Изобретение относится к машиностроению и может быть использовано при изготовлении подшипников различного типа. Подшипники качения и скольжения применяют в конструкциях машин и приборов, в которых они работают в широком диапазоне частот вращения, температур и нагрузок. Более широкое применение подшипников качения обусловлено меньшим моментом сопротивления вращения (по сравнению с подшипниками скольжения). Подшипники качения обладают большей несущей способностью на единицу опорной площади подшипника, характеризуются простотой эксплуатации и меньшим расходом смазочных материалов. При этом хорошая смазываемость подшипника обеспечивает его долговечность.
Известен подшипник качения /1/, имеющий наружное и внутреннее кольца с дорожками качения, между которыми размещены тела качения, удерживаемые сепарирующим элементом. Между кольцами и телами качения подшипника расположен твердый смазочный материал, который расположен на поверхностях дорожек качения. В качестве твердой смазки применяют дисульфид молибдена, графит и тефлон.
Недостатком известного подшипника является то, что перенесение твердой смазки в места контакта неравномерно. В итоге избыточное количество твердой смазки на дорожках качения приводит к уменьшению радиального зазора между деталями подшипника и, как следствие, к заклиниванию тел качения и к разрушению перемычек сепаратора.
Известны также подшипники скольжения и скользящие элементы /2/, которые используют в тяжелонагруженных условиях работы. В этом случае скользящие элементы выполнены из нержавеющей стали или сплава меди, внутри которых заделаны шарики консистентной смазки или такие материалы, как графит, керамика, смола, асбест и т.п.
Однако такие элементы не обладают высокой прочностью, в особенности прочностью на удар и долговечностью.
Известен также подшипник качения /3/, принятый за наиболее близкий аналог, смазочный слой которого выполнен в виде полимерного покрытия рабочих поверхностей деталей подшипника. Полимерное покрытие выполнено, например, из политетрафлуоритотидена.
Недостатком такого подшипника является его относительно низкая долговечность, а также высокий уровень вибраций при работе, обусловленный как возможным отсутствием совместимости между применяемыми рабочими смазками и материалом полимерного покрытия, в результате чего происходит взаимная реакция смазок и материала с образованием твердых частиц, так и наличием значительной шероховатости поверхности покрытия, например, из-за отсутствия операции ее приработки (прикатки).
Известен также способ получения смазочного слоя путем нанесения на рабочие поверхности деталей подшипника антифрикционного полимерного покрытия, при котором на металлическое изделие, подключенное к положительному электроду, электроосаждением наносят полимерное покрытие из водной ванны, состоящей из диспергируемой кислоты (0,1 0,8 мас.). При этом выдерживают следующие режимы работы: напряжение от 30 до 300 В в течение от 30 с до 10 мин. Затем изделие промывают водой и термообрабатывают при 130 300oC в течение от 30 с до 60 мин /4/.
Недостатком известного способа получения смазочного слоя подшипника является то, что формирование полимерного покрытия происходит в кислой среде, а это при сушке вызывает диструкцию полимерной пленки и разрушение поверхности металла под пленкой. Кроме того, в самом покрытии отсутствует смазочное вещество, что снижает его трибологические характеристики.
Известен также способ получения смазочного слоя в виде полимерного покрытия на металлических изделиях, в частности на подшипниках качения [5] принятый за наиболее близкий аналог, который осуществляют путем анодного электроосаждения на металлические изделия из водного раствора, содержащего эмульсии стирольно-акрилатных сополимеров в количестве 1,8 8,0 мас. и декагидроборат натрия в количестве 0,1 0,06 мас. Электроосаждение проводят при напряжении постоянного тока 3 30 В в течение 10 180 с. Затем изделие промывают водой и термообрабатывают при 80 180oC в течение 1-5 мин и выдерживают в смазке или масле при 45-50oC в течение 8 40 ч.
Недостатком такого способа является наличие в водном растворе электролита добавки декагибробората натрия, поскольку его присутствие требует постоянного контроля состава в ванне, что усложняет технологический процесс покрытия. Это связано с тем, что при повышении в электролите данного компонента в количестве более 0,06 мас. появляется излишняя пористость поверхности, что может привести к разрушению этого покрытия и соответственно смазочного слоя. При этом указанного в данном способе времени осаждения может не хватить на получение значительного по толщине покрытия на крупногабаритных деталях. Кроме того, процесс выдержки в смазке или масле при 45 50oC в течение 8 40 ч не технологичен и экономически не целесообразен. Масла и смазки выбираются без учета условий совместимости с рабочей смазкой подшипника, что может привести к значительному снижению его ресурса. Поскольку поверхность полимерного покрытия получается довольно шероховатой, то отсутствие операции по улучшению ее качества, например, путем прикатки приводит к значительным вибрациям и динамическим нагрузкам в начале работы подшипника.
Основные задачи изобретения создание постоянного смазочного слоя между контактируемыми поверхностями деталей подшипника с целью повышения его долговечности, стабильности работы в условиях больших нагрузок и высоких скоростей, а также снижение уровня вибраций при его работе. Кроме того, поставлена задача разработать такой способ изготовления подшипника предлагаемой конструкции, который бы обеспечивал способность полимерного покрытия удерживать на своей поверхности дополнительный смазочный слой в виде тонкой пленки при различных режимах работы подшипника и высокую прочность этого покрытия при малой его величине, а также высокие антифрикционные качества. Еще одной задачей является создание способа изготовления подшипника, обладающего высокой технологичностью и стабильностью процесса, при котором получают постоянный смазочный слой на рабочих поверхностях деталей подшипника.
