Изобретение относится к металлургии, в частности к электрошлаковой наплавке, и может быть использовано для ремонта изношенных деталей машин и изготовления инструментов.
Общеизвестно, что в основе технологии электрошлаковой наплавки лежит процесс выделения тепла в расплавленном шлаке при прохождении через него электрического тока. Использование электрошлаковой технологии позволяет производить наплавку с получением наплавляемого металла с высокими механическими характеристиками. Получение нужных свойств металла достигается путем легирования, то есть введения в состав стали специальных легирующих добавок.
Введение легирующих добавок осуществляется использованием легированной электродной проволоки, использованием легирующих присадочных материалов или легирующих флюсов. Однако при легировании флюсами легирующий элемент распределен неравномерно по высоте наплавленного металла, что влияет на механические свойства рабочей поверхности наплавленного металла.
Известно устройство для электрошлаковой наплавки, в котором в качестве наплавляемого металла использована сплошная плавящаяся нелегированная электродная проволока [Кусков Ю.М. и др. Электрошлаковая наплавка / Под ред. А.Ф.Пименова. - 2001. - С.45-46, рис.18] и легирование осуществляется с помощью легирующих флюсов.
Известное устройство для электрошлаковой наплавки содержит кристаллизатор, предназначенный для формирования наплавляемого металла, электродную проволоку, предназначенную для наплавки, и механизм подачи проволоки в кристаллизатор, предназначенный для вертикального перемещения электродной проволоки и подвода тока к ней от источника питания.
Кристаллизатор представляет собой емкость без дна. В рабочем состоянии кристаллизатор установлен на наплавляемую поверхность детали, которая является дном кристаллизатора, и электродная проволока расположена в кристаллизаторе. Стенки кристаллизатора выполнены, например, с полостями, предназначенными для заполнения охлаждающей водой при работе.
Кристаллизатор с наплавляемой деталью и механизм подачи проволоки в кристаллизатор размещены на основании.
Известное устройство для электрошлаковой наплавки работает следующим образом. В кристаллизатор засыпается флюс, например по патенту РФ №2207388, компоненты которого выбраны из интервала, мас.%:
[патент РФ 2207388, МПК С22В 9/18, В23Р 6/00. Способ электрошлакового переплава / Бабенко Э.Г., Кузьмичев Е.Н., Верхотуров А.Д.; заявитель и патентообладатель Институт материаловедения Хабаровского научного центра ДВО РАН. - №2001126412/02; заявл. 28.09.01; опубл. 27.06.03, бюл. №18.: ил.].
От источника питания к электродной проволоке и наплавляемой детали подводится электрический ток. Электродная проволока перемещается вертикально вниз в кристаллизаторе до возникновения между электродной проволокой и наплавляемой деталью электрической дуги, которая расплавляет флюс. Жидкий флюс (шлак) образует в кристаллизаторе шлаковую ванну, которая гасит дугу между проволокой и деталью. В шлаковой ванне происходит расплавление компонентов флюса и металла электродной проволоки, восстановление вольфрама из его оксида с образованием оксидов углерода СО и СО2 и растворение вольфрама в металле. Углерод в расплаве взаимодействует с оксидом вольфрама и, как более активный элемент, отбирает из него кислород. В результате в шлаковой ванне образуются свободные атомы вольфрама (легирующего элемента) и газы СО и СО2, которые улетучиваются. Расплавленный металл проволоки как более тяжелый, проходя через жидкий шлак, растворяет в себе атомы вольфрама, оседает на дно ванны, где образует металлическую ванну. Часть атомов вольфрама вступает в химическое взаимодействие с углеродом электродной проволоки, образуя карбиды, а другая часть атомов вольфрама остается растворенной в металле.
В шлаковой ванне во время процесса наплавки температура в разных ее частях неравномерна: наименьшая на поверхности шлаковой ванны и у стенок кристаллизатора и наибольшая вблизи погруженной в шлак электродной проволоки. Неравномерность температуры шлака в ванне вызывает движение шлака по круговым орбитам в направлении от более горячей зоны в более холодные, создавая торообразный поток. При этом к электродной проволоке поступают свежие порции шлака, содержащие вольфрам, и в жидкий металл атомы вольфрама продолжают поступать. В процессе наплавки количество вольфрама, поступающего к проволоке, уменьшается из-за слабого перемешивания шлака на внешних и внутренних орбитах, которое не позволяет восполнить необходимое для наплавки количество вольфрама, имеющегося во внутренних орбитах торообразного потока шлака.
