Изобретение относится к литейному производству, а именно к конструкции конической прибыли для получения отливок, например, направляющих аппаратов, имеющих центральное отверстие, получаемых в керамических формах для центробежных насосов, и может быть использовано в других отраслях, связанных с применением кольцевых прибылей.
Наиболее близкой к изобретению является коническая кольцевая прибыль.
Недостатком данной конструкции прибыли для отливок направляющих аппаратов, имеющих внутреннее отверстие с развитыми горизонтальными поверхностями, состоящими из системы неподвижных полостей, расположенных с обеих сторон и образующих по окружности отводящие каналы, построенной по методу вписанных сфер, является увеличение теплового узла в отливке, разогрев подприбыльной части и образование усадочной пористости в отливке.
Цель изобретения - устроение газоусадочной пористости в подприбыльной части отливки, повышение выхода годного литья.
Цель достигается тем, что верхняя коническая кольцевая прибыль выполнена в керамической форме, содержит в донной части пережим к тепловому узлу отливки, причем соотношение размеров пережима и теплового узла отливки имеет следующее: В = (0,4-0,6) δ и n = (1,0-1,8) δ.
Сущность изобретения заключается в том, что верхняя коническая кольцевая прибыль с соотношением высоты к диаметру Н = (1,25-2,0) d, содержащая заливочную воронку и выпор, выполнена в керамической форме, содержит в донной части пережим к тепловому узлу отливки, причем соотношение размеров пережима и теплового узла отливки имеет следующее: B = (0,4-0,6) δ и h = (1,0-1,8) δ .
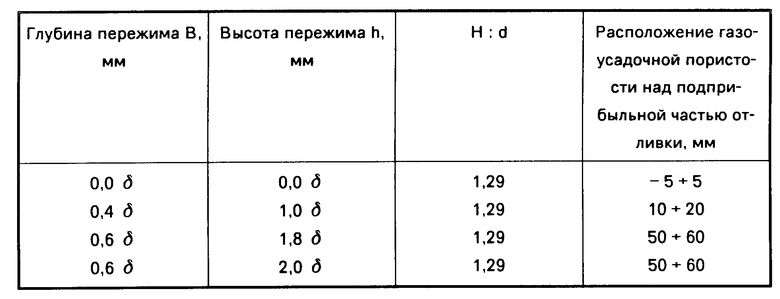
Пережим к тепловому узлу отливки ограничен, с одной стороны, В = 0,4δ и h = = 1,0δ понижением плотности металла в отливке за счет образования усадочной пористости в подприбыльной части отливки, с другой стороны , В = 0,6δи h = 1,8δ снижением прочности модельного блока направляющего аппарата, снижением эффективности работы пережима в отливке, сверхнормативным снижением объема прибыли.
В таблице показано влияние сечения пережима к тепловому узлу отливки на расположение газоусадочной пористости над подприбыльной частью отливки.
В сравнении с прототипом пережим в донной части конической прибыли обеспечивает уменьшение расхода режущего инструмента, повышение производительности при отрезке прибылей, уменьшает металлоемкость формы и прибыли.
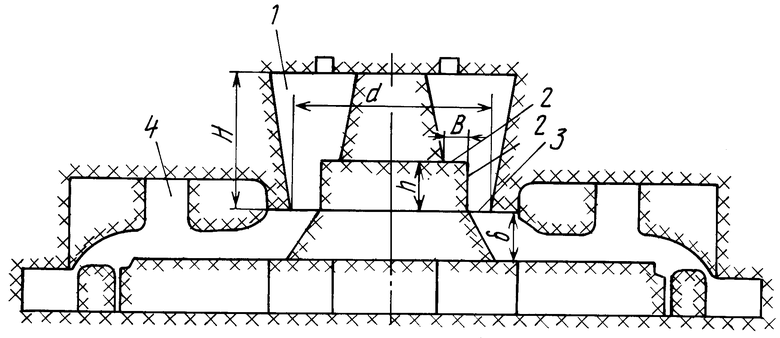
На чертеже показана верхняя коническая прибыль.
В верхней конической кольцевой прибыли 1 выполняют в донной части пережим 2 к тепловому узлу отливки, глубина которого В = (0,4-0,6)δ, а высота n = (1,0-1,8) δ. Кольцевой питатель 3 берут равным половине толщины (δ) питаемого узла отливки. От внутреннего диаметра отливки в направление к центру отверстия располагают пережим, а в противоположную сторону, на тело отливки или технологический напуск располагают кольцевой питатель.