Эта задача решается тем, что в подшипнике, например, качения, состоящем из наружного кольца, снабженного обращенной внутрь кольцевой дорожкой качения, и внутреннего кольца, снабженного обращенной наружу кольцевой дорожкой качения, между которыми размещены тела качения, например шарики, удерживаемые на определенном расстоянии друг от друга с помощью, например, металлического сепаратора. На рабочие поверхности указанных деталей подшипника нанесен полимерный слой, пропитанный смазкой. Полимерный слой выполнен из анодно-электроосажденного материала типа стирольно-акрилатных сополимеров, а пропитывающая его смазка выбрана совместимой с рабочей смазкой подшипника так, что с учетом условий нагрузки и режима работы при эксплуатации подшипника на поверхностях полимерного слоя образован дополнительный смазочный слой в виде тонкой пленки. При этом совместимость указанных смазок обеспечена их взаимным подбором на основе сравнения совместимости базовых загустителей этих смазок. Коэффициент трения качения полученной смазочной смеси f находится в пределах 0<f<0,05 при испытаниях этой смеси по крайней мере не менее 2 ч. Величина ее пенетрации находится в пределах Пmax > П > Пmin, где Пmax и Пmin предельные значения величин пенетрации указанных смешиваемых смазок. Другим условием выбора смазки, пропитывающей полимерный слой, может быть соотношение значений кинематических вязкостей  где γ1 эталонная кинематическая вязкость для обеспечения нормальной смазываемости подшипника с учетом его нагрузки и режимов работы при эксплуатации, γcc кинематическая вязкость постоянного смазочного слоя, определяемая по формуле γcc= γп•(1-Kз)+γсм•Kз где γп кинематическая вязкость полимерного слоя; γсм кинематическая вязкость смазки, пропитывающей полимерный слой, K3 Vcm/Vп - коэффициент заполнения смазкой полимерного слоя, где Vсм объем внедренной в полимерный слой смазки, Vп объем осажденного полимерного слоя. При этом толщина полимерного слоя на дорожках качения наружного и внутреннего колец составляет 0,3 3,0 мкм, а толщина дополнительного смазочного слоя в виде пленки, удерживаемой на поверхностях полимерного слоя вследствие соблюдения условий совместимости применяемых смазок, составляет 0,5 5,0 мкм.