В результате насыщенность вольфрамом наплавленного металла по высоте уменьшается, и количество атомов вольфрама, перешедших в металл, в верхних слоях в рабочей зоне заметно меньше, чем количество атомов вольфрама, перешедших в металл в нижних слоях в зоне сплавления восстанавливаемой детали с наплавляемым металлом.
При охлаждении металла происходит кристаллизация железа с образованием кубической гранецентрированной кристаллической решетки с внедренными в нее атомами вольфрама, а также кристаллизация карбидов вольфрама в виде крупных кристаллов, имеющих сложную кристаллическую решетку с плотно упакованными атомами вольфрама и углерода. Внедренные в кристаллическую решетку атомы вольфрама увеличивают количество межатомных связей в решетке, а карбиды вольфрама заполняют пространство между кристаллами железа.
Достоинство известного устройства заключается в получении наплавленного слоя металла с прочностью и твердостью, соответствующей низколегированной стали. Прочность наплавленного металла, соответствующая прочности низколегированной стали, обусловлена увеличением межатомных связей в кристаллической решетке железа. Твердость наплавленного металла, соответствующая твердости низколегированной стали, обусловлена наличием твердых кристаллов карбида вольфрама, заполняющих пространство между кристаллами железа.
Недостаток известного устройства заключается в низкой износостойкости рабочей поверхности наплавленной детали. Это обусловлено снижением твердости и прочности наплавленного металла по высоте вследствие неравномерного распределения в процессе наплавки количества вольфрама в шлаковой ванне за счет торообразного движения в ней частиц флюса.
Другим недостатком известного устройства является большое содержание вольфрама в отходах шлака после наплавки, что обусловлено неравномерностью распределения вольфрама в шлаковой ванне в процессе наплавки.
Наиболее близким к заявляемому решению по совокупности существенных признаков является устройство для электрошлаковой наплавки высоколегированной стали, в котором в качестве наплавляемого металла использована сплошная плавящаяся нелегированная электродная проволока [Кусков Ю.М. и др. Электрошлаковая наплавка / Под ред. А.Ф.Пименова. - 2001. - С.124-125, рис.84, 85] и легирование осуществляется с помощью легирующих флюсов.
Устройство для электрошлаковой наплавки высоколегированной стали содержит кристаллизатор, предназначенный для формирования наплавляемого металла, механизм для подачи электродной проволоки в кристаллизатор, предназначенный для вертикального перемещения электродной проволоки и подвода тока к ней от источника питания, и механизм для перемещения электродной проволоки в процессе наплавки, предназначенный для создания поперечных возвратно-поступательных колебаний.
Кристаллизатор представляет собой емкость без дна. В рабочем состоянии кристаллизатор установлен на наплавляемую поверхность детали, которая является дном кристаллизатора, и электродная проволока, предназначенная для наплавки, расположена в кристаллизаторе. Стенки кристаллизатора выполнены, например, с полостями, предназначенными для заполнения охлаждающей водой при работе. Для работы используется сплошная плавящаяся нелегированная электродная проволока.
Кристаллизатор, механизм для подачи электродной проволоки в кристаллизатор и механизм для перемещения электродной проволоки в процессе наплавки размещены на основании.
Известное устройство для электрошлаковой наплавки работает следующим образом.
В кристаллизатор засыпается флюс, например по патенту РФ №2207388, компоненты которого выбраны из интервала, мас.%:
[патент РФ 2207388, МПК С22В 9/18, В23Р 6/00. Способ электрошлакового переплава / Бабенко Э.Г., Кузьмичев Е.Н., Верхотуров А.Д.; заявитель и патентообладатель Институт материаловедения Хабаровского научного центра ДВО РАН. - №2001126412/02; заявл. 28.09.01; опубл. 27.06.03, бюл. №18.: ил.].
В механизм для подачи электродной проволоки в кристаллизатор устанавливается электродная проволока.
