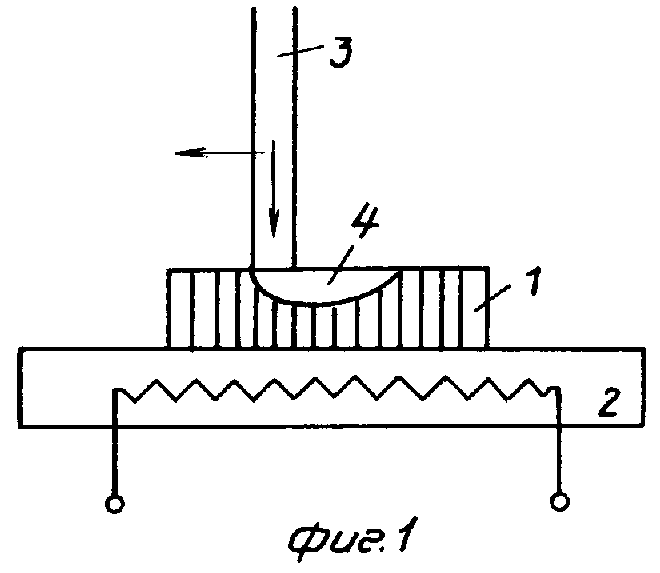
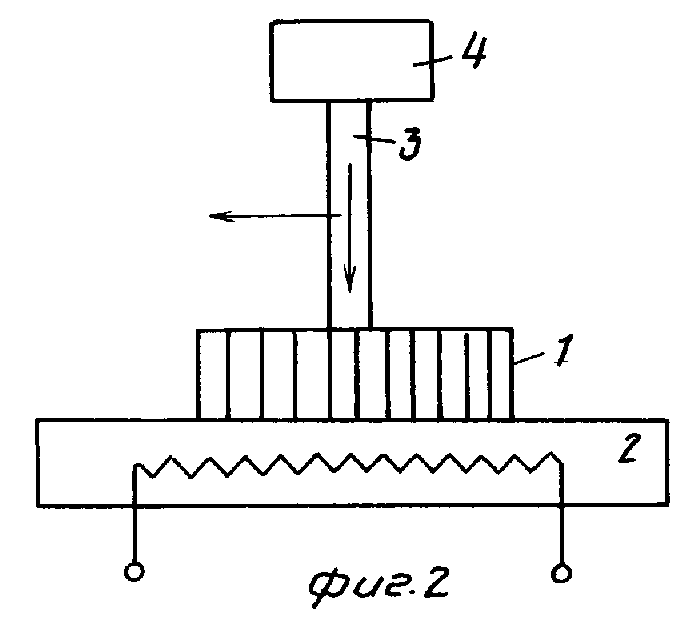
На фиг. 1, 2 представлены схемы устройства, реализующего предлагаемый способ.
ВОП 1 подвергают системой 2 нагрева и затем обрабатывают ленточным электронным лучом 3, перемещающимся по пластине со скоростью V. Процессы модификации протекают в зоне выделения тепла (расплаве) под лучом. Электронная пушка 4 формирует ленточный электронный луч 3, который локально оплавляет поверхность ВОП 1.ВОП 1 предварительно подогревается нагревателем (печью). Электронная пушка 4 формирует плоский (ленточный) луч толщиной 0,5-2 мм и шириной, превышающей диаметр обрабатываемой ВОП на 10-20%. Обработка пластины производится за один-пять проходов луча. Скорость движения луча 0,5-5,0 см/с. Мощность луча 100-1000 Вт (подбирается экспериментально для каждого типоразмера и материала ВОП). Температура предварительного подогрева Тп выбирается на 40-50оС ниже температуры размягчения более легкоплавкого стекла ВОП, что обычно составляет диапазон 50-550оС.
При скоростях движения луча более 5,0 см/с и мощности луча менее 100 Вт оплавления поверхности и модификации ПС практически не происходит. Наблюдается только электронно-стимулированная очистка.