где γ1 эталонная кинематическая вязкость для обеспечения нормальной смазываемости подшипника с учетом его нагрузки и режимов работы при эксплуатации, γcc кинематическая вязкость постоянного смазочного слоя, определяемая по формуле γcc= γп•(1-Kз)+γсм•Kз где γп кинематическая вязкость полимерного слоя; γсм кинематическая вязкость смазки, пропитывающей полимерный слой, K3 Vcm/Vп - коэффициент заполнения смазкой полимерного слоя, где Vсм объем внедренной в полимерный слой смазки, Vп объем осажденного полимерного слоя. При этом толщина полимерного слоя на дорожках качения наружного и внутреннего колец составляет 0,3 3,0 мкм, а толщина дополнительного смазочного слоя в виде пленки, удерживаемой на поверхностях полимерного слоя вследствие соблюдения условий совместимости применяемых смазок, составляет 0,5 5,0 мкм.
Предлагаемый способ изготовления подшипников заключается в том, что детали подшипника помещают в водную эмульсию стирольно-акрилатных сополимеров, взятых в объеме 1,8 8,0 мас. и осуществляют анодное электроосаждение на рабочие поверхности деталей подшипника в течение 3 300 с, после чего подвергают детали термообработке в течение 1 10 мин. Полученный полимерный слой насыщают смазкой, совместимой с рабочей смазкой, выбранной по условиям работы подшипника, и подвергают детали подшипника вторичной термообработке при 80 150oC в течение 10 60 мин. Затем осуществляют прикатку рабочих поверхностей деталей подшипника в течение 5 120 мин.
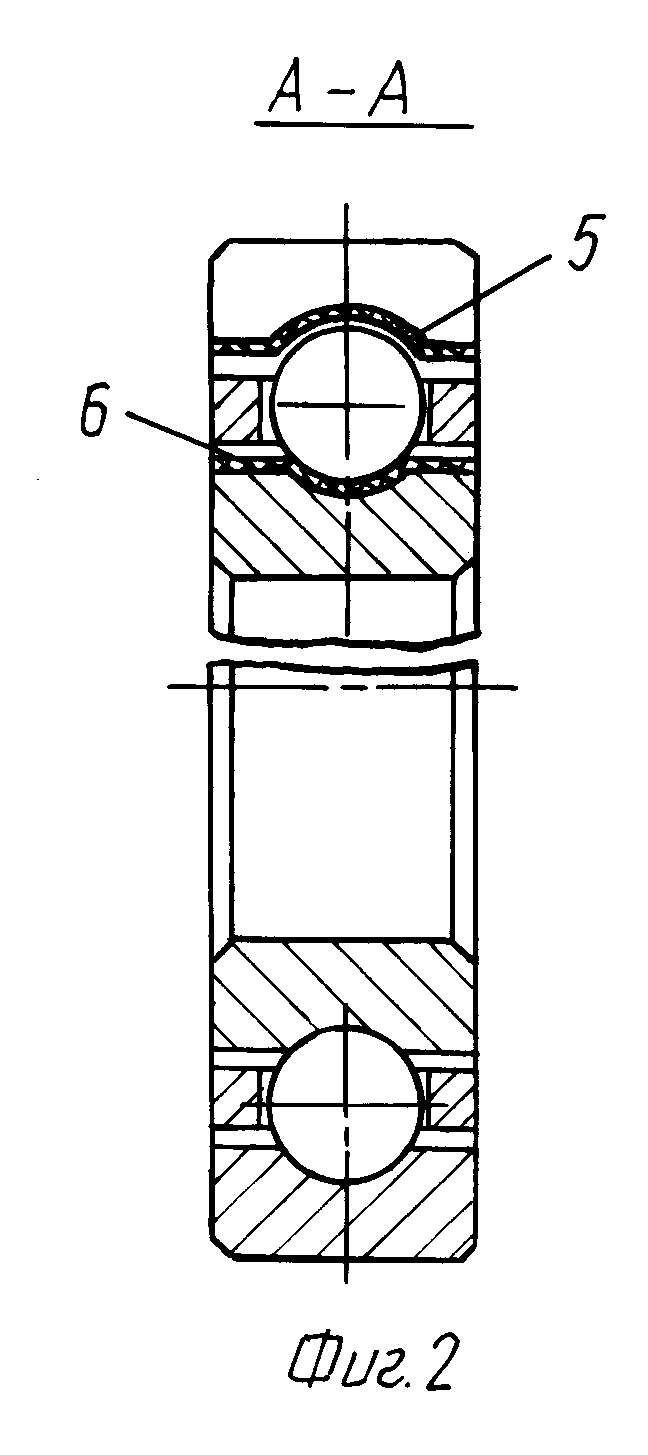
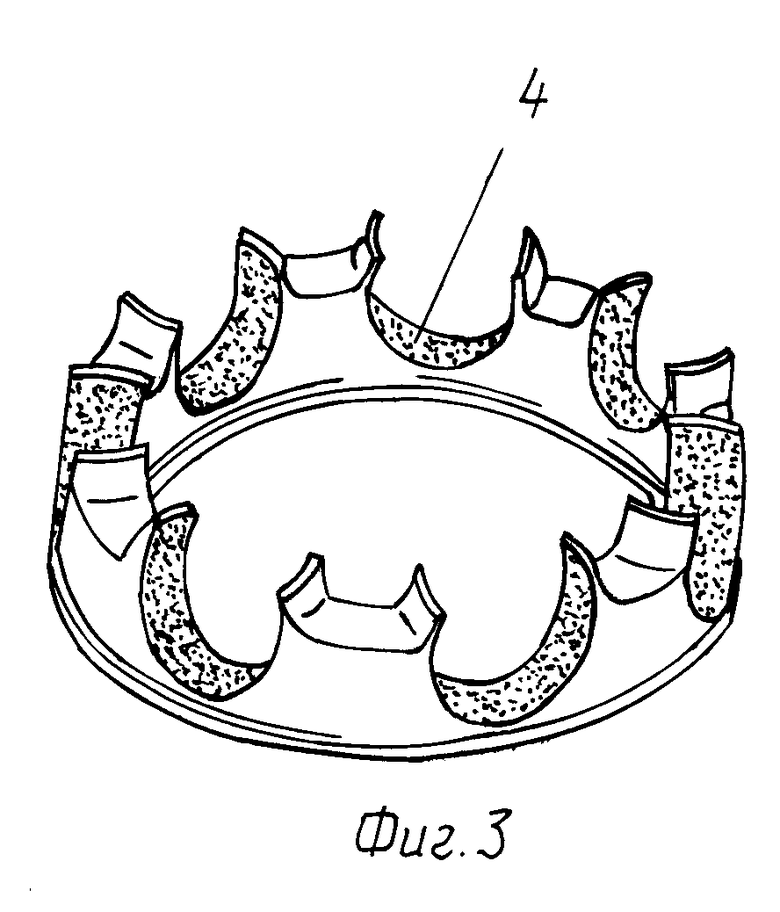
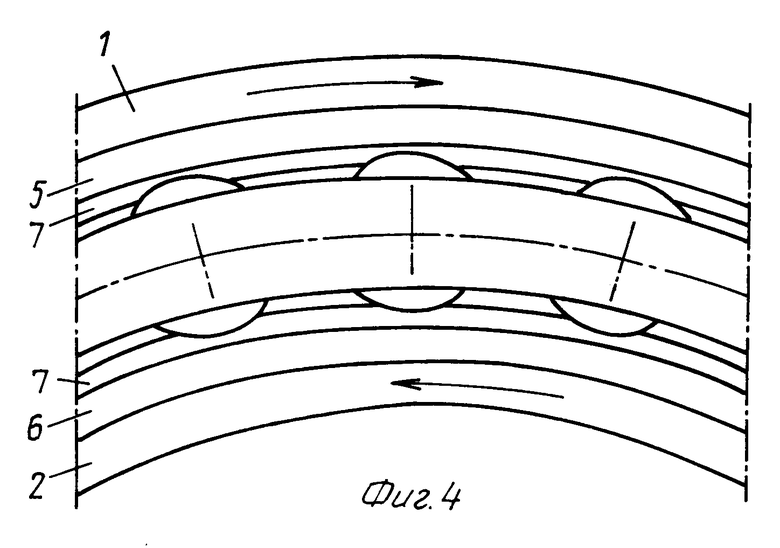
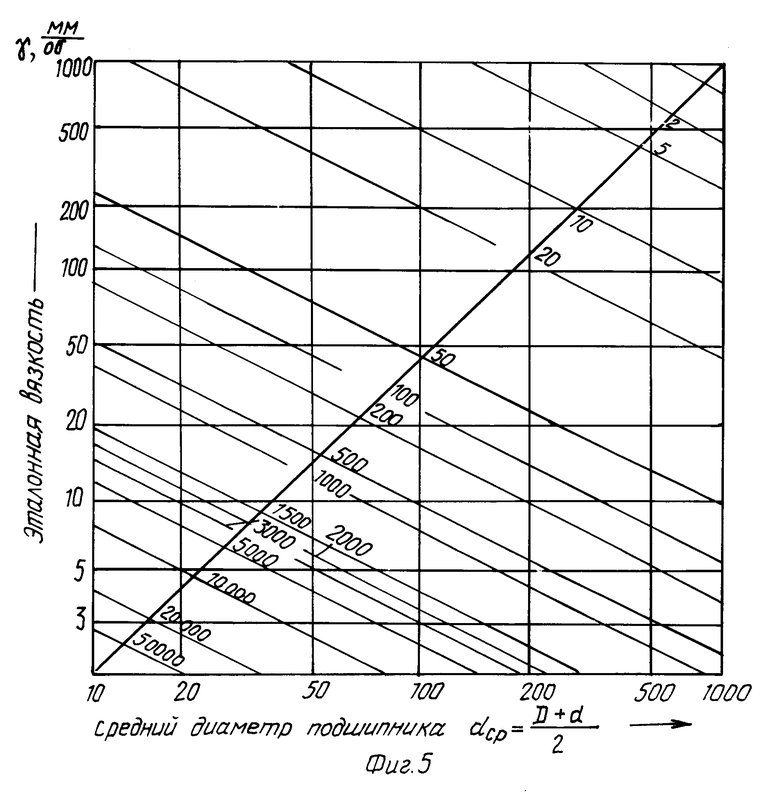
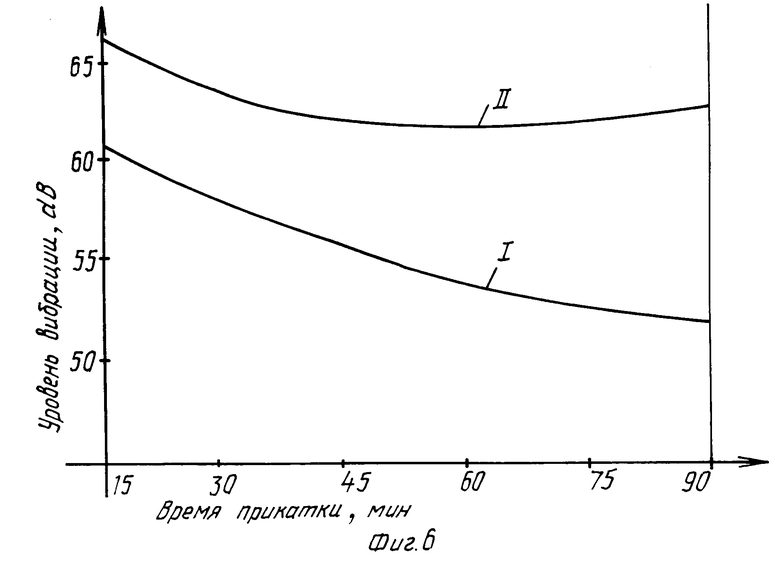
На фиг. 1 показан общий вид подшипника качения с постоянным смазочным слоем; на фиг.2 поперечное сечение А-А на фиг. 1; на фиг.3 общий вид половины сепаратора с полимерным слоем; на фиг.4 схема конструкционного построения подшипника качения с дополнительным смазочным слоем в разрезе вдоль дорожек качения; на фиг.5 номограмма зависимости эталонной кинематической вязкости рабочей смазки подшипника от его диаметра и режима работы; на фиг.6 - диаграмма зависимости изменения уровня вибраций во времени при испытаниях подшипника 2-36202К.
