Изобретение относится к литейному производству и может использоваться при центробежном литье с вертикальной осью вращения отливок-роторов, имеющих тонкие лопасти и массивное внутреннее кольцо из высокотемпературных сплавов, например жаропрочных.
Целью изобретения является сокращение расхода металла на литниковую систему и повьппение качества отливок.
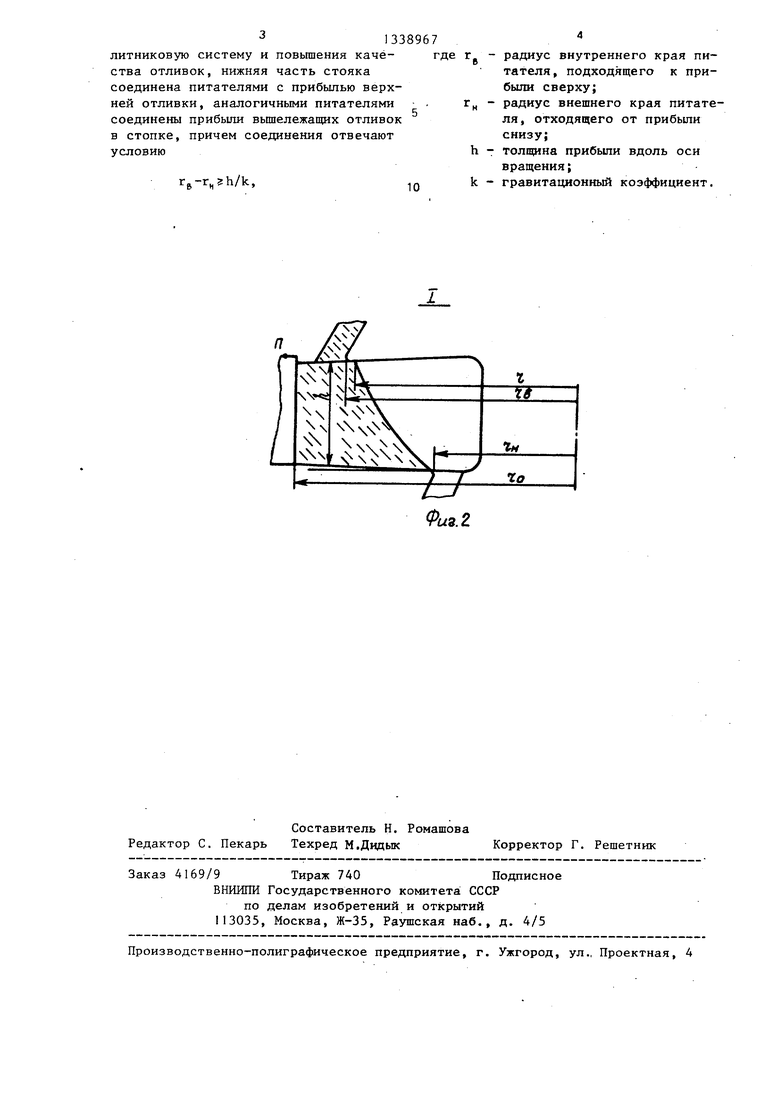
На фиг. 1 показана стопка отливок- роторов; на фиг. 2 - узел I на фиг.1;
Отливки-роторы содержат лопатки 1 и кольцевое тело 2, имеющее внутреннюю кольцевую прибыль 3. Стояк-чаша 4 имеет, донную часть в виде рассекателя. Питатели стояка 5 равномерно распределены по окружности,, имеют сечение, уменьшающееся сверху вниз. Питатели 6 и 7 между прибылями отливок имеют постоянное сечение и наклонены верхней частью к оси вращения,
На фиг. 2 обозначены: h - высота
800°С
и температуре расплава при
о ,
прибыли; Гд - внутренний радиус низа 25 осуществляют при температуре формы питателя 6; Гц - наружный радиус верха питателя 7; г - радиус свободной поверхности расплава по верхней поверхности прибьши. Разность.радиузаливке 1550 С. Частота вращения формы 12 .
Полость формы имеет размеры: от- 30 лиБка-кольцо ф 210/230, Н20 мм/, 4 лопатки длиной 20 и толщиной от 1 до 3 мм, прибыль 0ц„„т-р 170 мм, для заливки предусмотрена чаша ф90 мм с восьмью питателями сечением вверху 20-30 мм, внизу 5-20 мм. Форма имее три отливки, прибыли которых соедин ются питателями по восемь в ряду, сечением 520 мм с радиусами присое динения мм, мм.
сов г и г не превьш1ает отношения h/k, где h - высота прибьши, k - гравитационный коэффициент для радиуса г, т.е.
rg-rn h/k(1).
Форму для жаропрочных сплавов изготавливают из силлиманитокорундо- вых материалов по выплавляемым моделям и после нагрева устанавливают на центробежную машину, приводят во вращение вокруг оси с частотой л и заполняют литейным сплавом. В процессе заливки расплав из ковша через стояк и литники 5 заполняет верхнюю отливку и часть прибыли до тех пор, пока свободная, поверхность расплава в прибыли не достигнет положения, соответствующего Гц. С этого момента времени расплав перетекает по питателям 6 во вторую сверху отливку и так далее до заполнения последней отливки. После этого заполняются незаполненные части прибылей,начиная с прибыли нижней отливки и кончая прибьшью верхней отливки. После заполнения формы и начала подъема уровня расплава в стояке заливку прекращают.
