Изобретение относится к термической обработке металлов и может быть использовано, в частности, для закалки бурильных труб из алюминиевых сплавов, а также пустотелых профилей в машиностроительной и металлургической промышленности.
Известен способ термообработки длинномерных изделий, включающий подачу изделий с накопителя поточной линии на крюки, после чего по команде с пульта управления открывается печь и кошки с изделием, подвешенным на крюках, закатываются в печь, затем изделие перекладываются на перегружатель, а крюки выкатываются из печи. Закалка осуществляется методом "набегающей волны", полностью имитирующим закалку в вертикальном положении.
Недостатком известного способа является то, что при захвате увлажненным холодным крюком нагретого изделия в местах захвата образуются участки, подвергшиеся местному охлаждению (подкалке), что ухудшает качество изделия.
Цель изобретения - улучшение качества изделий за счет того, что крюки перед захватом трубы нагреваются в печи.
Заявленный способ содержит общие признаки с прототипом:
изделие из печи на крюках по разгрузочному монорельсу выкатывается в закалочный бак;
осуществляется закалка методом "набегающей волны".
Новые признаки:
после осуществления закалки "набегающей волной" крюки на кошках по разгрузочному монорельсу возвращаются в печь для нагрева.
Наличие в предложенном способе новых признаков в сравнении с прототипом подтверждает соответствие изобретения критерию "новизна".
Перемещение изделий из печи в закалочный бак нагретыми в печи крюками обеспечивает устранение в местах захвата крюками нагретой трубы зон с пониженными свойствами. Это повышает качество заготовки и доказывает соответствие предложения критерию "существенные отличия".
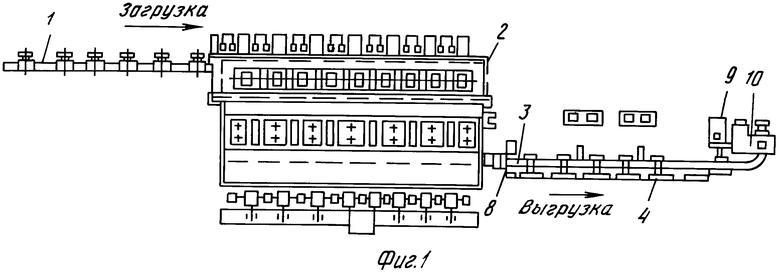
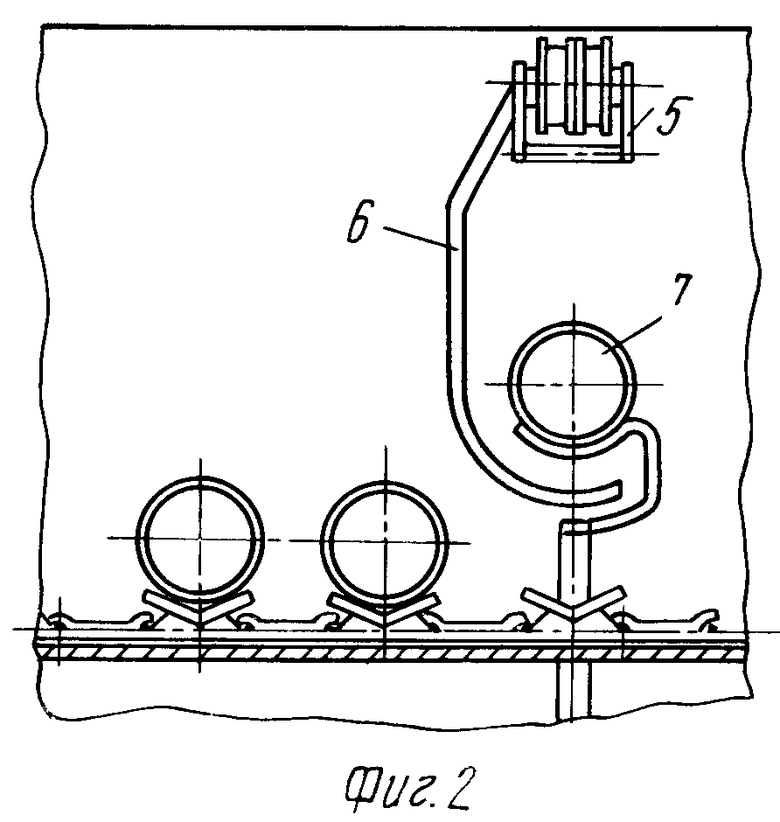
На фиг.1 и 2 показано устройство для осуществления предлагаемого способа.
Устройство состоит из загрузочного монорельса 1, расположенного перед печью 2, и разгрузочного монорельса 3, расположенного за печью 2, с закалочным баком 4. На монорельсах 1 и 3 расположены кошки 5 (фиг.2), перемещающиеся от привода (не показан), к каждой из которых прикреплен крюк 6 для изделия 7. Закалочный бак 4 снабжен крышкой 8, расположенной со стороны печи 2, и напорным баком 9 с клапаном 10.
Способ осуществляется следующим образом.
После выхода крюков 6 с изделием 7 на кошках 5 по разгрузочному монорельсу 3 из печи 2 в закалочный бак 4 и после осуществления закалки "набегающей волной" крюки 6 на кошках 5 по разгрузочному монорельсу 3 возвращаются в печь 2, где находятся в ожидании следующей трубы. При этом испаряющейся влагой крюки нагреваются до 197оС при интервале между поступлениями изделий в 5 мин и до 310оС при интервале в 10 мин.
Наличие сухих и нагретых крюков при захвате очередной трубы гарантирует отсутствие ее "подкалки", следовательно, обеспечивается получение необходимых свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| ЗАКАЛОЧНЫЙ БАК | 1992 |
|
RU2040553C1 |
| ТРАВЕРСА ДЛЯ ТЕРМООБРАБОТКИ ПАКЕТА ПЛИТ | 1991 |
|
RU2009425C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1991 |
|
RU2010868C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU387006A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2115496C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1989 |
|
RU2065395C1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ КРЫШКИ ПЕЧИ | 1993 |
|
RU2061942C1 |
| СПОСОБ ПРАВКИ ПЛОСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2078629C1 |
| ЗАКАЛОЧНО-ОТПУСКНОЙ АГРЕГАТ | 2000 |
|
RU2200200C2 |
Изобретение относится к термической обработке металлов и может быть использовано, в частности, для закалки бурильных труб из алюминиевых сплавов, а также пустотелых профилей в машиностроительной и металлургической промышленности. Способ термообработки длинномерных изделий включает поступление изделий из печи с накопителя поточной линии на нагретые крюки, их транспортировку в закалочный бак и закалку методом "набегающей волны". При этом крюки нагревают до 197°С при интервале между поступлениями изделий в 5 мин и до 310°С при интервале в 10 мин. 2 ил.
СПОСОБ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, включающий поступление изделий из печи, их транспортировку крюками в закалочный бак и закалку методом набегающей волны, отличающийся тем, что транспортировку осуществляют нагретыми до 197oС крюками при интервале времени между поступлением изделий 5 мин и до 310oС при интервале 10 мин.
| 0 |
|
SU402561A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
