Изобретение относится к обработке алмазов в бриллианты и может найти применение при обработке производственных отходов алмазного сырья.
Известен технологический процесс изготовления бриллиантов - от производственного исследования алмазного сырья до получения готовой продукции - бриллиантов, в последовательности, предусмотренной типовым технологическим процессом, разработанным для отрасли (1).
Для изготовления бриллиантов ступенчатой огранки требуется выполнение следующих операций:
производственного исследования и разметки кристаллов; распиливания кристаллов; шлифования четырех граней рундиста; площадки бриллианта; нижней части бриллианта; верхней части бриллианта.
Однако геометрические параметры заготовок, заложенные в вышеупомянутом технологическом процессе изготовления бриллиантов, не позволяют получать из алмазных пластин толщиной менее 0,9 мм заготовки диаметром или шириной более 0,9 мм, что, в свою очередь, не соответствует техническим требованиям к заготовкам перед огранкой (1, то же, стр.176).
Наиболее близким по признакам к предлагаемой технологии является способ изготовления алмазных вставок из производственных отходов алмаза (прототип) в виде пластин толщиной 0,6-0,9 мм (2).
В способе изготовления алмазных вставок алмазную пластину, толщиной 0,6-0,9 мм, полученную после раскалывания дефектного кристалла, шлифуют для получения площадки; огранкой или обточкой по периметру заготовке придают форму в зависимости от ее размера и конфигурации. Огранку низа производят количеством граней в зависимости от формы заготовки с углом наклона 15-20о с бриллиантировкой по ребрам, огранку верха производят полированием площадки или в виде таблицы с углом наклона граней 20-25о.
Однако геометрические параметры заготовок, заложенные в вышеупомянутом технологическом процессе изготовления бриллиантов, не позволяют получать из алмазных пластин толщиной 0,4-0,6 мм заготовки диаметром или шириной 0,9 мм, что в свою очередь не соответствует техническим требованиям к заготовкам перед огранкой.
Кроме того, углы наклона всех граней низа и верха по описанному способу не соответствуют оптимальным углам, определяемым материалом вставок - алмазом, тем самым не обеспечивается максимальная игра бpиллиантов, ухудшается товарный вид вставки, а следовательно, ее ювелирное качество и снижается стоимость.
В основу изобретения положена задача разработать способ изготовления алмазных вставок, которым было бы возможно изготавливать алмазные вставки с ювелирным качеством из алмазных пластин толщиной 0,4-0,9 мм.
Задача решается тем, что предлагается способ изготовления алмазных вставок, включающий шлифование площадки, придание формы путем огранки рундиста, огранку верха и низа, причем огранку верха производят в виде таблицы с количеством граней, соответствующим граням низа, а огранку низа - гранями с бриллиантировкой клиньями по ребрам, в котором, согласно изобретению, после шлифования площадки шлифуют грань ей параллельную на расстоянии не менее 0,4 мм, а грани низа наносят с углом наклона 20-50о, угол огранки верха выбирают от 20 до 50о таким образом, чтобы размер площадки был 40-85% соответствующего размера вставки.
Заявленные углы наклона граней верха и соотношение размера площадки с соответствующим размером вставки позволяет изготовить верх вставки таким образом, чтобы один из параметров либо угол наклона граней, либо размер площадки соответствовал или был приближен к оптимальному. При этом другой параметр значительно отличается от оптимального. Заявленные углы наклона граней низа позволяют изготовить низ вставки таким образом, чтобы угол наклона граней соответствовал или был приближен к оптимальному, а углы наклона клиньев значительно отличались от оптимального. За счет соответствия или максимального приближения части геометрических параметров вставки к оптимальным возможно изготовление вставок ювелирного качества, имеющих высоту не более 0,4 мм из пластин толщиной не менее 0,4 мм.
Предлагается также наносить грани низа в два ярус под углом 20-50о для первого от рундиста яруса, а углы наклона граней второго от рундиста яруса меньше углов первого яруса не менее чем на 10о.
Такое технологическое решение позволяет сохранить близкие к оптимальным углы на гранях 1-го яруса за счет уменьшения высоты вставки клиньями и гранями 2-го яруса.
Целесообразно при задании формы вставки две противоположные грани рундиста шлифовать после шлифования площадки и параллельной ей грани, а остальные грани рундиста шлифовать после огранки низа, что обеспечивает оптимальный раскрой заготовки.
Осуществление бриллиантировки по ребрам клиньями в один ярус при огранке низа в два яруса значительно упрощает технологию изготовления вставки.