Условие (1) получено из следующих соображений. Заполнение нижележащей
отливки после заполнения верхней не должно сопровождаться разбрызгиванием потока. Предупреждение разбрызгивания достигается при истечении жидкости в прибыль вьш1ележащей отливки под уровень. Это возможно в случае, если свободная поверхность жидкости в при- бьши вышележащей отливки в момент
начала истечения из нее в нижние питатели проходит по верхней поверхности прибыли с радиусом г (фиг. 2),
Процесс разбрызгивания потока при несоблюдении условия (1) объясняется
тем, что при истечении жидкости из верхнего питателя в прибыль на свободную поверхность с незатопленным устьем потока при скоростях потока более 2м/с часть потока отражается
от свободной поверхности с выделением брызг, которые проникают в нижележащую отливку с образованием корольков.
Заполнение отливок сплавом ВНЛ-1
800°С
и температуре расплава при
о ,
осуществляют при температуре формы
заливке 1550 С. Частота вращения формы 12 .
Полость формы имеет размеры: от- лиБка-кольцо ф 210/230, Н20 мм/, 43 лопатки длиной 20 и толщиной от 1 до 3 мм, прибыль 0ц„„т-р 170 мм, для заливки предусмотрена чаша ф90 мм с восьмью питателями сечением вверху 20-30 мм, внизу 5-20 мм. Форма имеет три отливки, прибыли которых соединяются питателями по восемь в ряду, сечением 520 мм с радиусами присоединения мм, мм.
Литниковая система предлагаемой конструкции позволяет повысить выход Годного за счет сокращения расхода металла на литниковую систему на 10%, а также повысить качество отливок, предупредить образование дефектов по заполнении форм - спаев, корольков.
Формула и з обретения
Литниковая система для центробежHot o литья с вертикальной осью вращения , преимущественно для стопочной заливки отливок роторов, состоящая из литейной чаши-стояка, питателей и прибылей в виде кольца, вставленного в кольцевую часть ротора, о т- личающаяся тем, что, с целью сокращения расхода металла на
литниковую систему и повьппения качества отливок, нижняя часть стояка соединена питателями с прибьшью верхней отливки, аналогичными питателями соединены прибыли вышележащих отливок в стопке, причем соединения отвечают условию
,
