Изобретение относится к литейному производству, в частности к литниковым системам для заливки форм, и может быть использовано в машиностроительной отрасли.
По авт. св. СССР №588054 известна литейная форма, в которой термитной смесью заполнено 60-70% объема огнеупорной оболочки, установленной в прибыльной части верхней полуформы литейной формы. Нижняя часть огнеупорной оболочки выполнена в виде разделительной пластины, изготовленной из смеси с повышенной огнеупорностью. В разделительной пластине имеется питающее отверстие для сообщения с тепловым узлом отливки, перекрытое стальной пластиной толщиной 0,5-1,0 мм. В процессе заливки литейной формы жидкий металл прожигает стальную пластину, и в результате контакта с жидким металлом термитная смесь сгорает, производя перегрев поступившего в прибыль жидкого металла, а образовавшийся термитный металл, смешиваясь с поступившим в прибыльную зону жидким металлом, питает отливку. При этом термитный шлак, всплывший на поверхность жидкого металла в прибыли, образует теплоизоляционный слой.
Реализация данного изобретения позволяет уменьшить расход смеси термита с металлом.
Однако рассматриваемый аналог имеет ряд недостатков, препятствующих получению требуемого технического результата.
Литейная форма по аналогу снабжена огнеупорной оболочкой, состоящей из набора элементов, требующих материальных и временных затрат для их изготовления и простановки в форму, существенно осложняя конфигурацию последней. Термит присутствует в форме в виде смеси, что может привести к механическому засору литейной формы компонентами смеси.
Наиболее близким по технической сути к достигаемому результату является литейная форма [В.А.Новохацкий, А.А.Жуков, Ю.И.Макарычев. Малоотходная технология производства стальных отливок с экзотермическими прибылями. - М.: Машиностроение, 1986. С.16-24], принятая за прототип. Форма предназначена для получения стальных отливок с использованием прибылей с высоким температурным градиентом. Литейная форма включает полость прибыли, в которую засыпают специальную металлотермическую шихту, состоящую из железоалюминиевого термита (22% алюминиевого порошка, 52% окалины, 2% плавикового шпата, 19% молотого шамота, 5% формовочной глины), ферросплавов и других материалов. Для того чтобы частицы металлотермической шихты не осыпались в полость формы, прибыльная часть формы с металлотермической шихтой отделена от полости формы разделительной металлической пластиной. Расплав жидкой стали поступает в полость формы через литниково-питающую систему и вступает в контакт с разделительной металлической пластиной, в результате чего последняя нагревается и посредством теплопроводности передает тепло металлотермической шихте. Температура расплава жидкой стали, поступающей в форму, позволяет воспламенить металлотермическую шихту прибыли; начавшееся горение протекает быстро, в течение нескольких секунд распространяясь на весь объем термитной смеси, и проходит по реакции:
2Аl+Fе2О3=2Fe+Al2О3+Q' p, Q' p=854 кДж
При сгорании этой смеси (т.е. прохождении окислительно-восстановительной реакции) образуется жидкая термитная сталь требуемого химического состава с температурой выше 2400 К, которая расплавляет разделительную металлическую пластину, смешивается со сталью, поступающей в прибыль при заливке формы, перегревает и питает отливку.
Практическое использование этой литейной формы позволяет: сократить расход жидкой стали на прибыли и повысить выход годного литья; рационально использовать железную окалину, являющуюся технологическим отходом металлургического производства.
Однако рассматриваемый прототип литейной формы с использованием прибылей с высоким температурным градиентом имеет ряд недостатков, препятствующих получению требуемого технического результата.
Реализация прототипа требует значительной емкости прибыли для засыпки термитной смеси, что увеличивает объем формы; наличия в форме разделительной металлической пластины. В случае отсутствия или неполного прохождения термической реакции термитная смесь, попадая в жидкий металл после расплавления разделительной металлической пластины, может привести к структурным различиям тела отливки и подприбыльной зоны, механическому засору формы, возможному появлению усадочных дефектов, что снижает качество литья.
Эти недостатки устраняются предлагаемым техническим решением. Задача, решаемая заявленным изобретением, заключается в возможности использования в литейной форме прибыли, полученной прессованием термитной смеси, что сокращает объем прибыльной части формы, при этом устанавливать в форму огнеупорную оболочку с разделительной металлической пластиной не требуется, поэтому термическая реакция активируется при непосредственном контакте материала прибыли с расплавленным металлом, поступающим в форму, что снижает вероятность отсутствия термической реакции. При этом устраняется возможность появления засора, что приводит к повышению качества литья.