От источника питания к электродной проволоке и наплавляемой детали подводится электрический ток. Электродная проволока перемещается вертикально вниз в кристаллизаторе до возникновения между электродной проволокой и наплавляемой деталью электрической дуги, которая расплавляет флюс. Жидкий флюс (шлак) образует в кристаллизаторе шлаковую ванну, которая гасит дугу между проволокой и деталью. В шлаковой ванне происходит расплавление компонентов флюса и металла электродной проволоки, восстановление вольфрама из его оксида с образованием оксидов углерода СО и СО2 и растворение вольфрама в металле. Углерод в расплаве взаимодействует с оксидом вольфрама и как более активный элемент отбирает из него кислород. В результате в шлаковой ванне образуются свободные атомы вольфрама (легирующего элемента) и газы СО и СО2, которые улетучиваются. Расплавленный металл проволоки как более тяжелый, проходя через жидкий шлак, растворяет в себе атомы вольфрама, оседает на дно ванны, где образует металлическую ванну. Часть атомов вольфрама вступает в химическое взаимодействие с углеродом, присутствующим в металле электродной проволоки, образуя карбиды, а другая часть атомов вольфрама остается растворенной в металле.
В шлаковой ванне во время процесса наплавки температура в разных ее частях неравномерна: наименьшая на поверхности шлаковой ванны и у стенок кристаллизатора и наибольшая вблизи погруженной в шлак электродной проволоки. Неравномерность температуры шлака в ванне вызывает движение шлака по круговым орбитам в направлении от более горячей зоны в более холодные, создавая торообразный поток.
В результате насыщенность вольфрамом наплавленного металла по высоте уменьшается, и количество атомов вольфрама, перешедших в металл, в рабочей зоне заметно меньше, чем количество атомов вольфрама, перешедших в металл, в зоне сплавления восстанавливаемой детали с металлом.
При охлаждении металла происходит кристаллизация железа с образованием кубической гранецентрированной кристаллической решетки с внедренными в нее атомами вольфрама, а также кристаллизация карбидов вольфрама в виде крупных кристаллов, имеющих сложную кристаллическую решетку с плотно упакованными атомами вольфрама и углерода. Внедренные в кристаллическую решетку атомы вольфрама увеличивают количество межатомных связей в решетке, а карбиды вольфрама заполняют пространство между кристаллами железа.
Механизм для перемещения приводит электродную проволоку в возвратно-поступательное движение в поперечном направлении. Проволока при перемещении разрушает торообразный поток, перемешивая шлак на внешних и внутренних орбитах в плоскости перемещения проволоки, лишь частично захватывая шлак из других плоскостей. При этом в плоскости перемещения проволоки шлак постоянно пополняется свежими порциями, насыщенными вольфрамом.
В процессе наплавки количество вольфрама, поступающего к проволоке в плоскости ее перемещения, уменьшается из-за слабого перемешивания шлака по всей ванне, которое не позволяет восполнить необходимое для наплавки количество вольфрама, имеющегося в зонах с частичным перемешиванием шлака на внешних и внутренних орбитах.
Достоинство известного устройства заключается в повышении прочности и твердости рабочей поверхности наплавленного металла до прочности и твердости высоколегированной стали. Это обусловлено увеличением межатомных связей в кристаллической решетке железа и твердых кристаллов карбида вольфрама, заполняющих пространство между кристаллами железа, за счет увеличения количества вольфрама в наплавляемом металле путем активного перемешивания шлака в плоскости перемещения проволоки и частичного его перемешивания в других плоскостях шлаковой ванны.
Недостаток известного устройства заключается в том, что достигнутая прочность и твердость наплавленного металла по высоте имеет разные значения и на рабочей поверхности остается низкой, не соответствующей высоколегированной стали.
Этот недостаток обусловлен уменьшением содержания вольфрама в наплавленном металле по высоте (в сторону рабочей поверхности) в процессе наплавки вследствие того, что пополнение вольфрамом расплавленного металла электродной проволоки осуществляется за счет перемешивания шлака в плоскости перемещения электродной проволоки и только частичного его перемешивания в других плоскостях шлаковой ванны.
Другим недостатком известного устройства является большое содержание вольфрама в отходах шлака после наплавки, что обусловлено неравномерностью распределения вольфрама в шлаковой ванне в процессе наплавки.
Задача, решаемая изобретением, заключается в разработке устройства для электрошлаковой наплавки высоколегированной стали, обеспечивающего постоянные по высоте (в том числе на рабочей поверхности) прочность и твердость наплавленного металла, соответствующие прочности и твердости высоколегированной стали за счет равномерного распределения вольфрама в процессе наплавки во всем объеме шлаковой ванны.
