Изобретение относится к неразрушающему контролю и может быть использовано для ультразвукового контроля качества монокристаллов по состоянию структуры, особенно монокристаллов, в которых необходимо выявить различные дефекты, в том числе и внутренние остаточные механические напряжения, и провести их относительные измерения.
Целью изобретения является расширение информативности контроля за счет относительных измерений внутренних механических напряжений.
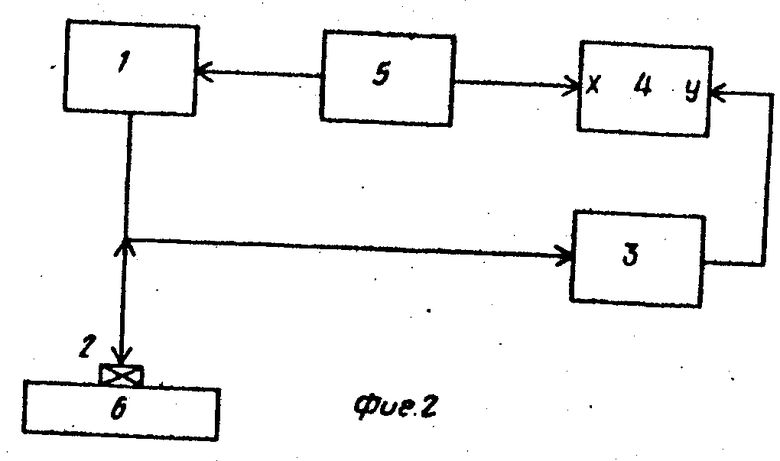
На фиг.1 изображена осциллограмма принятой серии многократно отраженных внутри контролируемого изделия с внутренними механическими напряжениями эхо-импульсов при такой ориентации ультразвукового преобразователя, когда плоскость поляризации ультразвуковых колебаний совпадает с направлением экстремального значения анизотропии, обусловленной внутренними механическими напряжениями; на фиг. 2 представлена структурная схема устройства, реализующая способ ультразвукового контроля изделий.
Устройство для ультразвукового контроля качества изделий включает генератор 1 импульсов, ультразвуковой преобразователь 2, приемник 3, осциллограф 4, синхронизатор 5, первый выход которого соединен с входом генератора 1 импульсов, выход генератора 1 импульсов подключен к ультразвуковому преобразователю 2 и входу приемника 3, выход приемника 3 соединен с первым входом осциллографа 4, а ко второму входу осциллографа 4 подключен второй выход синхронизатора 5, ультразвуковой преобразователь акустически соединен с контролируемым изделием 6.
Способ ультразвукового контроля качества изделия осуществляется следующим образом.
На контролируемое изделие 6 устанавливают ультразвуковой преобразователь 2, который возбуждается высокочастотным электрическим радиоимпульсом, вырабатываемым генератором 1 импульсов. С помощью ультразвукового преобразователя 2 в контролируемое изделие излучают импульсы ультразвуковых колебаний, которые распространяются в контролируемом изделии 6, многократно отражаясь от его плоско-параллельных граней. Серию эхо-импульсов, отраженных от противоположных поверхностей контролируемого изделия 6, принимают ультразвуковым преобразователем 2, который преобразует их в электрические сигналы. Эти сигналы подаются на вход приемника 3, усиливаются в нем до необходимой величины и с выхода приемника 3 подаются на вход усилителя вертикального отклонения (вход Y) осциллографа 4. На экране электронно-лучевой трубки (ЭЛТ) осциллографа 4 появляется изображение серии принятых эхо-импульсов. С помощью синхронизатора 5 обеспечивают согласованный запуск генератора 1 импульсов и генератора развертки осциллографа 4. Измеряют огибающую серию эхо-импульсов и число импульсов в этой серии. Ультразвуковой преобразователь 2 в процессе излучения и приема упругих колебаний вращают вокруг собственной оси в пределах не менее 90о. Фиксируют при этом изменение огибающей и серию эхо-импульсов с наименьшим числом импульсов.