При скоростях меньше 0,5 см/с и мощности более 100 Вт глубина оплавления превышает 10-20 мкм, происходит деформация и нарушается плоскостность ВОП. Температура подогрева выбирается в каждом случае самостоятельно. Она зависит от технологического состояния ВОП, например, склеена она с камерой или нет и от режимов ЭЛО. При низких подогревах возможно разрушение ВОП.
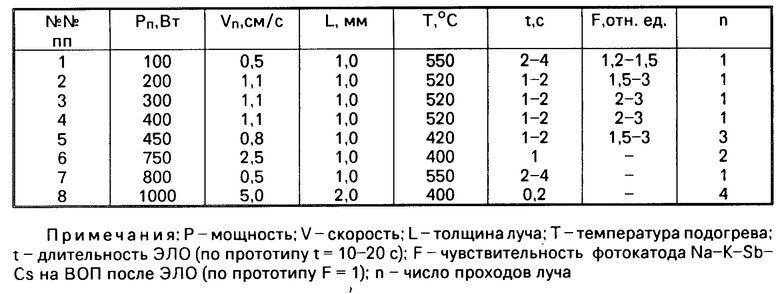
В таблице приведены режимы ЭЛО ВОП и сделана ссылка на вид формирующейся поверхности и ПС.
Положительный эффект способа заключается в следующем.
Во-первых, ЭЛО (электронно-лучевая обработка) реализуется локальное тепловое воздействие, глубина зоны термодиффузии 100-200 мкм, а зоны сплавления (зона снижения вязкости до 10-10 Па˙ с) 1-10 мкм. Температура поверхности ВОП 700-1000оС. В зоне выделения тепла (зона торможения потока первичных электронов) происходят основные процессы, определяющие модификацию ПС ВОП и изменение ее физико-механических свойств. При снижении в этой зоне вязкости материала до 102-105 Па˙ с происходит "залечивание" нарушений поверхности различного рода за счет вязкого течения стекла. Устраняются микротрещины, сколы, микропоры, микроходы, характерные для поверхности ВОП после механической полировки. Повышается механическая прочность ВОП. При оплавлении ПС устраняются не только дефекты механической обработки-полировки, но и дефекты спекания жил, что повышает вакуумную герметичность и влагостойкость ВОП и климатическую устойчивость изделий на их основе. Устранение нарушений поверхности повышает однородность энергетического рельефа ПС. При осаждении на такую подложку тонких пленок повышается однородность появления центров зародышеобразования. Улучшаются структура и параметры активных и пассивных структур. Например, у фотокатодов типа А1В5 после ЭЛО ВОП заметно продолжается однородность, снижается концентрация структурных дефектов, повышается термическая устойчивость. Снижением вязкости и отличием физико-механических и химических свойств оболочки и жилы (в частности, поверхностного натяжения) вызывается изменение микрогеометрии торцов отдельных волокон, формируется характерная линзообразная структура поверхности, причем размер (кривизна) линз зависит от режима ЭЛО. Происходящее увеличение площади поверхности определяет увеличение площади активной структуры (фотокатода, фотомишени), и, соответственно, улучшение параметров (например, для фотокатода типа Na-К-Sb-Сs рост интегральной чувствительности в 1,5-2,0 раза - до 380 мкА/лм). Оплавление как торцов отдельных жил, так и всего ВОП приводит к формированию предельно гладкой поверхности, что снижает рассеивание света (т. е. потери) на микрорельефе.