Для решения поставленной задачи в устройство для электрошлаковой наплавки высоколегированной стали, содержащее размещенные на основании кристаллизатор, предназначенный для формирования наплавляемого металла, дном которого является наплавляемая деталь, и механизм для подачи электродной проволоки в кристаллизатор, предназначенный для вертикального перемещения электродной проволоки и подвода тока к ней от источника питания, в него введен механизм колебаний кристаллизатора в горизонтальной и вертикальной плоскостях, установленный на основании под кристаллизатором с возможностью обеспечения перемещения оси кристаллизатора по конической поверхности.
Кроме того, механизм колебаний кристаллизатора представляет собой опорную плиту, предназначенную для размещения на ней кристаллизатора с деталью, снабженную электродвигателем, который установлен вертикально на нижней поверхности плиты и на валу которого закреплен эксцентрик, при этом плита жестко соединена не менее чем с тремя пружинами, закрепленными на основании, равномерно рассредоточенными по контуру опорной плиты.
Заявляемое решение отличается от прототипа введением нового узла, а именно введением механизма колебаний кристаллизатора в горизонтальной и вертикальной плоскостях, укрепленного на основании и установленного под кристаллизатором с возможностью обеспечения перемещения оси кристаллизатора по конической поверхности. Наличие существенного отличительного признака свидетельствует о соответствии заявляемого решения критерию патентоспособности изобретения «новизна».
Введение в устройство для электрошлаковой наплавки высоколегированной стали механизма колебаний кристаллизатора в горизонтальной и вертикальной плоскостях, укрепленного на основании, установленного под кристаллизатором и выполненного определенным указанным образом, влияет на достижение постоянных по высоте (в том числе на рабочей поверхности) прочности и твердости наплавленного металла, соответствующих прочности и твердости высоколегированной стали.
Это обусловлено обеспечением равномерного распределения вольфрама в процессе наплавки во всем объеме шлаковой ванны благодаря перемешиванию всех слоев жидкого шлака под действием сил, создаваемых движением кристаллизатора, и постоянному содержанию вольфрама в районе электродной проволоки.
Под действием силы тяжести и центробежных сил, создаваемых движением кристаллизатора, частицы шлака перемещаются в кристаллизаторе в горизонтальной и в вертикальной плоскостях, а также совершают движение по круговым орбитам в вертикальных плоскостях за счет конвективного теплообмена. Кроме того, за счет вращения кристаллизатора электродная проволока перемешивает шлак по круговым орбитам в горизонтальных плоскостях.
Таким образом, причинно-следственная связь «Введение в устройство для электрошлаковой наплавки высоколегированной стали механизма колебаний кристаллизатора, укрепленного на основании, установленного под кристаллизатором с возможностью колебаний в горизонтальной и вертикальной плоскостях и выполненного определенным указанным образом, влияет на достижение постоянных по высоте (в том числе на рабочей поверхности) прочности и твердости наплавленного металла, соответствующих прочности и твердости высоко легированной стали» является новой и явным образом не следует из уровня техники. Наличие новой причинно-следственной связи свидетельствует о соответствии заявляемого решения критерию патентоспособности изобретения «изобретательский уровень».
