Изобретение относится к машиностроению, к восстановлению тяжелонагруженных валов-шестерен и блоков шестерен электрошлаковым литьем в кокиль.
Цель изобретения - обеспечение возможностей восстановления валов-шестерен и блоков шестерен.
На фиг. 1 показана форма в продольном разрезе; на фиг. 2 - вид А фиг. 1.
Форма 1 для восстановления валов-шестерен и блоков шестерен содержит формообразующий элемент 2, установленный концентрично его внутренней полости из теплопроводного материала. Части формы 1 и 2 формы разделены теплоизолирующим материалом 3 (например, асбестовой прокладкой). Форма крепится к плавильному тиглю электрошлаковой установки (не показан). Внутри предусмотрена рабочая камера 4 для заливаемого расплавленного металла и камера 5 для электрошлака. Элемент 2 и камера 5 выполняются с объемами одного порядка. Крышка 6 выполнена в виде разъемного перевернутого усеченного конуса, боковой поверхностью сопрягаемого с боковой стенкой формы. Крышка 6 выполнена из двух частей и взаимодействует с деталью 7, отводя от нее тепловой поток. Форма имеет сквозное отверстие для установки в нем восстанавливаемой детали 7.
При работе устройства восстанавливаемый блок шестерен или вал-шестерня 7 размещается в осевом отверстии формы. Сверху размещают крышку 6, при перемещении вниз которой за счет конических наружных поверхностей вал 7 и форма 1 плотно смыкаются, образуя высокоэффективный теплоотводящий мостик. Через отверстие 8 в форму заливают сначала расплавленный шлак, а затем расплавленный металл, который, вытеснив шлак, заполняет рабочую камеру 4. Шлак остается в камере 5, подпитывая некоторое время теплом охлаждающийся в камере 4 металла.
После остывания расплавленного металла до 200-400оС восстанавливаемую деталь извлекают из кокиля, обтачивают, зубофрезеруют и локально химико-термически обрабатывают, что обеспечивает практически не уступающий новой ее ресурс работоспособности.
Интенсивный отвод тепла от вала обеспечивает значительное снижение коробления его оси. Теплоизоляция элемента 2 от металлической формы 2 и ее подогрев отводимым от вала теплом позволяет снизить скорость охлаждения расплавленного металла и исключить появление в нем шлаковых включений.