Бриллиантировка низа клиньями по ребрам таким образом, чтобы вершина низа была точкой или ребром, улучшает ювелирное качестве вставки за счет того, что она становится менее прозрачной.
Таким образом, вышеперечисленная совокупность существенных признаков способа изготовления алмазных вставок позволяет достичь поставленной задачи изобретения.
Автору неизвестны технические решения с вышеперечисленными существенными признаками.
Следовательно, настоящее техническое решение соответствует требованиям "новизна" и "существенность отличий".
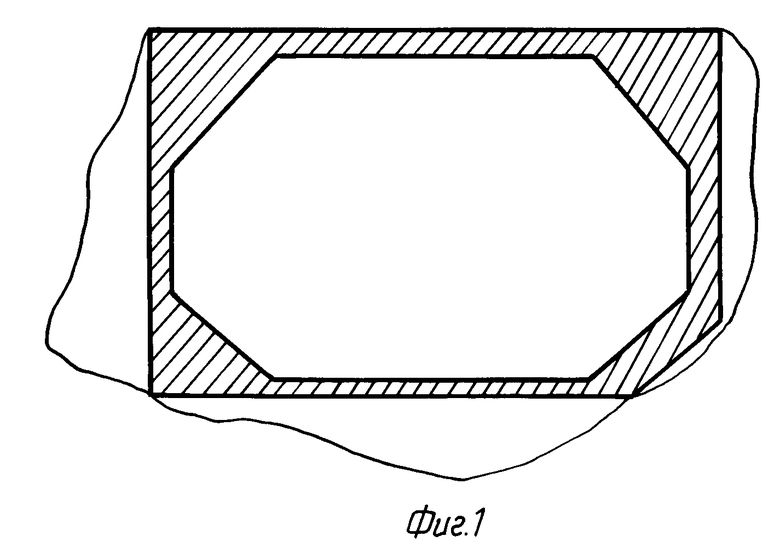
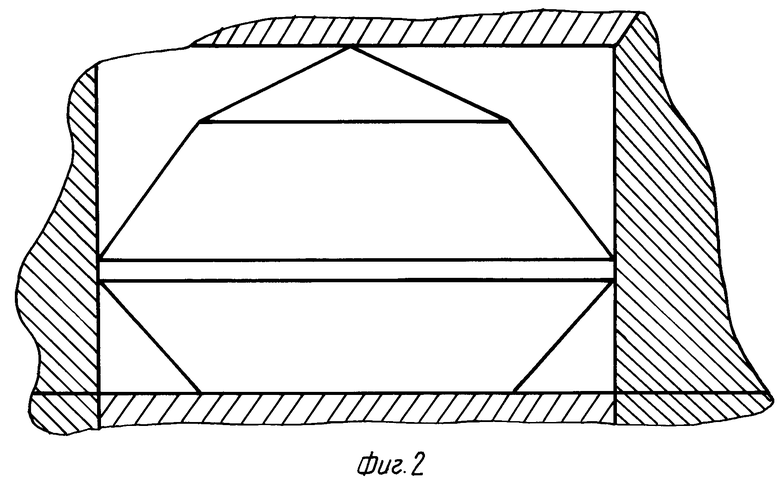
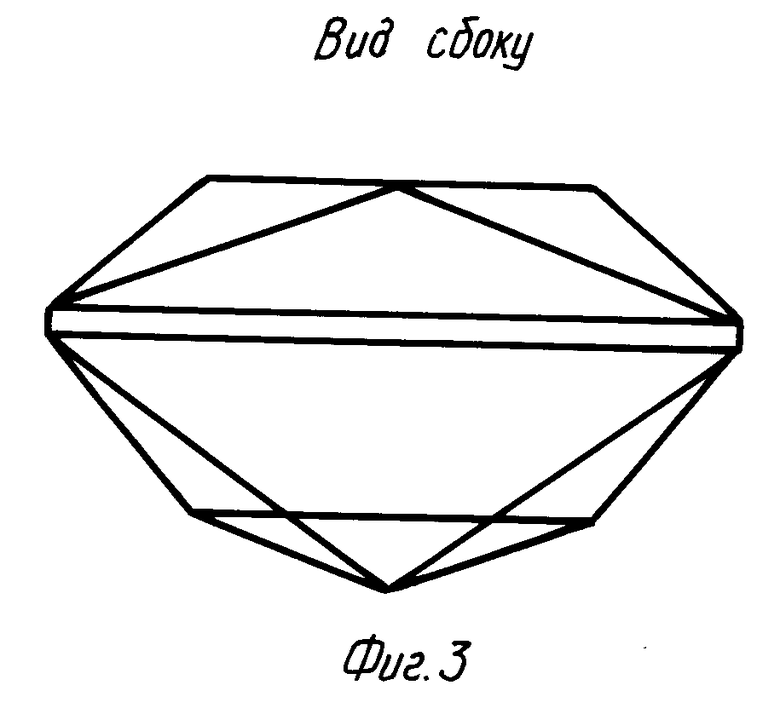
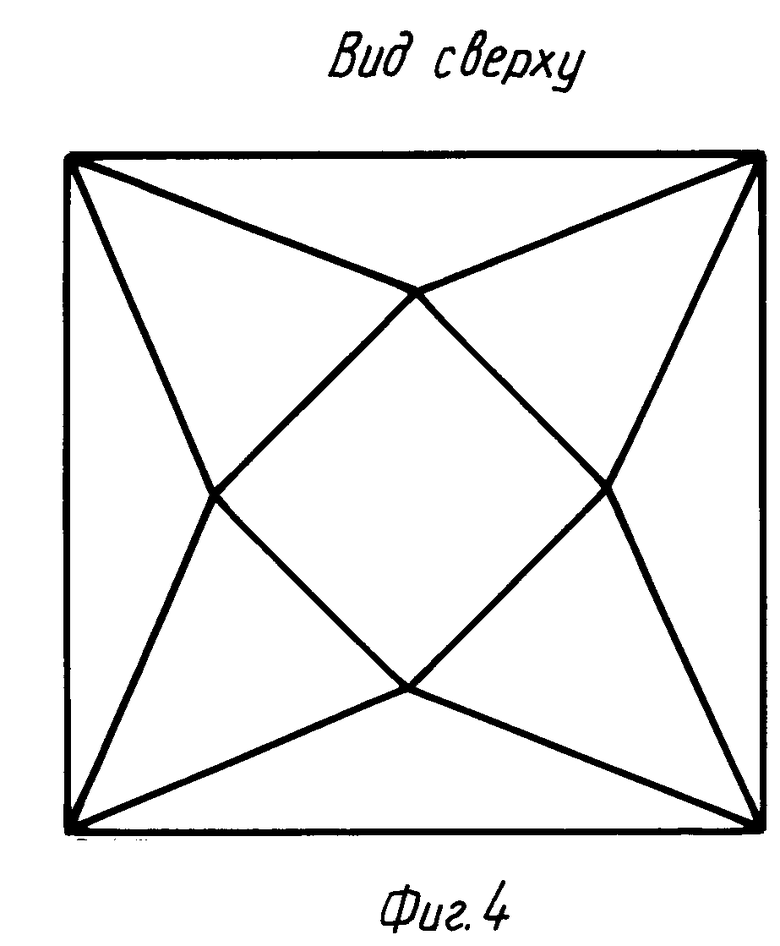
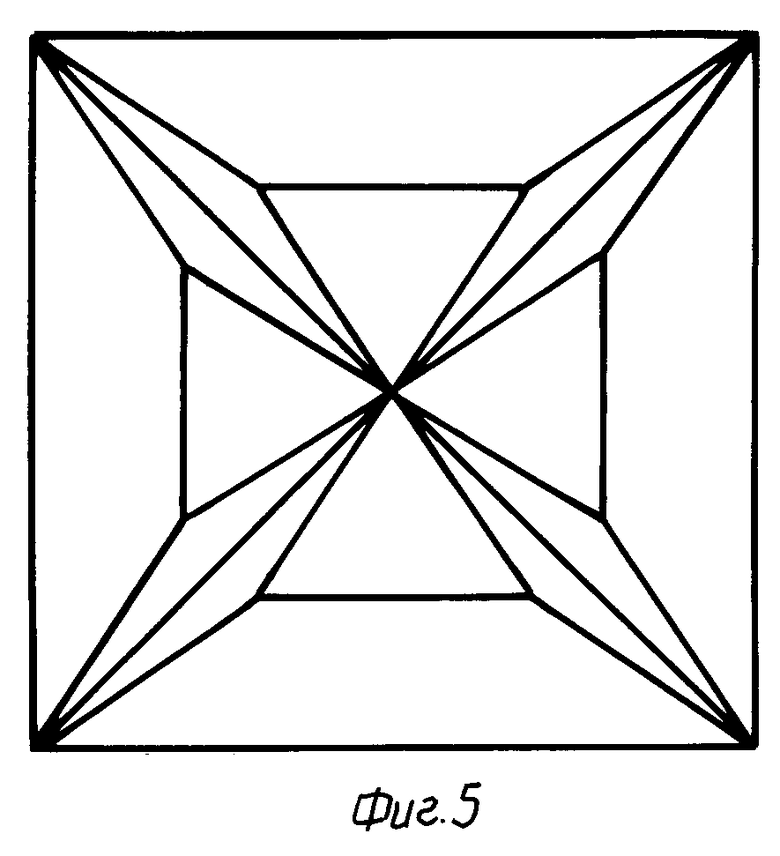
На фиг.1 - раскрой алмазного отхода по рундисту; на фиг.2 - раскрой алмазного отхода по толщине; на фиг.3, 4, 5 - вставка четырехугольной формы с огранкой низа в два яруса и бриллиантировкой в один ярус, вид сбоку, вид сверху, вид снизу.
