Изобретение относится к нанесению полимерных покрытий способом электрофореза и может быть применено в машиностроении, в частности при изготовлении подшипников качения.
Известен способ получения полимерного покрытия на металлической поверхности электроосаждением смеси полиформальдегида с термопластичным полимером из дисперсии его в органическом растворителе с последующей термообработкой, которую проводят при 205-225оС в течение 4-6 мин. В качестве растворителя использован циклогексан [1].
Недостатком этого способа является то, что пленкообразующий полимер растворен в органическом растворителе, что приводит к нестабильности раствора и невозможности получения тонких покрытий.
Известен способ получения полимерного покрытия, включающий электроосаждение на металле из лаковой композиции на основе водной суспензии фторопласта, в которую добавлены уксусная кислота и ее бутиловый эфир и полимерной добавки в виде 70%-ного раствора в органическом растворителе эпоксиаминокаучукового аддукта. После электроосаждения изделие промывают водой, обрабатывают в 0,1-50%-ном водном растворе моноэтилового эфира этиленгликоля и термообрабатывают.
Недостатками этого способа являются: наличие органического растворителя, что снижает стабильность раствора, а также присутствие в растворе суспензии фторопласта, что позволяет получить качественные покрытия только при толщине пленки более 15 мкм [2].
Известен также способ получения антифрикционного полимерного покрытия, при котором на металлическое изделие, подключенное к положительному электроду, электроосаждением наносят полимерное покрытие из водной ванны, состоящей из диспергируемой в воде акрилатной смолы 4-10 мас.% и соли кислородной кислоты 0,1-0,8 мас.%, при напряжении от 30 до 300 В в течение от 30 с до 10 мин. Изделие промывают водой и термообрабатывают при 130-300оС в течение от 30 с до 60 мин [2].
Недостатком данного способа является то, что формирование полимерного покрытия происходит в кислой среде, что при сушке пленки может вызвать ее деструкцию и разрушение поверхности металла под пленкой; электроосаждение проводят при очень высоком напряжении, что снижает травмобезопасность технологического процесса; очень высокая температура сушки неприемлема для марок стали, используемых для изготовления подшипников качения из-за потери твердости; полученная пленка обладает высокой олеофобностью, что препятствует смазке трущихся поверхностей изделия.
Цель - получение полимерного покрытия с повышенной пластичностью, высокой антифрикционной стойкостью при малой толщине покрытия, высокой олеофильностью, высокой технологичностью и стабильностью раствора.
Цель достигается тем, что в известный способ получения полимерного покрытия, включающий анодное электроосаждение на металлическое изделие полимерного покрытия из диспергированной в воде эмульсии стирольно-акрилатных сополимеров N 4696, промывку изделия водой и его термообработку, в состав раствора для электролитического нанесения полимерного покрытия дополнительно вводят декагидроборат натрия при следующем содержании компонентов, мас. % : эмульсия стирольно-акрилатных сополимеров 1,8-8,0; декагидроборат натрия 0,01-0,06. Электроосаждение проводят при напряжении постоянного тока 3-30 В в течение 10-180 с, термообработку проводят при 80-180оС в течение 1-5 мин, после термообработки изделие выдерживают в смазке или масле при 45-50оС в течение 8-40 ч.
Способ получения полимерного покрытия осуществляют следующим образом.
Металлическое изделие погружают в ванну с диспергированной в воде эмульсией и подвергают воздействию электрического тока, причем металлическое изделие служит анодом, а катодом является сталь или никель.
В качестве эмульсии использована эмульсия стирольно-акрилатного сополимера, включающего метакрилат, бутилакрилат, стирол, акриловую кислоту, метакриламид, гидроокись этилметакрилата и акрилонитрил.
Осаждение пленочного покрытия проводится как на чистую металлическую поверхность изделия, так и на фосфатированную. При осаждении пленки на изделие ионы железа или меди (металла основы) за счет реакции с анионной группой полимеризующихся мономеров и их смесей образуют металлополимерную пленку на границе раздела металл-полимер с химическими связями, что позволяет обеспечить хорошую адгезию наносимого покрытия.
Количество диспергируемой в воде эмульсии составляет от 1,8 до 8,0 мас. % в зависимости от толщины осаждаемой пленки. Если количество эмульсии составляет менее 1,8 мас.%, эффективное электролитическое осаждение не может осуществляться, а если оно составляет более 8 мас.%, вязкость раствора становится высокой, что препятствует получению тонких и гладких пленок.
Температура ванны определяется интенсивностью испарения воды из ванны. Оптимальной является температура 20-40оС, при которой гарантируется стабильность раствора.
Электрическое напряжение постоянного тока изменяется в диапазоне от 3 до 30 В, при этом, если напряжение меньше 3 В, интенсивность электрофореза недостаточна, а при напряжении свыше 30 В образовавшееся покрытие может быть хрупким и расслаиваться, кроме того, напряжение выше 30 В нетехнологично с точки зрения техники безопасности.