В целом все это обеспечивает восстановление отдельных венцов длинномерных валов-шестерен и блоков шестерен без последующей какой-либо обработки невосстанавливаемых поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства фасонных отливок и литейная форма для его осуществления | 1991 |
|
SU1782191A3 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2022713C1 |
| ВЕРТИКАЛЬНЫЙ ДИНАМИЧЕСКИЙ НАСОС | 1987 |
|
RU2083877C1 |
| ВЕРТИКАЛЬНЫЙ НАСОС-ЦЕНТРИФУГА | 1987 |
|
RU2016249C1 |
| УПРУГОЕ ЗУБЧАТОЕ КОЛЕСО | 1991 |
|
RU2019763C1 |
| ВЕРТИКАЛЬНЫЙ ДИНАМИЧЕСКИЙ НАСОС | 1988 |
|
RU2083878C1 |
| Устройство для испытания подшипников качения | 1989 |
|
SU1682852A1 |
| СПОСОБ УСКОРЕННОГО ИСПЫТАНИЯ МАТЕРИАЛА НА УСТАЛОСТЬ | 1990 |
|
RU2028602C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2010 |
|
RU2447978C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2009 |
|
RU2410194C2 |
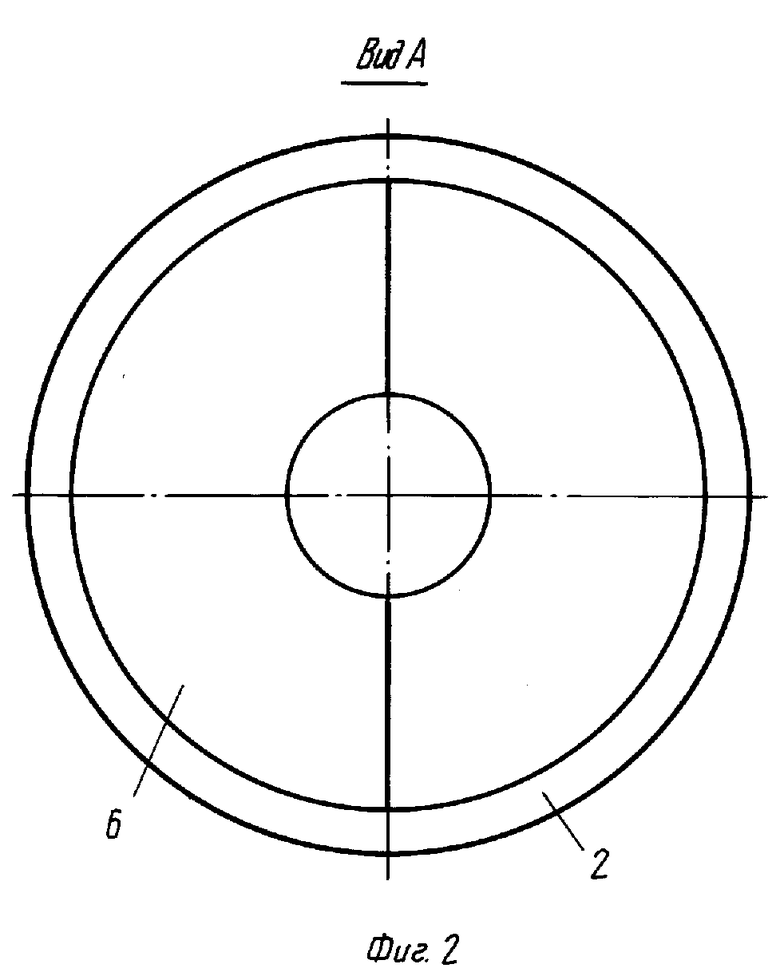
Использование: восстановление блоков шестерен и валов-шестерен путем электрошлаковой наплавки венца и последующей обработкой. Сущность изобретения: металлическая форма имеет сквозное осевое отверстие для установки восстанавливаемой детали 7. Форма снабжена дополнительным формообразующим элементом 2 из теплопроводного материала, установленным концентрично во внутренней полости формы 1, теплоизоляционным материалом 3, размещенным между упомянутым элементом 1 и стенками формы, и крышкой 6 в виде разъемного перевернутого усеченного конуса, боковой поверхностью сопрягаемого с боковой стенкой. Фиксатором восстанавливаемой детали служит донная часть формы. 2 ил.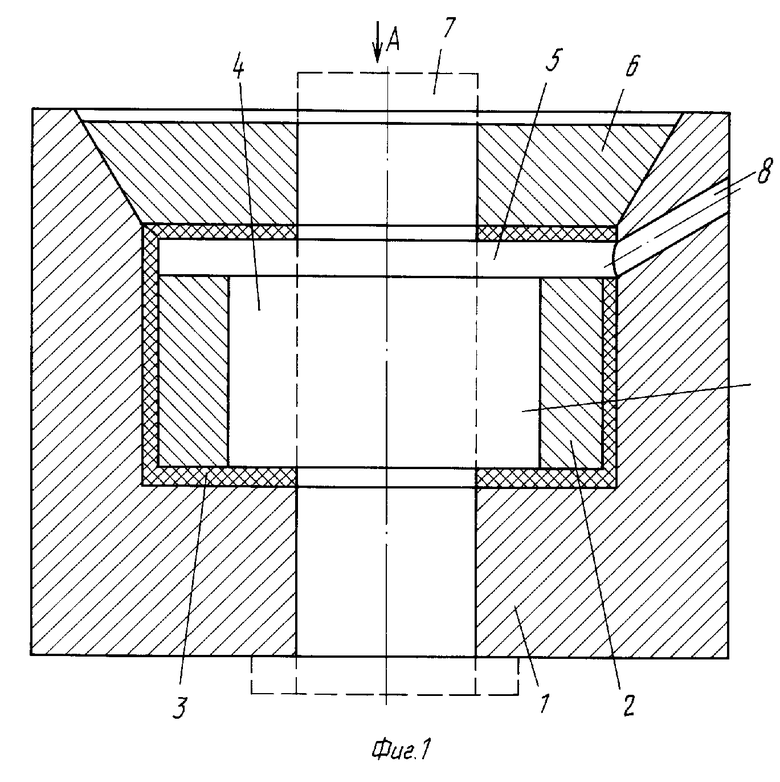
МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ, содержащая дно и боковые стенки, отличающаяся тем, что, с целью обеспечения возможности восстановления валов-шестерен и блоков шестерен, она снабжена дополнительным формообразующим элементом из теплопроводного материала, установленным концентрично во внутренней полости формы, теплоизоляционным материалом, размещенным между упомянутым элементом и стенками формы, и крышкой, выполненной в виде разъемного перевернутого усеченного конуса, боковой поверхностью сопрягаемого с боковой стенкой, при этом форма выполнена со сквозным осевым отверстием для установки восстанавливаемой детали, фиксатором которой служит донная часть формы.
| Патон Б.Е., Электрошлаковое кокильное литье, Киев, 1982, с.18. |