Сущность заявленного изобретения заключается в том, что литейная форма содержит прибыль, выполненную прессованием металлотермической шихты до плотности 2300-4000 кг/м3, в которой выполнено вертикальное отверстие, составляющее 30-50% от ее объема и имеющее в вертикальном сечении вид трапеции, расположенной меньшим основанием к ладу формы.
Указанный технический результат достигается заявленным изобретением, включающим литниково-питающую систему с прибылью из термитной смеси, устанавливаемую в соответствующую полость литейной формы, выполненную прессованием металлотермической шихты до плотности 2300-4000 кг/м3, имеющую в вертикальном сечении вид трапеции, расположенной меньшим основанием к ладу формы, в прибыли выполнено вертикальное отверстие, составляющее 30-50% от объема прибыли.
Причинно-следственная связь между существенными признаками и достигаемым техническим решением обеспечивается посредством получения прибыли прессованием термитной смеси и более стабильным прохождением термитной реакции, в результате которой образуется расплав стали. В данном случае исключается возможность неполного прохождения окислительно-восстановительной реакции и появления структурных различий тела отливки и подприбыльной зоны, а также брака отливок в результате механического засора формы. Экономичность процесса обеспечивается снижением объемов форм за счет сокращения емкости прибыли до 7 раз, при этом конструкция прибыли не предусматривает выполнения знаковых частей.
Получение прибыли плотностью более 4000 кг/м3 нецелесообразно, т.к. такая прибыль имеет сколы поверхности, образующиеся вследствие высоких внутренних напряжений. Получение прибыли прессованием порошка термитной смеси до плотности 2300 кг/м3 нецелесообразно вследствие низкой прочности такой прессовки. Объем образующегося в результате термической реакции шлака из материала прибыли определяет диаметр вертикального отверстия для отвода газов и шлака, составляющий 30-50% от объема прибыли. Выполнение вертикального отверстия объемом менее 30% от объема прибыли существенно затруднит отвод газов и шлака, образующихся в результате реакции. Выполнение отверстия объемом более 50% от объема прибыли приведет к снижению стабильности прохождения термитной реакции.
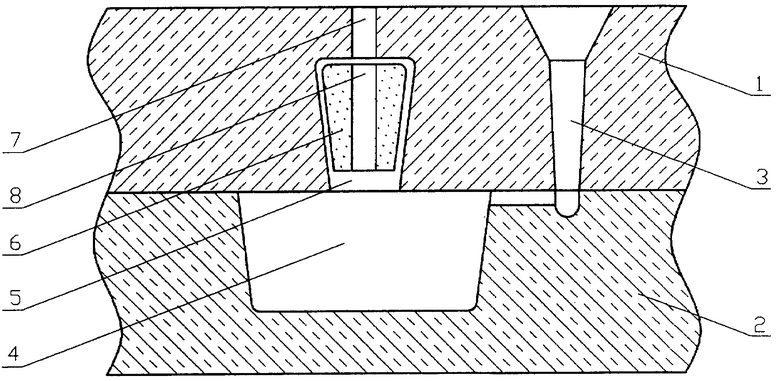
Литейная форма с термитной прибылью поясняется чертежом. На чертеже показано вертикальное сечение формы.
Литейная форма состоит из нижней 1 и верхней 2 полуформ, литниково-питающей системы 3, образующей отливку полости формы 4, полости прибыли 5, прессованной прибыли 6 с сечением в виде трапеции с вертикальным отверстием 8, составляющим 40% от объема прибыли и выпора 7. Прибыль формы получена прессованием до плотности 3100 кг/м3 металлотермической шихты, образованной в результате механического смешивания железоалюминиевого термита (22% алюминиевого порошка, 52% окалины, 2% плавикового шпата, 19% молотого шамота, 5% формовочной глины), ферросплавов и других материалов, необходимых для получения отливки требуемого химического состава.
Литейную форму с термитной прибылью применяют следующим образом.
