Изобретение относится к литейному производству и может быть использовано при плавке чугуна в шахтных печах, в частности в вагранках со вторичным дутьем.
В современном литейном производстве широкое применение нашел способ плавки чугуна в вагранке путем последовательной загрузки металлических компонентов шихты, флюса, топлива и подачи воздуха от воздуходувки через фурмы для его сжигания (Мариенбах Л.М. Металлургические основы плавки чугуна в вагранке. М., 1954).
Наиболее близким к предлагаемому изобретению по технической сущности является способ, при котором в зону горения топлива воздух подается одновременно через основной и дополнительный ряды фурм (Ю.С.Сухарчук, Л.К.Юдкин Плавка чугуна в вагранках. М., Машиностроение, 1981).
При прекращении плавки воздух отключается также одновременно на оба ряда фурм.
Недостатком известного способа является то, что начавшие расплавляться или уже расплавившиеся компоненты шихты на уровне верхнего ряда фурм при стекании в горн по уменьшившим интенсивность горения кускам кокса остывают, так как подача воздуха для горения кокса прекращается в оба ряда фурм. При длительном простое может произойти частичное или полное затвердевание капель металла и шлака. В то же время возобновление подачи воздуха одновременно в оба ряда фурм еще более захолаживает процесс плавки. Поэтому требуется достаточно длительное время, чтобы произошел разогрев остывших материалов и возобновился высокотемпературный процесс расплавления и перегрева капель металла и шлака. Затягивание расплавления разогретой шихты и ее перегрева по времени увеличивает окисление металла, приводящее к угару составляющих чугуна, и снижает производительность вагранки. Кроме того, увеличиваются энергозатраты на расплавление компонентов шихты.
Целью изобретения является исключение указанных недостатков, т.е. интенсификация ваграночного процесса плавки чугуна, снижение окисления жидкого металла и увеличение производительности вагранки.
Цель достигается тем, что в способе плавки чугуна в вагранке с двумя рядами фурм, включающем последовательную загрузку шихты, подачу дутья через оба ряда фурм и его отключение, начало и окончание процесса подачи дутья через различные ряды фурм осуществляют через 3-7 мин после подачи дутья в нижний ряд фурм, а отключение дутья производят в обратной последовательности.
При остановке вагранки сначала отключают подачу дутья во второй ряд фурм, а через первый ряд фурм подача воздуха для горения кокса продолжается еще в течение 3-7 мин.
Таким образом расплавившиеся на уровне второго ряда фурм капли металла и шлака стекают до уровня первого ряда фурм и далее в горн вагранки по еще горящим кускам кокса, что способствует хорошему стеканию капель металла и шлака, которые в течение 3-7 мин достигают металлосборника. После истечения этого времени отключают дутье в первый ряд фурм и плавка металла останавливается.
Включение дутья "на металл" производится сначала в первый ряд фурм, чтобы разогреть нижние слои холостой топливной колоши. По истечении 3-7 мин включают дутье и во второй ряд фурм. Таким образом, вновь образовавшиеся на уровне второго ряда фурм капли металла стекают в горн по уже ранее разогретым кускам кокса. Это способствует интенсивному плавлению и перегреву жидкого металла, уменьшает окисление металла и увеличивает производительность вагранки.
Отключение дутья в первый ряд фурм менее чем через 3 мин после отключения второго ряда фурм не позволяет стечь жидким каплям металла и шлака, образовавшимся на уровне второго ряда фурм, в металлоприемник вагранки. Во время опускания они, охлаждаясь, частично или полностью могут затвердеть, особенно вблизи фурм. Возможно и ошлакование выходных отверстий самих фурм, что опасно.
Прекращение подачи дутья в первый ряд фурм более, чем через 7 мин, приводит к продолжению процесса плавки металла, в то время как требуется полная его остановка.
При необходимости возобновления процесса плавки дутье "на металл" сначала подают в первый ряд фурм. Происходит разогрев зоны на уровне этого ряда фурм. По истечении 3-7 мин включают дутье во второй ряд фурм и процесс плавки быстро возобновляется.
Таким образом, исключается охлаждение уже расплавившихся капель металла и шлака. Это ускоряет процесс плавки, увеличивая скорость плавки и снижая окисление металла.
Если при возобновлении работы вагранки после включения дутья на первый ряд фурм дутье на второй ряд фурм подать менее, чем через 3 мин, то не успеет разогреться зона топливной колоши на уровне первого ряда фурм и поступившие сверху новые капли металла будут охлаждаться, а подача дутья на второй ряд фурм более чем через 7 мин затормозит процесс плавки чугуна и снизит производительность вагранки.
П р и м е р. С целью выявления преимуществ предлагаемого способа плавки чугуна в вагранке по сравнению с известным проводились опытные плавки в вагранке производительностью 15 т/ч с двумя рядами фурм с расстоянием между ними 720 мм. Воздух подавался от воздуходувки через систему распределения дутья в 2 ряда фурм, каждый ряд оборудован воздушными задвижками. Исходные параметры процесса плавки во всех опытах одинаковы. Аналогичные опытные плавки проводились на действующей вагранке так же производительностью 15 т/ч.