Время электроосаждения определяется толщиной наносимой пленки и составляет 10-180 с.
Для получения более пластичного покрытия в состав раствора дополнительно вводят декагидроборат натрия в количестве 0,01-0,06 мас.%. ведение добавки менее 0,01 мас. % не дает эффекта, а более 0,06 мас.% приводит к снижению плотности покрытия.
Полученный слой покрытия промывается водой для удаления сопровождающего состава из ванны. После этого изделие термообрабатывается до затвердевания пленки. Условия нагревания зависят от толщины пленки, металла покрываемой детали и сложности ее геометрической формы. Эмпирически установлена оптимальная температура в пределах от 80 до 180оС и время термообработки может составлять от 1 до 5 мин.
Для улучшения антифрикционных характеристик покрытия, т.е. снижения коэффициентов трения качения и скольжения на пленочном покрытии должен быть сформирован олеофильный реакционный слой, обладающий малым краевым углом смачиваемости. Реакционный слой образуется при выдерживании изделия в жидкой смазке или масле при температуре, достаточной для внедрения молекул смазки или масла в поверхностный полимерный слой пленочного покрытия на глубину 0,1-6,0 мкм. Наиболее эффективно образование реакционного слоя происходит при 45-50оС и выдерживании в течении 8-40 ч.
В качестве жидкой смазки могут быть использованы смазки: L-138 (Арканол), ВНИИНП-555, в качестве масла - масло И-12.
Примеры осуществления способа получения полимерного покрытия приведены для получения покрытий толщиной 1,0 и 10 мкм.
Во всех примерах электроосаждение полимерного покрытия проводилось при напряжении постоянного тока 18 В в течение 10 с для пленок толщиной 1 мкм и 60 с для пленок толщиной 10 мкм. рН ванны 8. Термообработка проводилась при 110оС в течение 3,5 мин, а реакционный слой формировался при 48оС в течение 24 ч.
П р и м е р 1. В воде при 30оС диспергирована эмульсия стирольно-акрилатных сополимеров. Анодом является обрабатываемое изделие, а катодом - никелевая пластина.
П р и м е р 2. В водный раствор эмульсии добавлен декагидроборат натрия в количестве 0,02 мас.%..
П р и м е р 3. В водный раствор эмульсии добавлен декагидроборат натрия в количестве 0,05 мас.%.
П р и м е р 4. После проведения электроосаждения полимерной пленки из раствора по примеру 3 изделие выдержано в смазке "Арканол" (L-138).
П р и м е р 5. После проведения электроосаждения полимерной пленки из раствора по примеру 3 изделие выдержано в смазке типа ВНИИНП-555.
П р и м е р 6. После проведения электроосаждения полимерной пленки из раствора по примеру 3 изделие выдержано в масле И-12.
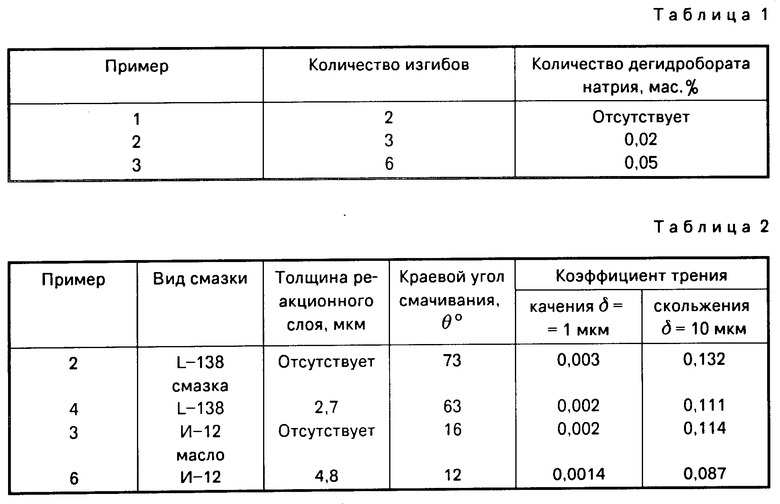
В табл. 1 приведены результаты испытаний полученного покрытия на пластичность, которая определялась по ГОСТ 9.302-88. Пластина с нанесенной на нее полимерной пленкой из растворов по примерам 1-3 с одной стороны закреплялась в держателе, а другая сторона изгибалась на 180о. По количеству выдержанных изгибов без образования трещин и разрывов определялась пластичность покрытия.
Олеофильность полученного покрытия определялась по значению краевого угла смачивания, который определялся измерением протяженности и высоты капли масла или смазки, нанесенных на полученное покрытие (примеры 2-6), при помощи микроскопа МБС и вычислялся по формуле:
θ°=  где 2R - протяженность капли; h - высота капли.
где 2R - протяженность капли; h - высота капли.
Антифрикционные свойства покрытия приведены в табл.2 и определены значениями коэффициентов трения качения и скольжения.