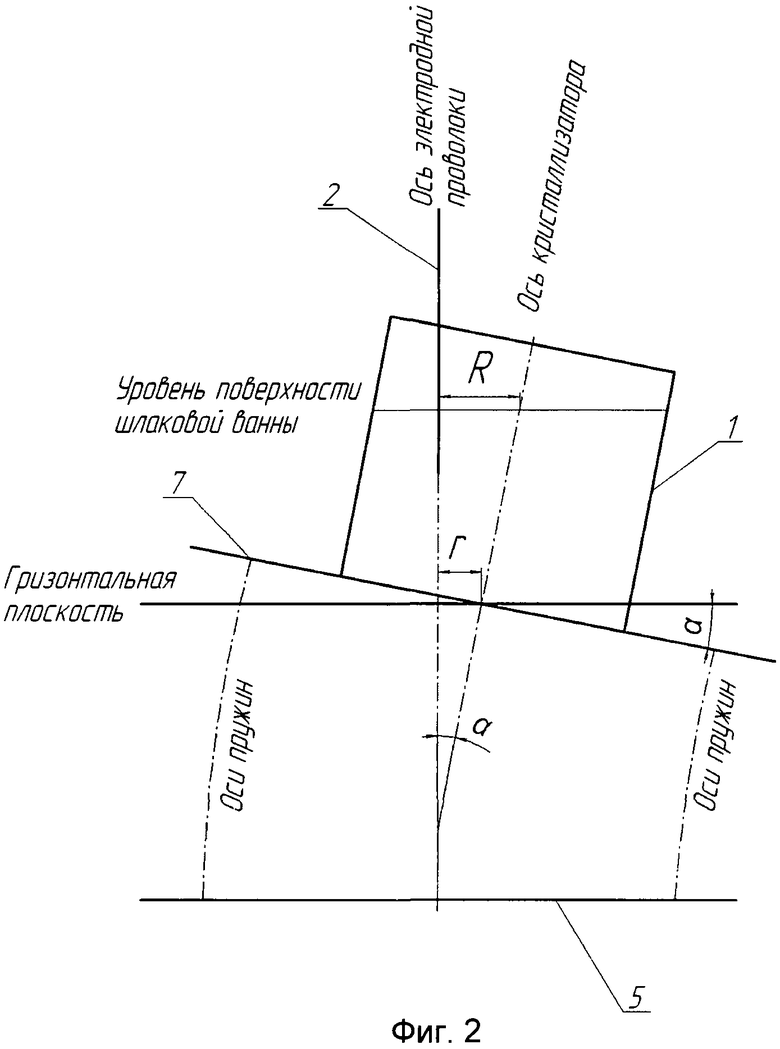
На фиг.1 представлена схема заявляемого устройства для электрошлаковой наплавки высоколегированной стали, в котором в качестве наплавляемого металла использована сплошная плавящаяся нелегированная электродная проволока и легирование осуществляется с помощью легирующих флюсов, «промышленная применимость» которого подтверждается описанием работоспособности устройства.
На фиг.2 представлена схема смещения кристаллизатора при наплавке с использованием заявляемого устройства.
Устройство для электрошлаковой наплавки высоколегированной стали содержит кристаллизатор 1, предназначенный для формирования наплавляемого металла, электродную проволоку 2, предназначенную для наплавки, механизм подачи проволоки в кристаллизатор 3, предназначенный для вертикального перемещения электродной проволоки и подвода тока к ней от источника питания, и механизм колебаний кристаллизатора 4, предназначенный для создания колебаний кристаллизатора в горизонтальной и вертикальной плоскостях.
Механизм подачи проволоки в кристаллизатор 3 и механизм колебаний кристаллизатора 4 размещены на основании 5.
Кристаллизатор 1 представляет собой емкость без дна. В рабочем состоянии кристаллизатор 1 установлен на наплавляемую поверхность детали 6, которая является дном кристаллизатора 1.
Механизм колебаний кристаллизатора 4 содержит опорную плиту 7, предназначенную для размещения на ней кристаллизатора 1 с деталью 6, витые пружины 8, например витые цилиндрические пружины, предназначенные для колебаний опорной плиты 7, и электродвигатель 9 с закрепленным на его валу эксцентриком 10, предназначенный для создания силы, необходимой для колебания опорной плиты 7.
Опорная плита 7 расположена горизонтально, на ее верхней поверхности установлен кристаллизатор 1 с деталью 6, а на нижней - жестко закреплен соосно кристаллизатору 1 электродвигатель 9 с эксцентриком 10.
Пружины 8 жестко закреплены нижними концами на основании 5, а верхними - на опорной плите 7. Пружины 8 в количестве не менее трех рассредоточены равномерно по контуру опорной плиты 7.
Устройство для электрошлаковой наплавки работает следующим образом.
В кристаллизатор засыпается флюс, например по патенту РФ №2207388, компоненты которого выбраны из интервала, мас.%:
[патент РФ 2207388, МПК С22В 9/18, В23Р 6/00. Способ электрошлакового переплава / Бабенко Э.Г., Кузьмичев Е.Н., Верхотуров А.Д.; заявитель и патентообладатель Институт материаловедения Хабаровского научного центра ДВО РАН. - №2001126412/02; заявл. 28.09.01; опубл. 27.06.03, бюл. №18.: ил.].
В механизм для подачи электродной проволоки 3 в кристаллизатор устанавливается электродная проволока 2.
От источника питания к электродной проволоке 2 и наплавляемой детали 6 подводится электрический ток. Электродная проволока 2 перемещается вертикально вниз в кристаллизаторе 1 до возникновения между электродной проволокой 2 и наплавляемой деталью 6 электрической дуги, которая расплавляет флюс. Жидкий флюс (шлак) образует в кристаллизаторе 1 шлаковую ванну, которая гасит дугу между проволокой и деталью. В шлаковой ванне происходит расплавление компонентов флюса и металла электродной проволоки, восстановление вольфрама из его оксида с образованием оксидов углерода СО и СО2 и растворение вольфрама в металле.