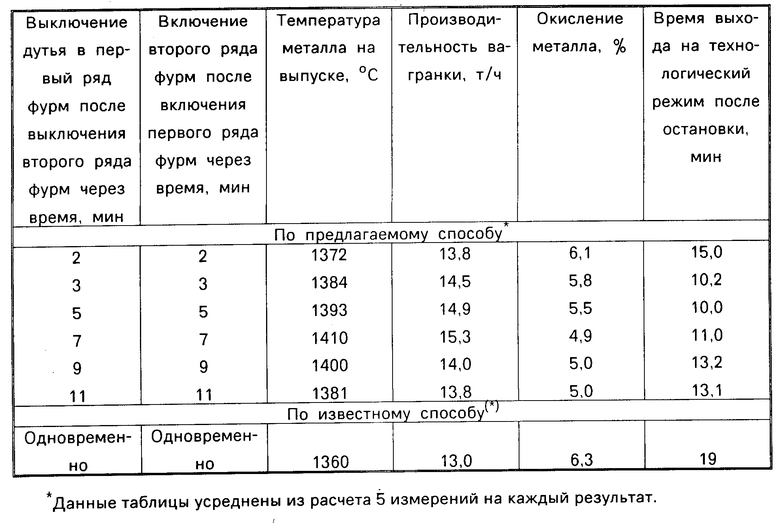
Простой вагранок во всех случаях был равен 40 мин. Температура металла на выпуске вагранки измерялась платино-платинородиевой термопарой погружения. Часовая производительность вагранки в тоннах определялась взвешиванием металла. Процент окисления определялся по весу расплавленной шихты и выплавленного жидкого металла и количеству и составу шлака в единицу времени. Результаты сравнительных опытных плавок занесены в таблицу.
Из таблицы видно, что наилучшие результаты по температуре выпускаемого чугуна, окислению металла и времени выхода на технологический режим улучшаются с увеличением интервала по времени между выключением и включением первого ряда фурм по отношению ко второму ряду фурм, а производительность вагранки сначала увеличивается, но после увеличения интервала более, чем 7 мин, падает.
Поэтому наилучшие результаты по всем параметрам лежат в интервале времени между 3 и 7 мин, что, как указывалось выше, полностью подтверждает сделанные выводы.
Использование предлагаемого способа позволит:
- интенсифицировать процесс плавки чугуна путем ускоренного выхода на технологический режим на 30-40%;
- снизить процент брака за счет уменьшения окисления чугуна на 10%;
- повысить производительность вагранки на 15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЕВОГО ШТЕЙНА | 2011 |
|
RU2455375C1 |
| Вагранка | 1983 |
|
SU1191708A1 |
| СПОСОБ ВАГРАНОЧНОЙ ПЛАВКИ ЧУГУНА И ОКСИДНЫХ МАТЕРИАЛОВ НА АНТРАЦИТЕ | 2006 |
|
RU2335718C2 |
| СПОСОБ ВАГРАНОЧНОЙ ПЛАВКИ ЧУГУНА И ОКСИДНЫХ МАТЕРИАЛОВ НА АНТРАЦИТЕ | 2007 |
|
RU2350659C1 |
| Вагранка на холодном дутье | 1990 |
|
SU1786345A1 |
| Способ подготовки коксовой вагранки к запуску | 1989 |
|
SU1668835A1 |
| Способ плавки чугуна в вагранке | 1980 |
|
SU898231A1 |
| ВАГРАНКА | 1991 |
|
RU2009417C1 |
| ПЛАВИЛЬНАЯ ШАХТНАЯ ПЕЧЬ | 1992 |
|
RU2009416C1 |
| Вагранка | 1990 |
|
SU1770695A1 |
Использование: в литейном производстве при плавке чугуна в шахтных печах. Сущность: способ плавки чугуна в вагранке с двумя рядами фурм заключается в последовательной загрузке шихты и поэтапной подаче и отключении дутья через различные ряды фурм, которые осуществляются следующим образом: подачу дутья в верхний ряд фурм осуществляют через 3 - 7 мин после подачи дутья в нижний ряд фурм, а отключение дутья производят в обратном порядке. 1 табл.
СПОСОБ ПЛАВКИ ЧУГУНА В ВАГРАНКЕ С ДВУМЯ РЯДАМИ ФУРМ, включающий последовательную загрузку шихты, подачу дутья через оба ряда фурм и его отключение, отличающийся тем, что, с целью интенсификации процесса плавки чугуна, снижения окисления жидкого металла и увеличения производительности вагранки, начало и окончание процесса подачи дутья через различные ряды фурм осуществляют поэтапно, при этом подачу дутья в верхний ряд фурм осуществляют через 3 - 7 мин после подачи дутья в нижний ряд фурм, а отключение дутья производят в обратном порядке.
| Ю.С.Сухарчук, Л.К.Юдкин | |||
| Плавка чугуна в вагранках | |||
| М., Машиностроение, 1981. |