Способ осуществляется следующим образом.
Прежде чем приступить к шлифованию производят выбор формы вставки, исходя из формы пластины, и ее разметку. Затем осуществляют раскрой пластины путем вырезания выбранной формы на лазерной установке (фиг.1, 2). После раскроя пластину устанавливают в гнездо специального приспособления и производят шлифование площадки и параллельной площадке грани для задания высоты вставки, которая не должна быть меньше 0,4 мм.
Следующим этапом осуществляют формирование рундиста путем огранки пластины таким образом, чтобы он имел форму многоугольника с не менее чем одной осью симметрии и от 3 до 8 углов. Размер между противоположными гранями рундиста выдерживается в пределах от 0,9 до 4,0 мм, что обеспечивает ширину заготовки более 0,9 мм.
Возможна огранка как всех граней рундиста, так и только двух противоположных.
Огранку же остальных граней рундиста в этом случае осуществляют после огранки низа.
Далее заготовку помещают в специальное цанговое приспособление и производят огранку низа путем нанесения граней в один или два яруса. Грани наносят под углом от 20 до 50о, для первого от рундиста яруса. В случае огранки низа в два яруса, огранку второго яруса осуществляют под углом, меньшим угла огранки первого яруса не менее чем на 10о (фиг.3).
Затем производится бриллиантировка клиньями по ребрам таким образом, чтобы вершина низа была точкой или ребром. При нанесении граней в один ярус клинья наносятся в один ярус, а при нанесении граней в два яруса клинья могут быть нанесены как в один ярус, так и в два яруса.
Далее производится огранка остальных граней рундиста, если они не были огранены ранее. Для закрепления заготовки при обработке граней верха высота рундиста должна быть от 0,01 до 0,1 мм.
Для шлифования верхней части вставки заготовку помещают в специальное приспособление и осуществляют огранку в виде таблицы с одним ярусом (ввиду малых размеров заготовки) и бриллиантировку клиньями по ребрам. Грани наносят под углом от 20 до 50о таким образом, чтобы размер площадки составил от 40 до 85% соответствующего размера вставки.
Использование настоящего изобретения для изготовления алмазных вставок позволит их изготовление из производственных отходов алмаза в виде пластин толщиной 0,4-0,9 мм высокого ювелирного качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ ВСТАВОК | 1989 |
|
SU1617809A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГРАНОЧНОГО ДИСКА | 1993 |
|
RU2094217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИЛЛИАНТОВ КРУГЛОЙ ФОРМЫ ИЗ АЛМАЗОВ В ОБОЛОЧКЕ | 1996 |
|
RU2097170C1 |
| Способ изготовления ювелирных изделий | 1990 |
|
SU1771668A1 |
| Драгоценный камень | 1989 |
|
SU1743563A1 |
| Способ изготовления алмазных вставок | 1988 |
|
SU1637753A1 |
| Способ изготовления бриллиантов произвольной формы | 1989 |
|
SU1699782A1 |
| Способ огранки ювелирных камней с произвольной формой рундиста | 1990 |
|
SU1759644A1 |
| ЮВЕЛИРНАЯ ВСТАВКА "АМАРАНТ" | 2001 |
|
RU2190945C1 |
| Ювелирный камень | 1988 |
|
SU1618378A1 |
Использование: в обработке алммазов в бриллианты при обработке производственных отходов алмазного сырья. Сущность изобретения: в способе изготовления алмазных вставок после шлифования площадки шлифуют грань ей параллельную на расстоянии не менее 0,4 мм, грани низа наносят с углом 20-50°, а угол огранки граней верха выбирают в пределах 20-50° при размере площадки, составляющей 40-85% соответствующего размера вставки. 4 з.п. ф-лы, 5 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ ВСТАВОК | 1989 |
|
SU1617809A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