где г - радиус внутреннего края питателя, подходящего к прибыли сверху;
г„ - радиус внешнего края питателя, отходящего от прибыли снизу; h - толщина прибыпи вдоль оси
вращения; k - гравитационный коэффициент.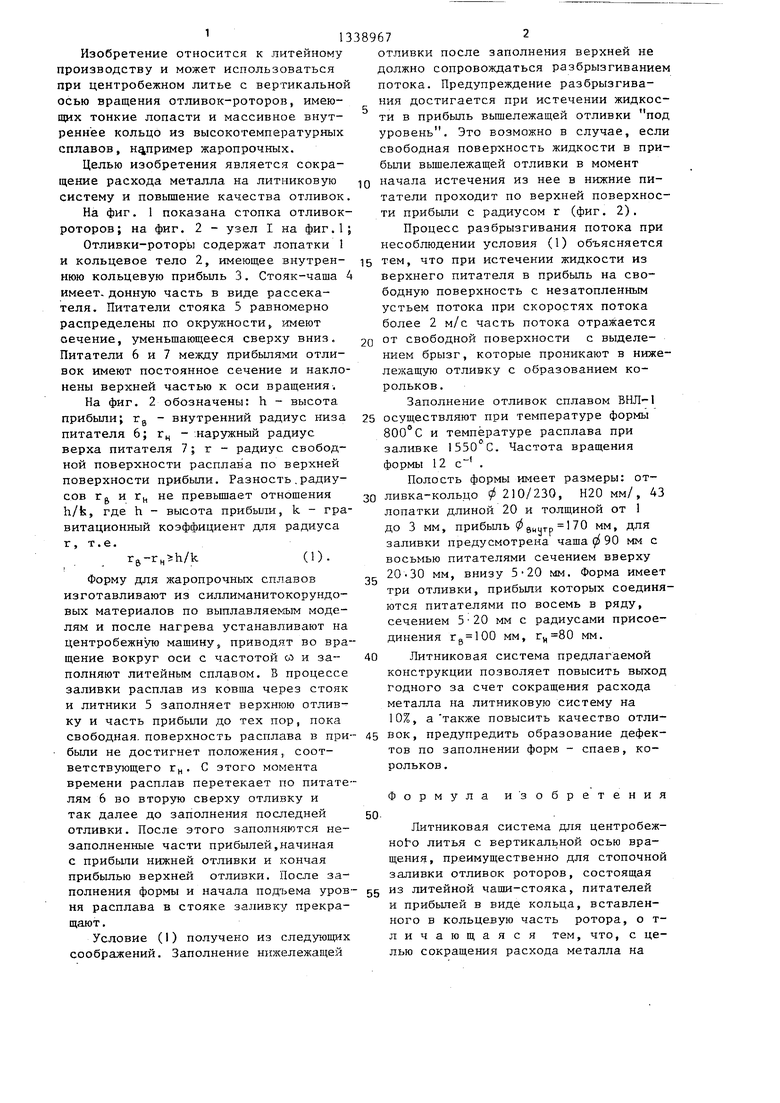
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья с вертикальной осью вращения и форма для его осуществления | 1985 |
|
SU1338968A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1984 |
|
SU1271643A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Литейная форма | 1986 |
|
SU1405944A1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2341351C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2357832C2 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| Способ заливки литейных форм | 1986 |
|
SU1411099A1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
Изобретение относится к литейному производсту, в частности к литниковым системам для центробежного литья с вертикальной осью вращения, преимущественно отливок роторов, заливаемых в стопку. Цель изобретения - сокращение расхода металла на литниковую систему и повышение качества отливок - достигается соединением питателями нижней части стояка с прибылью верхней отливки, а прибылей вьппележащих отливок с прибьшями нижележащих отливок в стопке. Соединения отвечают условию: rj-rH h/k(l), где Гр - радиус внутреннего края питателя, подходящего к прибыли сверху, Гц - радиус внешнего края питателя, отходящего от прибыли снизу, h - толщина прибыли вдоль оси вращения, k - гравитационный коэффициент. Литниковая система содержит стояк 4, питатели 5, соединяющие нижнкио часть стояка с прибылью 3 верхней отливки 2, питатели 6 и 7, соединяющие прибыли 3 и 3 вьшгележап х отливок с прибылями 3 и 3 нижележащих отливок в стопке. Сокращение расхода металла достигается за счет сокращения длины стояка, а повышение качества отливок обеспечивается за счет исключения разбрызгивания заливаемого расплава путем заполнения полостей под уровень, что имеет место при выполнении условия (1). 2 ил. (Л 00 со 00 QD 05 1 .i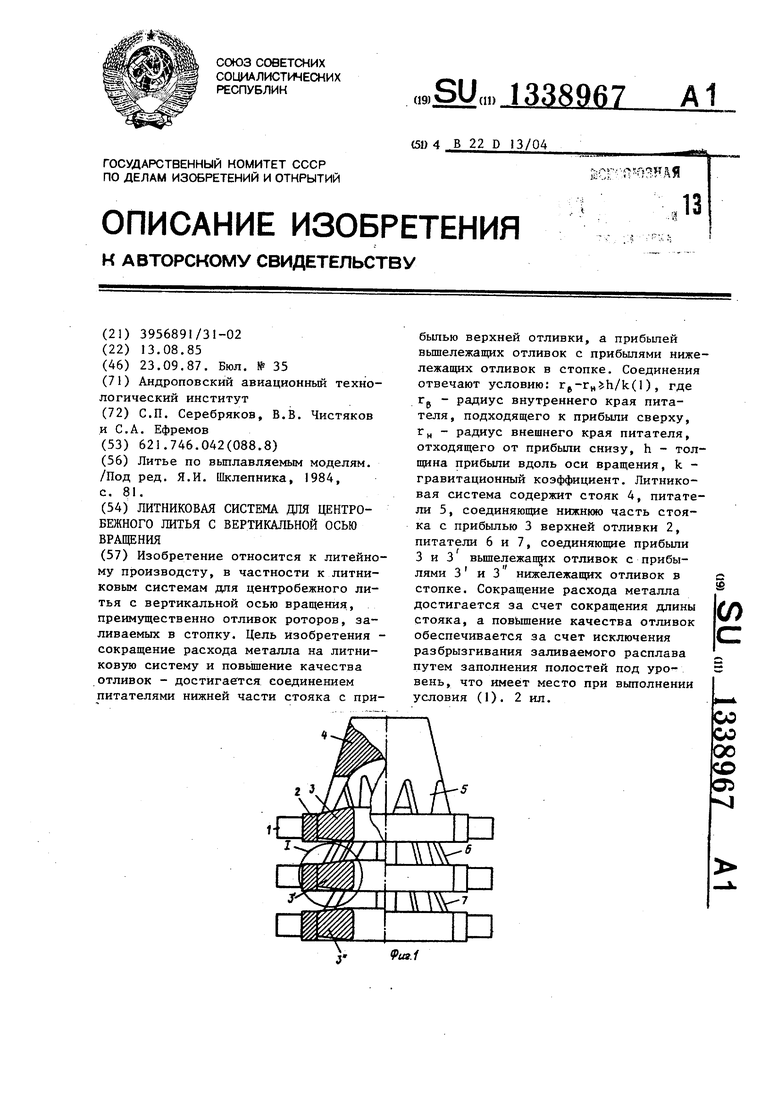
Физ.г
| Литье по выплавляемым моделям | |||
| /Под ред | |||
| Я.И | |||
| Шклепника, 1984, с | |||
| Горный компас | 0 |
|
SU81A1 |