По изменению огибающей принятых серий эхо-импульсов определяют наличие в контролируемом изделии внутренних механических напряжений. Поскольку используются линейно поляризованные ультразвуковые колебания, то при их распространении в контролируемых изделиях с внутренним механическим напряжением имеет место явление вращения плоскости поляризации. Величина поворота плоскости поляризации пропорциональна механическим напряжениям. При определенной ориентации плоскости поляризации ультразвуковых колебаний относительно направления главных механических напряжений, которую можно установить, вращая пъезоэлемент преобразователя 2 вокруг своей оси, серия принятых эхо-импульсов будет иметь минимальное число импульсов. Измеряют номер N эхо-импульса в серии многократных отражений, амплитуда которого минимальна в этой серии, т. е. стремиться к нулю. Этот номер соответствует номеру эхо-импульса, прошедшего в контролируемом изделии длиной 1 путь 21N, на котором плоскость поляризации повернулась на 90о. С увеличением механических напряжений в образце угол поворота плоскости поляризации волны будет увеличиваться и поворот плоскости поляризации ультразвуковых колебаний на 90о произойдет на меньшем пути, номер N будет уменьшаться. Следовательно, величина  характеризуется в относительных единицах внутренних механических напряжений в контролируемом изделии. По измеренному номеру N импульса рассчитывают величину ей обратную, по которой определяют относительную величину внутренних механических напряжений в изделии.
характеризуется в относительных единицах внутренних механических напряжений в контролируемом изделии. По измеренному номеру N импульса рассчитывают величину ей обратную, по которой определяют относительную величину внутренних механических напряжений в изделии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля качества изделий | 1985 |
|
SU1295326A1 |
| Способ ультразвукового контроля качества оптически прозрачных монокристаллических слитков | 1988 |
|
SU1640628A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 1986 |
|
SU1402086A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ СТРУКТУРЫ МАТЕРИАЛА ИЗДЕЛИЙ | 1987 |
|
SU1454075A1 |
| Ультразвуковой дефектоскоп | 1984 |
|
SU1165977A1 |
| Устройство для измерения сдвига фаз акустических волн на границе пьезопреобразователь-среда | 1982 |
|
SU1130793A1 |
| Устройство для измерения затухания ультразвуковых волн | 1979 |
|
SU871058A1 |
| Акустический способ определения упругих констант токопроводящих твёрдых тел | 2017 |
|
RU2660770C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Способ визуализации акустических полей в твердотельных звукопроводах | 1985 |
|
SU1265597A2 |

Изобретение относится к неразрушающему контролю и может быть использовано для ультразвукового контроля качества монокристаллов по состоянию структуры, особенно монокристаллов, в которых необходимо выявить различные дефекты, например внутренние остаточные механические напряжения, и провести их относительные измерения. Целью изобретения является расширение информативности контроля за счет измерения относительных внутренних механических напряжений. Согласно способу ультразвукового контроля качества изделий в последнем возбуждают импульсы ультразвуковых колебаний, принимают серию эхо-импульсов, отраженных от противоположной поверхности изделия, измеряют огибающую серии эхо-импульсов и число импульсов в этой серии, вращают ультразвуковой преобразователь вокруг своей оси. Фиксируют при этом изменение огибающей и серию эхо-импульсов с наименьшим числом импульсов. По изменению огибающей серии эхо-импульсов определяют наличие внутренних механических напряжений, а по величине, обратной номеру импульса с минимальной амплитудой, определяют относительную величину внутренних механических напряжений в изделии. 2 ил.
СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ заключающийся в том, что в контролируемом изделии возбуждают импульсы ультразвуковых колебаний с помощью пьезопреобразователя при сканировании изделия, принимают серии эхо-импульсов, отраженных от противоположной поверхности изделия, измеряют параметры серий эхо-импульсов, вращают пьезопреобразователь вокруг своей оси в процессе сканирования и по изменению параметров серий эхо-импульсов при вращении пьезопреобразователя определяют качество изделия, отличающийся тем, что с целью расширения информативности контроля за счет относительных измерений внутренних механических напряжений, фиксируют серию эхо-импульсов с наименьшим числом отраженных эхо-импульсов, регистрируют номер эхо-импульсов в этой серии с наименьшей амплитудой и по величине, обратной этому номеру, определяют относительную величину внутренних механических напряжений в изделии.
| Способ ультразвукового контроля качества изделий | 1985 |
|
SU1295326A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