Подшипник качения с постоянным смазочным слоем состоит из наружного кольца 1 и внутреннего кольца 2, между которыми размещены тела качения 3, помещенные в сепаратор 4. Наружное кольцо 1 снабжено дорожкой качения, обращенной внутрь, на поверхность которой нанесен полимерный слой 5, пропитанный смазкой. Внутреннее кольцо 2 снабжено дорожкой качения, обращенной наружу, на поверхность которой нанесен полимерный слой 6, пропитанный смазкой. Такой же полимерный слой нанесен на окна сепаратора 4 (см. фиг.3). Полимерный слой выполнен из анодно электроосажденного материала типа стирольно-акрилатных сополимеров. Пропитывающая полимерный слой смазка выбрана совместимой с рабочей смазкой подшипника так, что с учетом условий нагрузки и режимов работы при эксплуатации подшипника на всех поверхностях полимерного слоя образован и удерживается дополнительный смазочный слой 7 (фиг. 4).
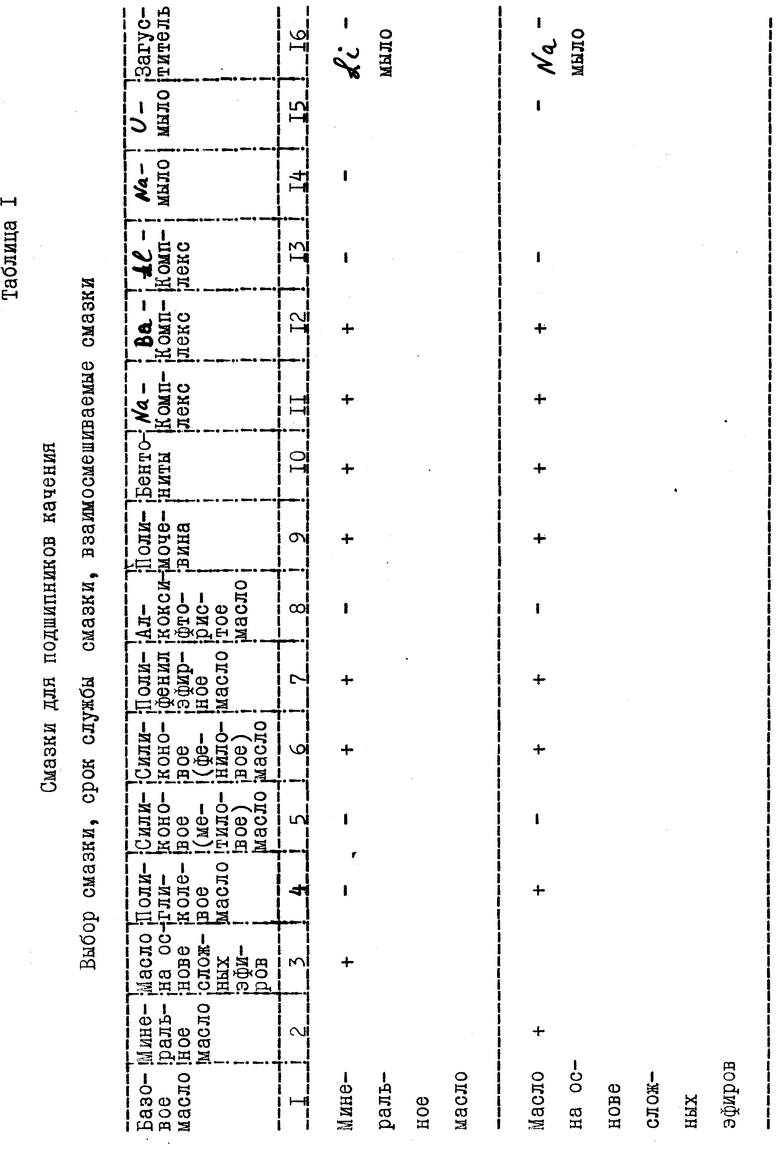
Условия совместимости двух применяемых в предлагаемом подшипнике смазок, т. е. смазки, пропитывающей полимерный слой, и рабочей смазки подшипника тщательно разработаны авторами и проверены многочисленными лабораториями испытаниями и работой таких подшипников с постоянным смазочным слоем в производственных условиях.