Углерод в расплаве взаимодействует с оксидом вольфрама и как более активный элемент отбирает из него кислород. В результате в шлаковой ванне образуются свободные атомы вольфрама (легирующего элемента) и газы СО и СО2, которые улетучиваются. Расплавленный металл проволоки как более тяжелый, проходя через жидкий шлак, растворяет в себе атомы вольфрама, оседает на дно ванны, где образует металлическую ванну. Часть атомов вольфрама вступает в химическое взаимодействие с углеродом электродной проволоки, образуя карбиды, а другая часть атомов вольфрама остается растворенной в металле.
В шлаковой ванне во время процесса наплавки температура в разных ее частях неравномерна: наименьшая на поверхности шлаковой ванны и у стенок кристаллизатора и наибольшая вблизи погруженной в шлак электродной проволоки. Неравномерность температуры шлака в ванне вызывает движение шлака по круговым орбитам в направлении от более горячей зоны в более холодные, создавая торообразный поток.
После расплавления всего флюса и образования жидкой шлаковой ванны включается электродвигатель 9 механизма колебаний кристаллизатора 1, и эксцентрик 10 на его валу начинает вращаться. При вращении эксцентрика 10 возникают динамические центробежные силы инерции, которые перемещают опорную плиту 7 относительно основания 5 за счет поперечной гибкости пружин 8 в горизонтальной плоскости, а за счет продольной гибкости пружин поворачивают ее в вертикальной плоскости.
При действии центробежных сил центр тяжести опорной плиты 7 с кристаллизатором 1 смещается относительно оси электродной проволоки 2. При дальнейшем повороте эксцентрика 10 опорная плита 7 перемещается вслед за поворотом эксцентрика 10. Таким образом, опорная плита 7 и кристаллизатор 1 движутся по круговой орбите, а ось кристаллизатора 1 под действием центробежной силы перемещается параллельно оси электродной проволоки 2, описывая виртуальный цилиндр радиусом основания «r».
Так как центр тяжести опорной плиты 7 с кристаллизатором 1 расположен выше плоскости опорной плиты 7, то действие центробежной силы, приложенной в центре тяжести, приводит к появлению момента силы. Действие момента силы вызывает сжатие одних пружин 8 и растяжение других за счет их продольной гибкости. Опорная плита 7 поворачивается в вертикальной плоскости, а ось кристаллизатора 1 отклоняется от вертикальной оси электродной проволоки 2, образуя с ней угол α, вершина которого лежит ниже опорной плиты.
В результате этих двух движений ось кристаллизатора 1 описывает виртуальный усеченный конус с радиусом основания «R» на уровне поверхности шлаковой ванны и радиусом «r» на уровне опорной плиты 7. При этом ось конуса совпадает с вертикальной осью электродной проволоки 2. Угол между осью конуса и направляющей конуса (осью кристаллизатора 1) равен углу наклона опорной плиты 7 относительно горизонтальной плоскости.
Под действием движения кристаллизатора жидкий шлак перемещается по круговым орбитам. Кроме того, за один оборот кристаллизатора каждая частица шлака совершает колебательное движение к стенке кристаллизатора и обратно под действием центробежных сил, а также колебательное движение в вертикальной плоскости под действием собственного веса. В результате электродная проволока пересекает весь объем шлаковой ванны, что приводит к перемешиванию всего объема жидкого шлака и равномерному распределению вольфрама в нем.
При этом в областях перемещения проволоки шлак постоянно пополняется свежими порциями, насыщенными вольфрамом. Количество вольфрама, поступающего к проволоке, остается постоянным из-за перемешивания шлака по всему объему шлаковой ванны.
Исследования физико-механических свойств полученных сплавов проводились в лаборатории кафедры «Технология металлов» Института тяги и подвижного состава ФГБОУ ВПО ДВГУПС.
Для исследования сплавов получали образцы наплавленного металла диаметром 40 мм на высоту 40 мм, которые были получены на заявляемом устройстве для электрошлаковой наплавки. В эксперименте использовалась проволока Св-08А диаметром 3 мм, электродвигатель постоянного тока мощностью 50 Вт, эксцентрик с дисбалансом массой 40 г с эксцентриситетом 100 мм, пружины диаметром 24 мм и высотой 120 мм, изготовленные из стальной проволоки диаметром 3,5 мм. Опорные плиты прямоугольной формы размерами 290×210 мм и круглой формы диаметром 250 мм. Источником сварочного тока являлся выпрямитель ВС-600. Скорость подачи проволоки 400 м/ч.