Во-вторых, в высокотемпературной зоне (глубина ≈ 1-10 мкм) развиваются активные диффузионные и десорбционные (испарительные) процессы. В результате активного испарения при облучении с поверхности слабосвязанных ионов щелочных металлов (начало испарения Na, К соответствует температуре 700-800оС) ПС ВОП выщелачивается, а также обедняется углеродом, водой, остатками физических сред. Формирующийся градиент концентрации стимулирует диффузию к поверхности загрязнений и щелочных ионов. Глубина зоны диффузии ограничена изотермой оплавления и составляет 1-10 мкм, величина обеднения поверхности и ПС может достигать 1-2 порядков. Так как процесс ЭЛО кратковременный (0,01-0,1 с), то загрязнения и примеси из-под зоны оплавления не успевают проникнуть в модифицированный слой. В результате этого измененный элементный состав поверхности и ПС (единиц мкм) ВОП фиксируется при затвердевании. Здесь остается в основном SiO2. Полученный слой (практически это слой кварцевого стекла) в дальнейшем блокирует диффузию загрязнений и примесей из объема ВОП в тонкопленочные структуры, например, при нагревах. Модифицированный ПС также защищает ВОП от воздействия влаги и повышает ее вакуумную плотность.
В-третьих, при скорости движения луча 10-20 мм/с длительность процесса ЭЛО изделий размером 20-40 мм составляет от 1-2 с (при одновременном режиме оплавления) до 5-10 с (при многопроходном режиме оплавления). Длительность процесса обработки поверхности ВОП относительно аналога уменьшается в 5-10 раз (в аналоге модификация жилы диаметром 500 мкм достигалась при 1000-10000 импульсах облучения ХеСl-лазера при плотности ≈ 5-10 Дж/см2 и длительности импульса 0,01-0,1 мкс). Повышение производительности процесса обработки достигнуто при одновременном упрощении системы сканирования. По способу ЭЛО осуществляется при механическом сканировании электронной пушки относительно подложек. В аналоге кроме прецизионных систем сканирования необходимы также оптические системы фокусирования и развертки лазерного луча.
Таким образом при реализации способа обработки волоконных материалов возможно сокращение длительности обработки в 5-10 раз; полное устранение расхода шлифующих, полирующих, химических материалов; повышение механической прочности, вакуумной герметичности и влагостойкости ВОП и изделий на их основе; улучшение параметров активных структур (фотокатодов), например, чувствительности в 1,5-3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ КАДМИКОНА | 1986 |
|
SU1409060A1 |
| Способ термической обработки стальных изделий | 1988 |
|
SU1595924A1 |
| Способ обработки стекла | 1988 |
|
SU1655929A1 |
| ВХОДНОЙ УЗЕЛ ВРЕМЯАНАЛИЗИРУЮЩЕГО ЭЛЕКТРОННО-ОПТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2011 |
|
RU2470406C2 |
| Способ изготовления невыпрямляющего электрического контакта подвижного измерительного зонда | 1990 |
|
SU1739400A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1991 |
|
RU2027255C1 |
| ЭХОЛОКАТОР ДЛЯ РАСПОЗНАВАНИЯ МОРСКИХ ГРУНТОВ | 1992 |
|
RU2045081C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 1986 |
|
SU1396764A1 |
| Способ определения напряженного состояния материала | 1979 |
|
SU949487A1 |
| УСТРОЙСТВО ИМПУЛЬСНОЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1991 |
|
RU2027254C1 |
Сущность изобретения: способ обработки поверхности волоконных материалов производят путем оплавления ленточным электронным лучом, перекрывающим все изделия при мощности 100 - 1000 Вт, скорости 0,5 - 5,0 см/с и толщине луча 0,5 - 2,0 мм с предварительным нагревом материала до 50 - 550°С. 1 табл., 2 ил.
СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВОЛОКОННЫХ МАТЕРИАЛОВ путем локального оплавления материала, отличающийся тем, что локальное оплавление производят ленточным электронным лучом, перекрывающим все изделие при мощности 100-1000 Вт, скорости 0,5 - 5,0 см/с и толщине луча 0,5 - 2,0 мм с предварительным нагревом материала до 50 - 550oС.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Opt | |||
| Commun, 1987, у 63.N 1, р.26-31. | |||