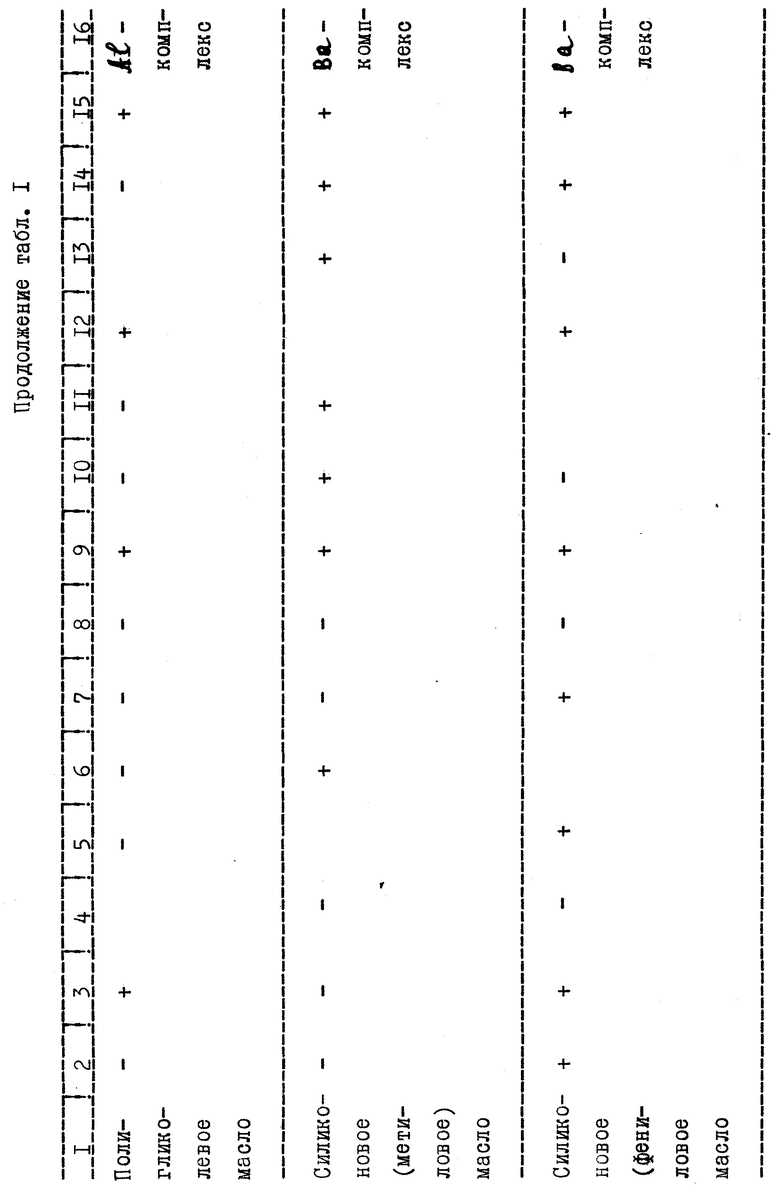
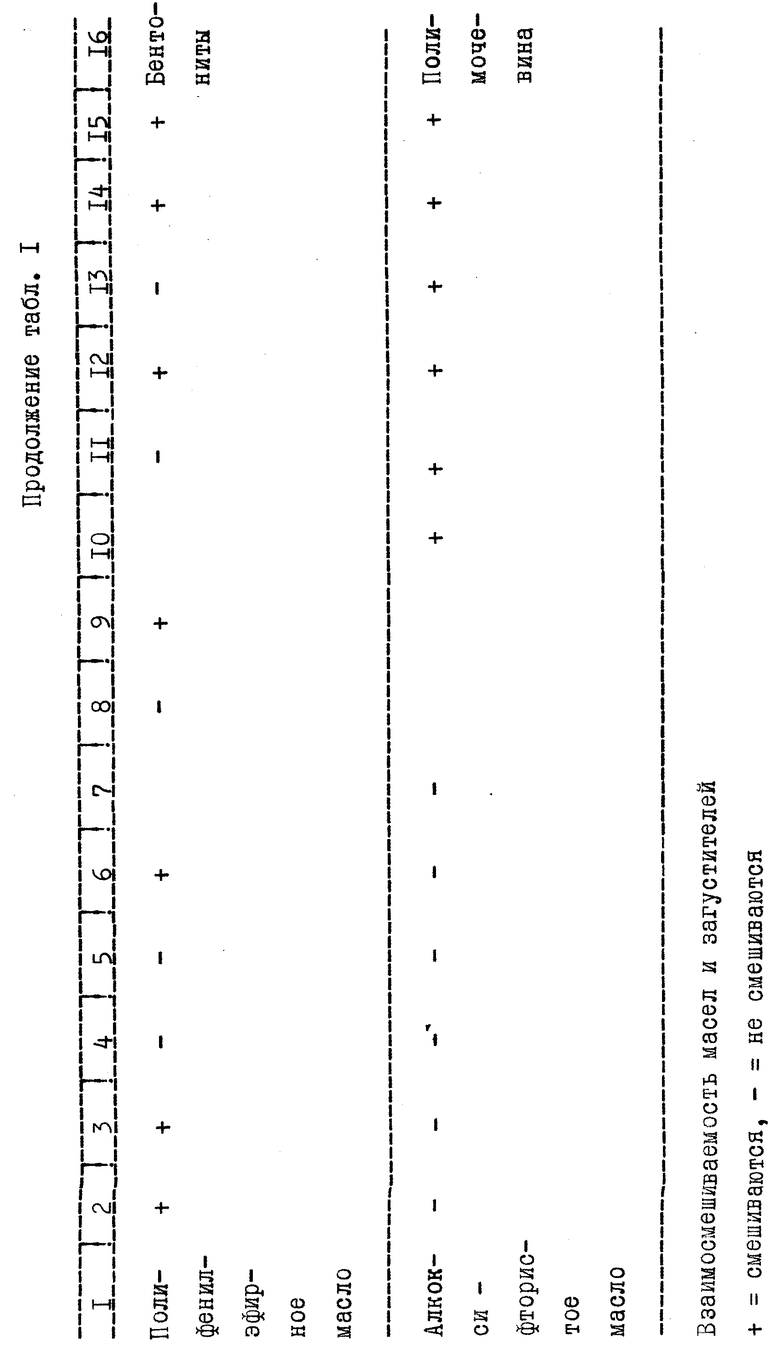
Под совместимостью смазок понимается возможность их взаимосмешивания с образованием однородной по консистенции смазочной смеси. Отсутствие совместимости характеризуется образованием либо слишком густой смазки, т.е. она затвердевает, либо слишком мягкой (жидкой), вследствие чего она вытекает из подшипника. Одним из показателей совместимости, обеспечивающей нормальное смешивание смазок, может быть коэффициент трения качения f, измеряемый при испытаниях смеси или подшипника с постоянным смазочным слоем, вращающимся под нагрузкой с рабочей смазкой в течение не менее 2 ч. Он должен находиться в пределах 0<f<0,05 (I), что обеспечивает отсутствие затвердевания смазочной смеси. Другим показателем совместимости смазок может быть значение величины пенетрации этих смазок П, которая характеризует вязкость смеси. Эта величина должна находиться в пределах Пmax > П > Пmin (2), где Пmax величина максимальной пенетрации одной из смешиваемых смазок, Пmin величина минимальной пентрации одной из смешиваемых смазок. Такое значение величины пенетрации смеси обеспечивает отсутствие разжижения ее в процессе работы подшипника. Кроме того, выбор смазки, пропитывающей полимерный слой, по условиям нагружения подшипника осуществляют по значениям эталонной кинематической вязкости смазок. Она будет различной для тяжелонагруженных подшипников, высокоскоростных, высокотемпературных и т.п. Для обеспечения нормальной смазываемости необходимо соблюсти следующее условие соотношения кинематических вязкостей: (3),
(3),
где γ1 эталонная кинематическая вязкость для обеспечения нормальной смазываемости подшипника. Ее значения можно получить, например, из монограммы на фиг.5 в зависимости от размеров подшипника и числа его оборотов при эксплуатации; γcc кинематическая вязкость постоянного смазочного слоя. Значение величины γcc определяется по формуле
γcc= γп•(1-Kз)+γсм•Kз, (4)
где γп кинематическая вязкость полимерного слоя;
γсм кинематическая вязкость смазки, пропитывающей полимерный слой;
K3 Vсм/Vn коэффициент заполнения смазкой полимерного слоя;
Vсм объем смазки, внедренной в полимерный слой;
Vn объем осажденного полимерного слоя.