Для определения химического состава и твердости каждый образец разрезался в трех сечениях на высоте 10, 20 и 30 мм.
Анализ химического состава полученных сплавов и шлаков проводили в соответствии с ГОСТ Р ИСО 5725-6-2002, ГОСТ 28033-89 и ГОСТ 22536.0-87 «Сталь углеродистая и чугун нелегированный. Методы анализа» на рентгеновском спектрометре "СПЕКТРОСКАН MAKC-GV".
Исследование твердости образцов проводилось в соответствии с ГОСТ 9013-59 «Металлы. Метод измерения твердости по Роквеллу», ГОСТ 8.064-94 «Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений твердости по шкалам Роквелла и Супер-Роквелла», ГОСТ 22975-78 «Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу)» по методу Роквелла на приборе ТН300.
Пример 1. Образец получен с использованием флюса, приведенного в описании, со следующим содержанием компонентов:
Частота вращения двигателя 200 об/мин. Опорная плита прямоугольной формы установлена на четырех пружинах по углам опорной плиты.
Пример 2. Образец получают с использованием флюса, приведенного в описании, со следующим содержанием компонентов:
Частота вращения двигателя 200 об/мин. Опорная плита круглой формы установлена на трех пружинах под углом 120°.
Пример 3. Образец получают с использованием флюса, приведенного в описании, со следующим содержанием компонентов:
Частота вращения двигателя 400 об/мин. Опорная плита круглой формы установлена на трех пружинах под углом 120°.
Пример 4. Образец получают с использованием флюса, приведенного в описании, со следующим содержанием компонентов:
Частота вращения двигателя 400 об/мин. Опорная плита прямоугольной формы установлена на четырех пружинах по углам опорной плиты.
Пример 5. Образец получают с использованием флюса, приведенного в описании, со следующим содержанием компонентов:
Частота вращения двигателя 600 об/мин. Опорная плита прямоугольной формы установлена на четырех пружинах по углам опорной плиты.
Пример 6. Образец получают с использованием флюса, приведенного в описании, со следующим содержанием компонентов:
Частота вращения двигателя 600 об/мин. Опорная плита круглой формы установлена на шести пружинах под углом 60°.
Пример 7. Образец получен с помощью устройства-прототипа. Использован флюс со следующим содержанием компонентов (как в примере 1):
Кристаллизатор на опорной плите находится в состоянии покоя. Сварочная проволока перемещается только в вертикальной плоскости с размахом (амплитудой) 20 мм и скоростью 2 мм/сек.
Результаты исследования образцов приведены в таблице 1.
Таким образом, лабораторные испытания показывают, что по сравнению с прототипом содержание вольфрама в наплавленном металле на высоте рабочей поверхности увеличилось в 2-2,5 раза, твердость увеличилась в 1,9-2,2 раза и соответствует твердости высоколегированной стали.
Содержание вольфрама в шлаке практически отсутствует, что повышает экономичность и экологичность процесса наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ОБОДА КОЛЕСА РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2487001C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2012 |
|
RU2514245C1 |
| ФЛЮС ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ИЛИ НАПЛАВКИ ПРИ ВОССТАНОВЛЕНИИ ДЕТАЛЕЙ ИЛИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА (ЭШП) | 2009 |
