Изобретение относится к литейному производству, в частности клитниково-пи- тающей системе для получения отливок, например рабочих колес с литой ступицей, не имеющей внутреннего отверстия, получаемых по выплавляемым моделям для центробежных насосов, и может быть использовано в других отраслях, связанных с литьем.
Известна прибыль с теплоизоляционным воздушным зазором для улучшения питания теплового узла. Однако технологически в условиях производства это трудно выполнимо.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является прибыль грушевидная с заливочной воронкой. Под прибылью в отливке имеет место пористость, что вызывает необходимость увеличения ее объема и снижения выхода годного
Цель изобретения - устранение усадки по тепловой оси в отливке и увеличение выхода годного,
Цель достигается тем, что закрытая прибыль выполнена из двух полостей - внутренней и наружной, которые разделены между собой формовочным материалом, а заливочную воронку и выпор устанавливают на внешней верхней части прибыли.
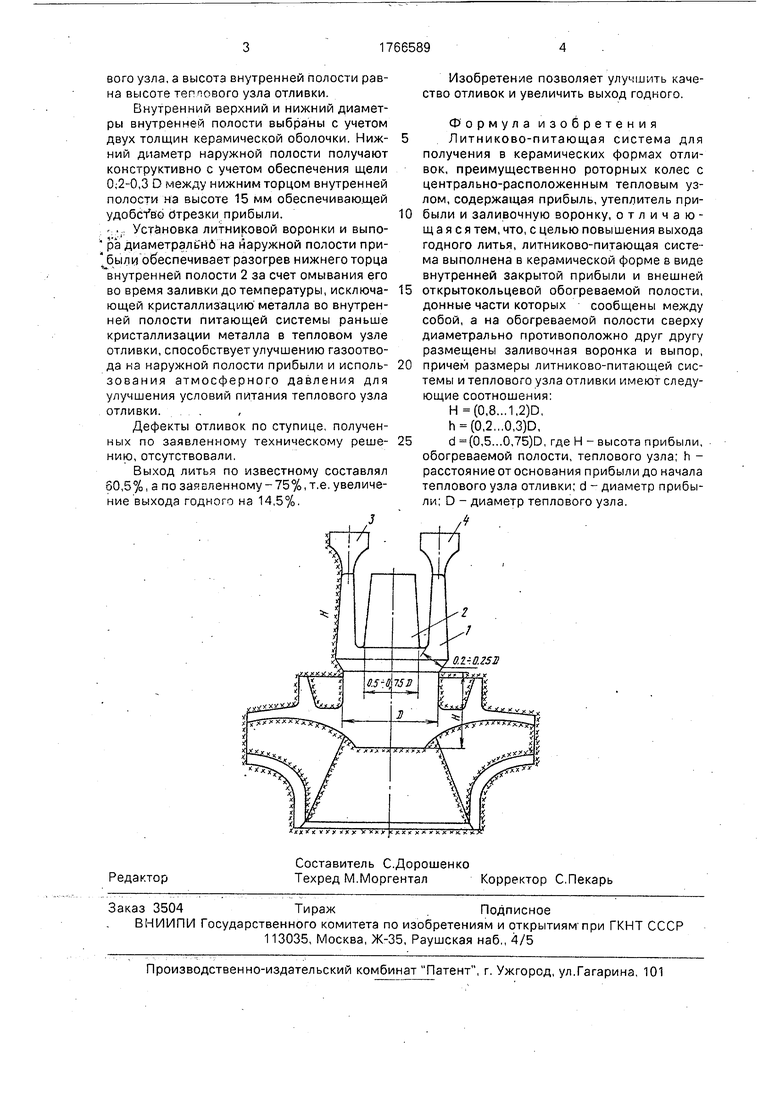
На чертеже представлена керамическая форма литниково-питающей системы в разрезе.