В табл.1 приведены примеры совместимости взаимосмешиваемых смазок.
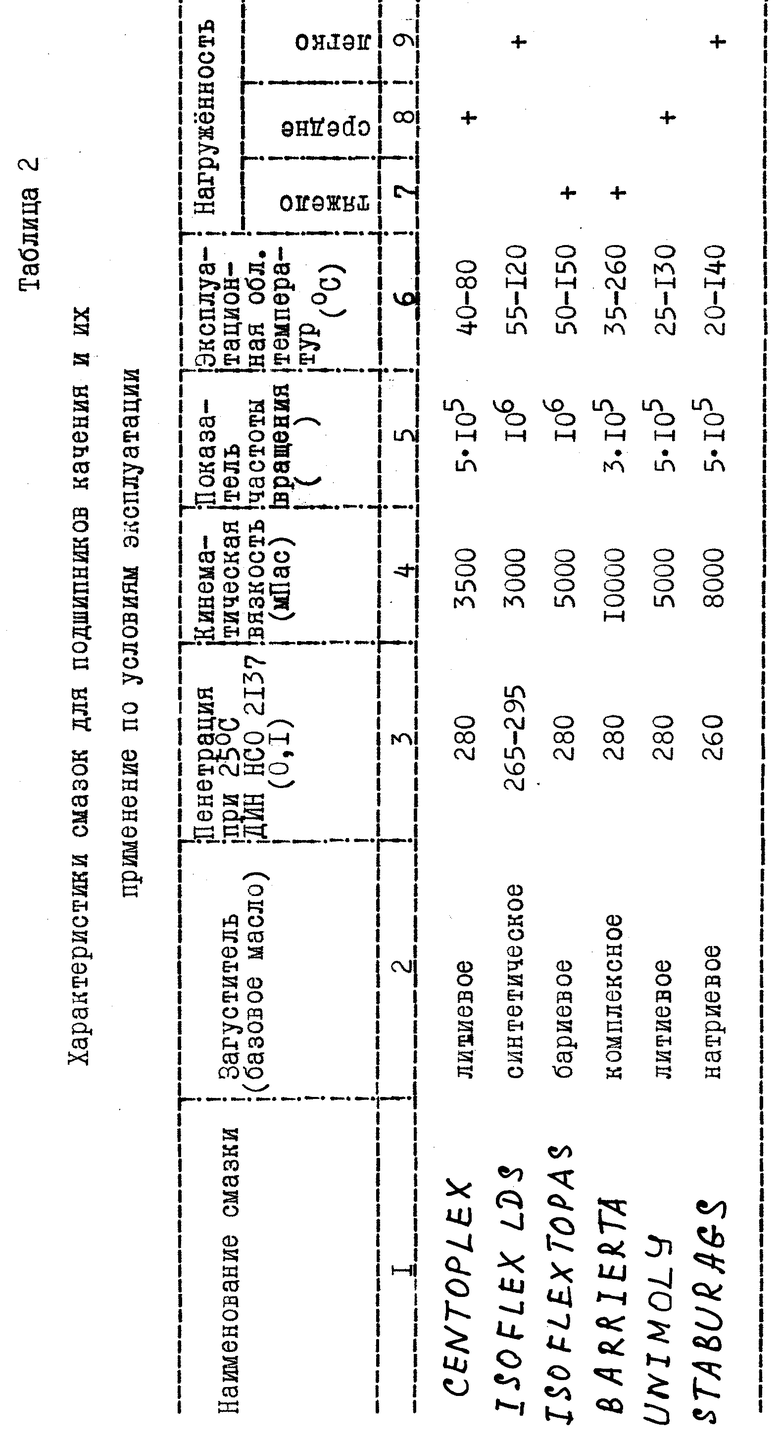
В табл.2 приведены характеристики и примеры применения смазок для подшипников, работающих в различных условиях по нагруженности и режимам эксплуатации.
Предлагаемая методика выбора смазок по критериям совместимости позволяет выбрать необходимые смазки, взаимодействие который обеспечивает образование и удерживание на поверхностях полимерного слоя дополнительного смазочного слоя и гарантирует высокоэффективную работу подшипника в различных условиях нагруженности и режимах эксплуатации.