Таким образом определяют наружный и внутренний диаметры донной части прибыли. Высоту для открытых прибылей берут Н = 2δ, для закрытых Н = 1,25δ .
Корковую форму направляющего аппарата заформовывают в опорном наполнителе и прокаливают при 840-860оС.
Заливаемый в прибыль 1 жидкий металл омывает пережим 2 и нагревает его поверхность до температуры, близкой температуре металла. Потоки излучаемого металлом тепла через вертикальную и горизонтальную стенку корки пережима 2 накладываются, а теплоотвод внутрь прибыли из зоны пережима незначителен, тем самым создают условия аккумуляции тепла в пережиме 2. Разогретая корка пережима позволяет уменьшить кольцевой питатель 3 до 0,5 δ, а значит уменьшить и тепловой узел в отливке 4, ускорить затвердевание теплового узла отливки 4.
Таким образом, наличие в донной части прибыли пережима 2, аккумулирующего тепло, перемещают область разогретого объема металла из подприбыльной зоны отливки во внутрь прибыли на высоту пережима h, т.е. устраняют дополнительный обогрев теплового узла отливки 4 прибылью 1, что и позволяет вывести газоусадочную пористость не только из подприбыльной части отливки но и из кольцевого питателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРХНЯЯ ПРИБЫЛЬ СО СФЕРИЧЕСКИМ ВЕРХОМ | 1992 |
|
RU2080960C1 |
| Литниково-питающая система | 1988 |
|
SU1766589A1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1990 |
|
RU1777286C |
| ОБОГРЕВАЕМАЯ ПРИБЫЛЬ | 1994 |
|
RU2084307C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
Изобретение относится к литейному производству, а именно к конструкциям конической кольцевой прибыли для получения отливок, например, направляющих аппаратов, имеющих центральное отверстие, с развитыми горизонтальными поверхностями, получаемых в керамических формах для центробежных насосов, и может быть использовано в других областях, связанных с литьем. С целью устранения газоусадочной пористости в подприбыльной части отливки, повышения годного литья коническая кольцевая прибыль содержит в донной части пережим к тепловому узлу отливки, причем соотношение размеров пережима и теплового узла отливки имеет следующее: B = (0,4÷ 0,6)δ и n = (1,0÷ 1,8)δ . Заливаемый в прибыль жидкий металл омывает пережим и нагревает его поверхность до температуры, близкой к температуре металла. Потоки излучаемого металлом тепла в пережиме накладываются и с учетом низкого теплоотвода из полости пережима внутрь прибыли создают тем самым условия аккумуляции тепла в пережиме. Разогретая корка пережима позволяет уменьшить сечение кольцевого питателя до 0,5δ глубиной пережима B = (0,4÷ 0,6)δ , а значит уменьшить тепловой узел отливки, переместить при этом область разогретого металла из подприбыльной зоны отливки внутрь прибыли на высоту пережима n = (1,0÷ 1,8)δ . Пережим в донной части кольцевой прибыли позволяет уменьшить расход режущего инструмента при отрезке прибылей, металлоемкость формы отливки и металлоемкость формы прибыли. 1 ил., 1 табл.
ВЕРХНЯЯ КОНИЧЕСКАЯ КОЛЬЦЕВАЯ ПРИБЫЛЬ ДЛЯ ПОЛУЧЕНИЯ В КЕРАМИЧЕСКИХ ФОРМАХ ОТЛИВОК, преимущественно направляющих аппаратов центробежных насосов, имеющих центральное отверстие с соотношением высоты H и диаметра d - H = (1,25 - 2,0)d, соответствующая методу вписанных сфер, содержащая заливочную воронку и выпор, отличающаяся тем, что, с целью устранения газоусадочной пористости и подприбыльной части отливки, повышения выхода годного литья, верхняя коническая кольцевая прибыль содержит в донной части пережим к тепловому узлу отливки, причем размеры пережима и теплового узла отливки имеют следующие соотношения
B = (0,4-0,6)δ ;
h = (1,0-1,8)δ ,
где B - глубина пережима, аккумулирующего тепло;
δ - толщина питаемой части отливки;
h - высота пережима, аккумулирующего тепло.
| Дубинин Н.П | |||
| Стальное литье | |||
| М.: Машгиз, 1961, с.231. |