Определение коэффициента трения качения проводилось на установке "ПИИТ" (методика АО ВНИПП). Исследуемое покрытие, нанесенное на два внутренних кольца подшипника, приводилось в контакт с шариком диаметром около 8 мм без покрытия. Величина коэффициента трения качения определялась по углу выброса шарика из зоны контакта. Угол выброса выставляется на приборе и соответствует следующим значениям его предельных коэффициентов: 0,001; 0,0015; 0,002; 0,0025; 0,003; 0,0035.
Определение коэффициента трения скольжения проводилось на установке "ПИРС" (методика АО ВНИПП). На "чашечку", представляющую собой фрагмент гнезда сепаратора из стали или латуни, наносится исследуемое покрытие. Чашечка приводится в контакт со стальным шариком без покрытия. Шарик вращается со скоростью 14000 об/мин с усилием прижима 0,2 кг. Коэффициент трения скольжения определяется по углу выброса шарика из гнезда сепаратора.
Основные свойства покрытия, такие как степень высыхания, адгезия, коррозионная стойкость, были проверены по нижеописанным методикам и показали, что покрытия, полученные по предлагаемому способу и способу-прототипу, имеют одинаковые технические характеристики и свойства.
Степень высыхания пленки покрытия, нанесенного на поверхность стальной пластины размером 200х200 мм, определяли методом отслаивания. Для этого на пленке прорезают скальпелем по 11 взаимоперпендикулярных линий с интервалом 1 мм до подложки металла, накладывают ленту "Scoth", вдавливают пленку и быстро отрывают. По числу отслоившихся квадратов пленки судят о степени ее высыхания. Если это число равно 5, то высыхаемость хорошая. На исследованных образцах - равна 4.
Адгезия полимерной пленки проверялась накручиванием пластины с нанесенной пленкой на пруток диаметром 2 мм под углом 180о, под микроскопом проводилось визуальное исследование состояния пленки на изгибе пластины. Исследованные образцы, покрытые полимерным покрытием, не имели трещин и участков оголенного металла, что способствует хорошей адгезии.
Коррозионная стойкость проверялась воздействием на исследуемый образец 5% -ного водного раствора хлористого натрия в течение 500 ч. Отсутствие дефектов подтвердило высокую коррозионную стойкость покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДШИПНИК С ПОСТОЯННЫМ СМАЗОЧНЫМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2095653C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ОСНОВЕ НИКЕЛЬ-БОР | 1992 |
|
RU2034936C1 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ИНГИБИРОВАННОГО ПОКРЫТИЯ С УВЕЛИЧЕННОЙ МАСЛОЕМКОСТЬЮ И СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ИНГИБИРОВАННОГО ПОКРЫТИЯ С УВЕЛИЧЕННОЙ МАСЛОЕМКОСТЬЮ | 2007 |
|
RU2359069C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1994 |
|
RU2072182C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ МЕТАЛЛА | 2008 |
|
RU2379123C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1994 |
|
RU2072702C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА КАЧЕНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2657262C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ МЕТАЛЛА | 2008 |
|
RU2380173C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ СТАЛЬНОЙ ПАТРОННОЙ ГИЛЬЗЫ | 2010 |
|
RU2423552C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ НАКЛЕИВАНИЯ ЭТИКЕТОК НА ПЛАСТМАССОВЫЕ БУТЫЛКИ | 1994 |
|
RU2081891C1 |
Изобретение относится к нанесению полимерных покрытий способом электрофореза и может быть применено в машиностроении, в частности при изготовлении подшипников качения. Сущность изобретения: электролитическое осаждение покрытия проводят из диспергированной в воде эмульсии стирольно-акрилатных сополимеров в количестве 1,8 - 8,0 мас.% с добавлением декагидробората натрия в количестве 0,01 - 0,06 мас.% при напряжении постоянного тока 3 - 30 В в течение 10 - 180 с с последующей промывкой водой и термообработкой при 80 - 180°С в течение 1 - 5 мин и выдержке в смазке или масле при 45 - 50°С в течение 8 - 40 ч. 2 табл.
СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ путем анодного электроосаждения на металлическое изделие покрытия из водного раствора, содержащего эмульсию полимера, промывки водой и термообработки, отличающийся тем, что в водный раствор дополнительно вводят декагидроборат натрия, в качестве эмульсии используют эмульсию стирольно-акрилатных сополимеров при следующем содержании компонентов, мас.%:
Эмульсия стирольно-акрилатных сополимеров 1,8 - 8,0
Декагидроборат натрия 0,01 - 0,06
электроосаждение проводят при напряжении постоянного тока 3 - 30 В в течение 10 - 180 с, термообработку проводят при 80 - 180oС в течение 1 - 5 мин, а после термообработки изделие выдерживают в смазке или масле при 45 - 50oС в течение 8 - 40 ч.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США N 4064028, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