|
RU2410214C2 |
| ФЛЮС ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ИЛИ НАПЛАВКИ ПРИ ВОССТАНОВЛЕНИИ ДЕТАЛЕЙ ИЛИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2009 |
|
RU2424091C2 |
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ | 2013 |
|
RU2526623C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2001 |
|
RU2207388C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА ПРИ ЕГО ИЗГОТОВЛЕНИИ ИЛИ ВОССТАНОВЛЕНИИ | 1999 |
|
RU2167750C2 |
Устройство может быть использовано для ремонта изношенных деталей машин и изготовления инструментов. На опорной плите 7 размещен предназначенный для формирования наплавленного металла кристаллизатор 1, дном которого является наплавляемая деталь 6. Механизм 3 для подачи электродной проволоки 2 в кристаллизатор 1 предназначен для вертикального перемещения электродной проволоки и подвода тока к ней от источника питания. Механизм колебаний кристаллизатора установлен под кристаллизатором 1 на основании 5 с возможностью колебаний в горизонтальной и вертикальной плоскостях и обеспечивает перемещение оси кристаллизатора по конической поверхности. Механизм колебаний содержит электродвигатель 9, эксцентрик 10 и не менее чем три пружины 8, жестко закрепленные нижними концами на основании 5, а верхними - на опорной плите 7. Устройство позволяет получить постоянную по высоте прочность и твердость наплавленного металла за счет равномерного распределения вольфрама в процессе наплавки во всем объеме шлаковой ванны, а также уменьшение содержания вольфрама в отработанном шлаке. 1 з.п. ф-лы, 1 табл., 2 ил., 7 пр.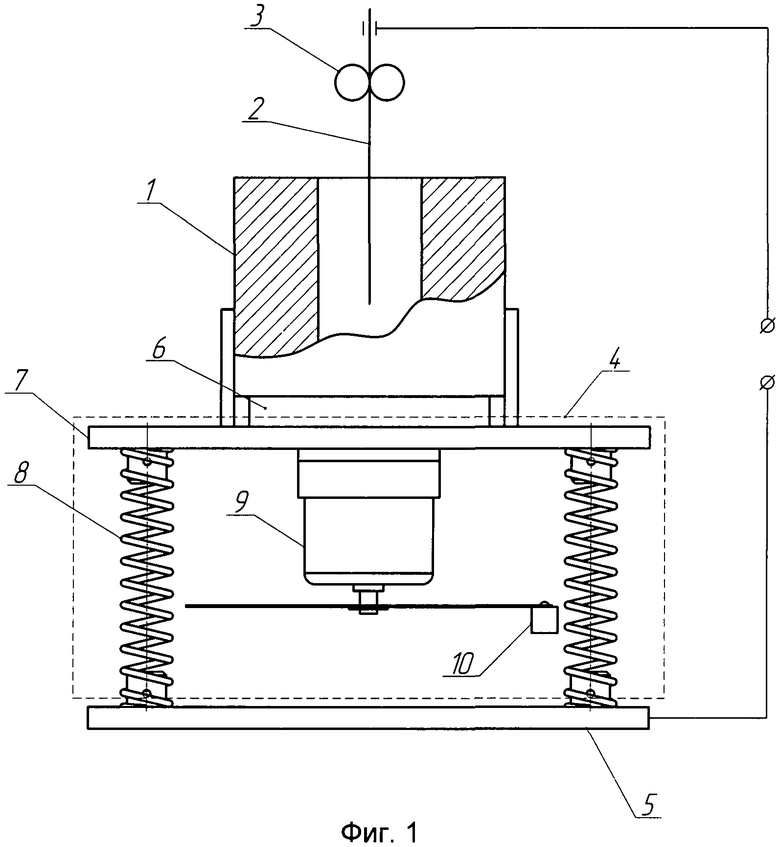
1. Устройство для электрошлаковой наплавки высоколегированной стали, содержащее кристаллизатор, предназначенный для формирования наплавляемого металла, дном которого является наплавляемая деталь, и механизм для подачи электродной проволоки в кристаллизатор, предназначенный для вертикального перемещения электродной проволоки и подвода тока к ней от источника питания, отличающееся тем, что оно содержит механизм колебаний кристаллизатора в горизонтальной и вертикальной плоскостях, установленный на основании под кристаллизатором с возможностью обеспечения перемещения оси кристаллизатора по конической поверхности.
2. Устройство для электрошлаковой наплавки по п.1, отличающееся тем, что механизм колебаний кристаллизатора представляет собой опорную плиту, предназначенную для размещения на ней кристаллизатора с деталью, снабженную электродвигателем, который установлен вертикально на нижней поверхности плиты, и на валу которого закреплен эксцентрик, при этом плита жестко соединена не менее чем с тремя пружинами, закрепленными на основании, равномерно рассредоточенными по контуру опорной плиты.
| КУСКОВ Ю.М | |||
| и др | |||
| Электрошлаковая наплавка./ Под ред | |||
| А.Ф | |||
| Пименова, 2001, с.124, 125, рис.84, 85 | |||
| Устройство для электрошлаковой наплавки | 1968 |
|
SU266973A1 |
| СПОСОБ РЕМОНТА ЗАГОТОВКИ | 1991 |
|
RU2027782C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| РЕАКТИВНЫЙ ТРОСОПРОТАСКИВАТЕЛЬ | 1946 |
|
SU69455A1 |