Толщина осаждаемого полимерного слоя задается определенной величины для колец подшипника качения и зависит от условий нагружения, допустимой шероховатости поверхности, а также технологичности электроосаждения, позволяющего контролировать ее в определенных пределах. Обычно для предлагаемого подшипника она составляет 0,3 3,0 мкм. При толщине менее 0,3 мкм процесс нанесения становится нестабильным, а при толщине более 3,0 мкм понижается прочность полимерного слоя и оно может быть разрушено при значительных нагрузках на подшипник. Кроме того, при таких толщинах слоя увеличивается степень шероховатости поверхности, приводящая к повышению шумности и вибраций. Повышение шероховатости на поверхностях дорожек качения не устраняется до конца в процессе операции прикатки, которой подвергаются в дальнейшем кольца подшипника, что может привести к их выбраковыванию по виброакустическим требованиям. Толщина полимерного слоя металлического сепаратора, работающего в условиях трения скольжения, может быть значительно больше. Основываясь на производственном опыте, устанавливают толщину полимерного слоя металлического сепаратора от 6 до 50 мкм для сепараторов крупногабаритных подшипников.
Такой электроосажденный полимерный слой, пропитанный совместимой с рабочей смазкой, способен удерживать на своей поверхности дополнительный смазочный слой в виде пленки толщиной 0,5 5,0 мкм.
Способ изготовления предлагаемого подшипника заключается в том, что детали подшипника помещают в водный раствор, содержащий эмульсию стирольно-акрилатных сополимеров в количестве 1,8 8,0 мас. без добавок декагидробората натрия. Электроосаждение проводят при напряжении постоянного тока 3 20 В в течение 3 300 с. Затем изделие промывают водой и термообрабатывают при 130 300oC в течение 1 10 мин. Полученный полимерный слой насыщают смазкой, совместимой с рабочей смазкой подшипника и выбранной из условий его нагружения, подвергают детали вторичной термообработке для внедрения смазки в покрытие, при 80 150oC в течение 10 60 мин. Для ликвидации шероховатости поверхности на дорожках качения колец подшипника, образовавшейся в результате нанесения полимерного слоя и последующей его термообработки, осуществляют операцию прикатки этих поверхностей под нагрузкой. Эта операция может быть осуществлена как отдельно на кольцах в специальной технологической установке, так и путем обкатки подшипника в сборе в течение 5 120 мин. При отсутствии требований к виброакустическим характеристикам подшипника операция прикатки может являться не обязательной. Предлагаемый подшипник качения с постоянным смазочным слоем характеризуется наличием дополнительного смазочного слоя в виде тонкой пленки, удерживаемой на поверхностях полимерного слоя, нанесенного на дорожки качения колец подшипника и окна его металлического сепаратора. Это дополнительный смазочный слой образован благодаря совместимости смазки, пропитывающей полимерный слой, с рабочей смазкой подшипника. Совместимость смазок обеспечивается выполнением условий (1) и (2) на основании данных табл.1. Выбор пропитывающей смазки по условиям нагружения подшипника осуществляется с соблюдением условий (3) на основании данных по номограмме фиг.5. Кроме того, должна быть учтена совместимость взаимосмешиваемых смазок на основе сравнения их базовых загустителей на основании данных табл.1. Кинематическая вязкость постоянного смазочного слоя для анализа работы и расчетов подшипника может определяться по уравнению (4). При этом кинематическая вязкость осажденного по указанной технологии полимерного слоя находится в пределах 4700 4800 мм2/с.
Пример 1. Был изготовлен шпиндельный подшипник качения 2-36202К с постоянным смазочным слоем на дорожках качения наружного и внутреннего колец, а сепаратор был изготовлен из текстолита. В качестве осаждаемого материала использовалась эмульсия стирольно-акрилатных сополимеров типа N 4696, которая наносилась методом анодного электроосаждения на кольцевые дорожки качения колец подшипника с последующей промывкой и термообработкой с соблюдением всех режимов, рекомендуемых в материалах данной заявки. Толщина полимерного слоя составляла 1,2 мкм. Полимерный слой на кольцах был пропитан смазкой, выбранной по указанной в заявке технологии. Была применена смазка российского производства типа ЛКС-2, рекомендуемой для малошумных, высокоскоростных подшипников, каким является шпиндельный подшипник. Смазка выбрана совместимой с рабочим маслом подшипника И-20 (индустриальное). Испытания этого подшипника были выполнены путем установки его на электрошпинделе машины ЭШВ-28/2,8, который имел угловую скорость 24000 мин-1. Показателем долговечности являлся уровень вибрации. Операция прокатки полимерного слоя проводилась непосредственно в узле установки в течение 15 мин. Во время работы подшипника с постоянным смазочным слоем измерялся уровень вибрации, который сравнивался с уровнем вибраций подшипника без постоянного смазочного слоя. Результаты испытаний представлены на фиг.6. Из этой диаграммы видно, что исследуемый подшипник имеет лучшие характеристики по сравнению с серийным подшипником. При этом улучшение характеристик уровня вибраций возрастало по времени и долговечности подшипника с постоянным смазочным слоем оказалась более чем в 3 раза выше долговечности серийного подшипника.
Пример 2. Для шпинделя HSA-187 корейской машиностроительной компании (фирма КМС R8D Center) были изготовлены подшипники 2-436107К с постоянным дополнительным смазочным слоем и без него. Полимерным слоем покрывались только дорожки качения колец подшипника, которые пропитывались смазкой. Сепараторы были изготовлены из текстолита. Технология получения смазочного слоя на кольцах выполнялась в соответствии с режимами нанесения полимерного слоя, внедрения смазки и их соответствующих термообработок, указанных в изобретении. Толщина покрытия 0,5 мкм. В качестве внедряемой смазки выбрана Арканол-Л-138 (Arcanol L-138), созданная специально для подшипников, к которым предъявляются особо высокие требования по шумности и высоким скоростям вращения. Эта смазка выбрана совместимой с рабочей смазкой подшипника индустриальным маслом. Прикатка осуществлялась в течение 30 мин на стенде в России. Испытания подшипников проводились в Республике Корея на шпинделях HSA-187 при нагрузке 20 кгс при скорости вращения 20000 об/мин. Результаты испытаний приведены в табл.3. Из этой таблицы видно, что подшипники с постоянным смазочным слоем превзошли по ресурсу подшипники без такого слоя более чем в 4 раза и имели меньший уровень вибраций.