Прибыль трапециевидного сечения 6 устанавливают на модельной плите и заформовывают верхнюю полуформу 2, при этом прибыль располагают меньшим основанием к ладу формы. Такое расположение прибыли 6 в форме 4 обусловлено необходимостью увеличения потребления тепла телом отливки, образующейся в форме 4 при затвердевании расплава жидкого металла. Собранную форму с заформованной прибылью заливают расплавом стали. Контакт расплава жидкой стали, поступающего в полость формы 4 через литниково-питающую систему, осуществляется с нижней частью прибыли 6. Температура расплава жидкой стали, поступающей в форму 4, позволяет воспламенить прессованную металлотермическую прибыль 6; начавшееся горение протекает быстро, в течение нескольких секунд распространяясь на весь объем прибыли 6, и проходит по реакции:
2Аl+Fе2O3=2Fe+Аl2О3+Q' p, Q' p=854 кДж
При сгорании материала прибыли 7 (т.е. прохождении окислительно-восстановительной реакции) образуется жидкая термитная сталь требуемого химического состава с температурой выше 2400 К, которая смешивается со сталью, поступающей из формы 4 при заливке, перегревает и питает отливку. Образующиеся в результате термитной реакции газы и шлак удаляются из формы 4 через отверстие прибыли 8 и выпор 7.
Таким образом, предлагаемое изобретение позволяет получать отливки с прогнозируемой структурой при сокращении габаритов формы и емкости формовочных материалов, что достигается посредством использования прибыли, получаемой прессованием металлотермической шихты, состоящей из железоалюминиевого термита (22% алюминиевого порошка, 52% окалины, 2% плавикового шпата, 19% молотого шамота, 5% формовочной глины), ферросплавов и других материалов, из которых изготавливается прибыль формы плотностью 2300-4000 кг/м3. Конструкция литейной формы не допускает неполного прохождения термической реакции, так как термитная смесь находится в спрессованном состоянии, структурные различия тела отливки и подприбыльной зоны, механический засор формы и усадочные дефекты отсутствуют, что повышает качество литья. Выполнения знаков для крепежа прибыли в верхней полуформе не требуется.
Промышленная применимость разработанной литейной формы с термитной прибылью обуславливается использованием малогабаритных прибылей, состоящих из отходов металлургического производства, исключением затрат на исправление брака отливок; простотой осуществления технологической операции установки прибыли в форму, рациональным использованием отходов производства.
Заявленное изобретение обеспечивает получение дополнительного результата, который заключается в снижении себестоимости литья за счет сокращения объемов формы в результате сокращения объема полости прибыли до 7 раз, а также за счет полноты прохождения окислительно-восстановительной реакции, что устраняет появление брака отливок по недоливу и механическому засору формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367540C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК ИЗ ТЕРМИТНОЙ ШИХТЫ | 2016 |
|
RU2634818C1 |
| Способ изготовления прибыльной части литейной формы | 1975 |
|
SU588054A2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367539C2 |
| ЛИТЕЙНАЯ ПЕСЧАНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1993 |
|
RU2103110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1996 |
|
RU2108893C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1992 |
|
RU2015835C1 |
| Способ изготовления прибыльной части литейной формы | 1971 |
|
SU444600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| Способ литья | 1991 |
|
SU1787677A1 |
Изобретение относится к литейному производству. Литейная форма содержит литниково-питающую систему с прибылью, в которой размещена металлотермическая шихта. Металлотермическая шихта спрессована до плотности 2300-4000 кг/м3. Прессовка имеет форму трапеции и установлена в полости прибыли меньшим основанием к ладу литейной формы. В прессовке выполнено вертикальное отверстие, составляющее 30-50% от ее объема. При заливке стали в форму происходит сгорание металлотермитной смеси. Образующаяся жидкая термитная сталь требуемого химического состава смешивается со сталью, залитой в форму, и питает отливку. Образующиеся газы удаляются из формы через отверстие и выпор. Обеспечивается сокращение расхода жидкой стали на прибыли и повышение выхода годного литья. 1 ил.
Литейная форма, содержащая литниково-питающую систему с прибылью и металлотермическую шихту, отличающаяся тем, что металлотермическая шихта спрессована до плотности 2300-4000 кг/м3 и в виде прессовки в форме трапеции установлена в полости прибыли меньшим основанием к ладу литейной формы, при этом прессовка выполнена с вертикальным отверстием, составляющим 30-50% от ее объема.
| НОВОХАЦКИЙ В.А | |||
| и др | |||
| Малоотходная технология производства стальных отливок с экзотермическими прибылями | |||
| - М.: Машиностроение, 1986 | |||
| Способ изготовления прибыльной части литейной формы | 1975 |
|
SU588054A2 |
| Способ изготовления прибыльной части литейной формы | 1971 |
|
SU444600A1 |
| Экзотермическая смесь для обогрева прибыльных частей литейных форм | 1976 |
|
SU598684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1996 |
|
RU2108893C1 |
| ЕМКОСТНОЕ УСТРОЙСТВО ДЛЯ ОХРАННОЙ СИГНАЛИЗАЦИИ | 1991 |
|
RU2010337C1 |