Литниково-питающая система выполнена в виде двух полостей 1 и 2 из огнеупорного формовочного материала. Внутренняя полость 2 литниково-питающей системы сообщена с наружной полостью 1 в донной части. В верхней части внутренняя полость закрыта. Наружная полость 1 снабжена заливочной воронкой 3 и выпором 4.
Внешняя полость прибыли, через которую осуществляется заполнение формы, после заливки расплавом служит теплоизолятором для внутренней закрытой полости, что позволяет использовать максимально объем жидкого материала для питания теплового узла отливки из внутренней полости. При этом расстояние от основания внутренне полости прибыли до отливки должно быть 0,2-0,3 D диаметра теплового узла отливки.
Изменение размера в сторону уменьшения 0,2 D создает условия распространения усадочной раковины в тело отливки, а увеличение более 0,3 D ведет к нерациональному расходованию металла.
Диаметр основания внутренней полости прибыли, которая собственно питает тепловой узел, составляет 0,5-0,75 D теплосл
4
ON
О СЛ 00 О
вого узла, а высота внутренней полости равна высоте теппового узла отливки.
Внутренний верхний и нижний диаметры внутренней полости выбраны с учетом двух толщин керамической оболочки. Нижний диаметр наружной полости получают конструктивно с учетом обеспечения щели 0,2-0,3 D между нижним торцом внутренней полости на высоте 15 мм обеспечивающей удобст во Отрезки прибыли. . Установка литниковой воронки и выпо- р а диаметраль но на наружной полости при- были обеспечивает разогрев нижнего торца внутренней полости 2 за счет смывания его во время заливки до температуры, исключающей кристаллизацию металла во внутренней полости питающей системы раньше кристаллизации металла в тепловом узле отливки, способствуетулучшению газоотвода на наружной полости прибыли и использования атмосферного давления для улучшения условий питания теплового узла отливки.
Дефекты отливок по ступице, полученных по заявленному техническому решению, отсутствовали.
Выход литья по известному составлял 60,5%, а по заявленному-75%, т.е. увеличение выхода годного на 14,5%.
J
Изобретение позволяет улучшить качество отливок и увеличить выход годного.
Формула изобретения
Литниково-питающая система для
получения в керамических формах отливок, преимущественно роторных колес с центрально-расположенным тепловым узлом, содержащая прибыль, утеплитель прибыли и заливочную воронку, отличающаяся тем, что, с целью повышения выхода годного литья, литниково-питающая система выполнена в керамической форме в виде внутренней закрытой прибыли и внешней
открытокольцевой обогреваемой полости, донные части которых сообщены между собой, а на обогреваемой полости сверху диаметрально противоположно друг другу размещены заливочная воронка и выпор,
причем размеры литниково-питающей системы и теплового узла отливки имеют следующие соотношения: Н (0,8...1,2)0, h (0,2.,.0,3)0,
d (0,5...0,75)0, где Н - высота прибыли,
обогреваемой полости, теплового узла; h - расстояние от основания прибыли до начала теплового узла отливки; d - диаметр прибыли; О - диаметр теплового узла.
А
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРХНЯЯ КОНИЧЕСКАЯ КОЛЬЦЕВАЯ ПРИБЫЛЬ ДЛЯ ПОЛУЧЕНИЯ В КЕРАМИЧЕСКИХ ФОРМАХ ОТЛИВОК | 1992 |
|
RU2026130C1 |
| ВЕРХНЯЯ ПРИБЫЛЬ СО СФЕРИЧЕСКИМ ВЕРХОМ | 1992 |
|
RU2080960C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ЛИТНИКОВО-ПИТАЮЩЕЕ УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2330744C2 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
Использование: в литейном производстве. Сущность изобретения: тепловая ось в отливках устраняется за счет наличия в литниковой системе наружной и внутренней полостей, сообщаемых между собой, литниковой воронки и выпора, выполненных над внешней полостью, а внутренняя полость в верхней части закрыта.
| Литье по выплавляемым моделям под ред | |||
| Я | |||
| И | |||
| Шкленника и В | |||
| А, Озерова, М., Машиностроение, 1984, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