Пример 3. Корейская фирма КМС R8D Center изготовила для проведения сравнительных испытаний конические подшипники TR 285216g. Эти подшипники работали при достаточно высоких нагрузках Po 250 кгс/мм2. Кроме того, в процессе испытаний к ним предъявлялись повышенные требования по долговечности, моменту трения, выбегу и вибрациям. Создание постоянного смазочного слоя осуществлялось как на кольцах, так и на металлических сепараторах подшипника по указанной в заявке технологии в России, но прикатка шероховатости не производилась. Толщина слоя 1,0 мкм на кольцах и 12 мкм на сепараторах. В качестве пропитывающей смазки по условиям совместимости выбрана смазка Арканол Л-78 (Arcanol L-78) для тяжелонагруженных подшипников, но пригодная и для малошумных подшипников. Она являлась совместимой с рабочей смазкой подшипника, приготовленной на литиевой основе. Результаты испытаний приведены в табл. 4 и 5. Из этих таблиц видно, что уже после 200 ч работы характеристики подшипников с постоянным смазочным слоем TR 285216g по сравнению с подшипниками без него значительно лучше. Однако в начальный момент испытаний такие показатели, как выбег и уровень вибраций у подшипников с постоянным смазочным слоем были несколько хуже, что свидетельствует о целесообразности введения для них в технологическом процессе операции прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА КАЧЕНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2657262C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1992 |
|
RU2023763C1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНО-УПОРНОГО ПОДШИПНИКА ПЕРЕД ЭКСПЛУАТАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2475655C1 |
| Способ поверхностной термической обработки изделий | 1988 |
|
SU1624031A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| МНОГОЦЕЛЕВАЯ ПЛАСТИЧНАЯ СМАЗКА ДЛЯ УЗЛОВ ТРЕНИЯ МАШИН И МЕХАНИЗМОВ | 1997 |
|
RU2122570C1 |
| Способ поверхностной термической обработки стальных изделий | 1990 |
|
SU1770388A1 |
| СМАЗОЧНЫЕ МАТЕРИАЛЫ НА ВОДНОЙ ОСНОВЕ | 2010 |
|
RU2550498C2 |
| СМАЗЫВАЮЩИЕ ВЕЩЕСТВА, СОДЕРЖАЩИЕ ЛИГНОСУЛЬФОНАТ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2011 |
|
RU2554873C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2007 |
|
RU2356938C2 |
Использование: в машиностроении для изготовления подшипников. Сущность: подшипник с постоянным смазочным слоем состоит из наружного и внутреннего колец с кольцевыми дорожками качения и размещенных в них тел качения, расположенных в сепараторе. Рабочие поверхности указанных деталей подшипников покрыты полимерным слоем. Этот слой выполнен из анодно-электроосажденного материала типа стирольно-акрилатных сополимеров и пропитан смазкой, совместимой с рабочей смазкой подшипника, выбранной с учетом условий работы подшипника и с возможностью обеспечения на поверхности полимерного слоя дополнительного смазочного слоя. Совместимость указанных смазок обеспечена их взаимным подбором на основе сравнения совместимости базовых загустителей этих смазок. При способе изготовления подшипника детали подшипника помещают в водный раствор, содержащий эмульсию стирольно-акрилатных сополимеров, в определенном количестве путем анодного электроосаждения наносят на рабочие поверхности полимерный слой, затем детали промывают, термообрабатывают, насыщают рабочей смазкой, затем подвергают вторичной термообработке и осуществляют прикатку рабочих поверхностей детали подшипника. 2 с. и 4 з.п. ф-лы, 6 ил, 5 табл.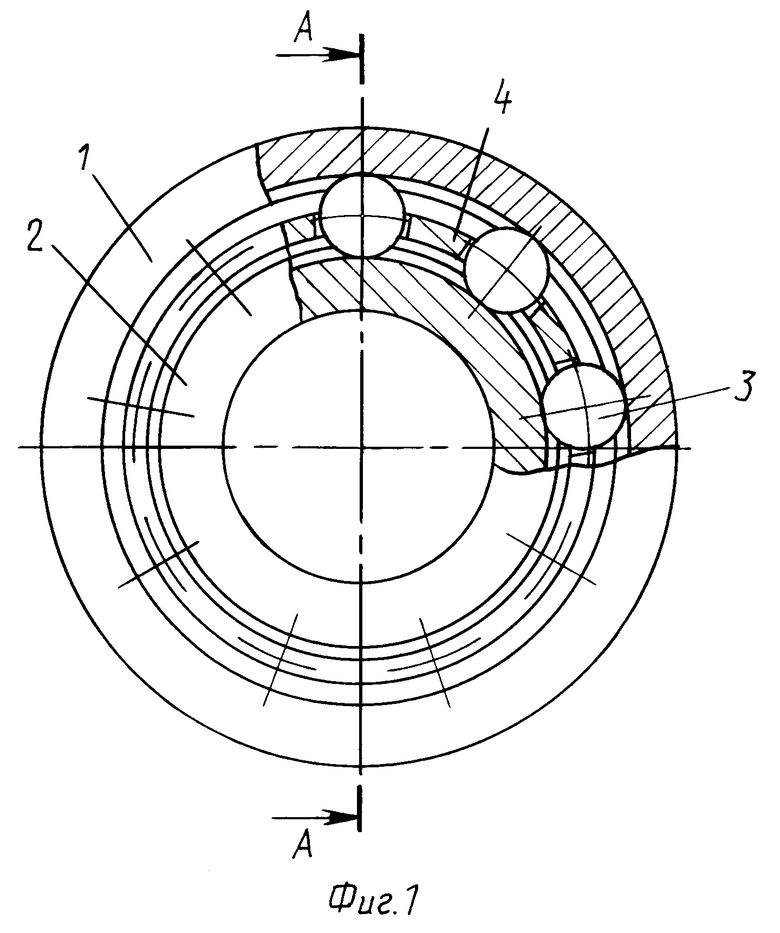

где γ1- эталонная кинематическая вязкость для обеспечения нормальной смазываемости подшипника с учетом его нагрузки и режимов работы при эксплуатации, γc.c кинематическая вязкость постоянного смазочного слоя, определяемая по формуле
где γп- кинематическая вязкость полимерного слоя;
γсм- кинематическая вязкость смазки, пропитывающей полимерный слой; коэффициент заполнения смазкой полимерного слоя;
коэффициент заполнения смазкой полимерного слоя;
Vсм объем внедренной в полимерный слой смазки;
Vп объем осажденного полимерного слоя.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, 5356227, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, 4559249, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, 5222816, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US, 4064028, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| RU, 2023763, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
