Изобретение относится к непрерывному литью металлов, а именно алюминиевых сплавов.
Известен способ непрерывного литья металлов, включающий подвод металла через распределительную коробку под мениск в кристаллизаторе в горизонтальном направлении со скоростью истечения 0,14 м/с.
Известный способ не гарантирует в выплавленном слитке однородной мелкозернистой структуры. Более, чем в 90% случаев крупногабаритные слитки имеют веерную структуру, которая снижает технологическую пластичность литого металла и эксплуатационные характеристики изготовленных из него полуфабрикатов.
Заявляемый способ решает задачу получения алюминиевого слитка с однородной мелкозернистой структурой, которая устраняет перечисленные недостатки.
При литье алюминиевого слитка предлагаемым способом регламентируется интенсивность движения расплава в объеме лунки кристаллизующегося слитка.
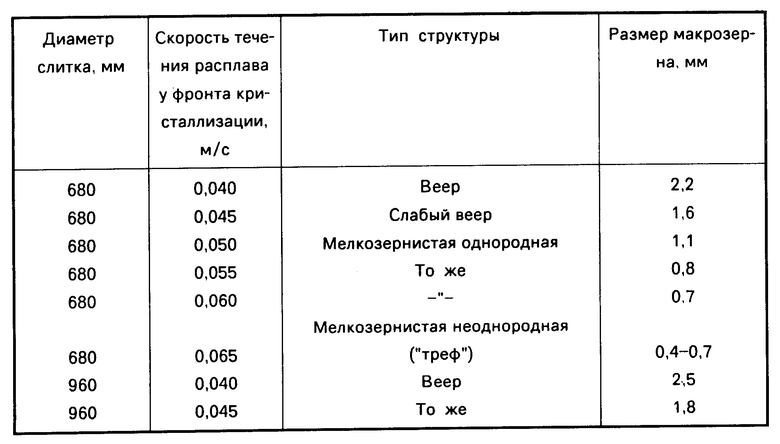
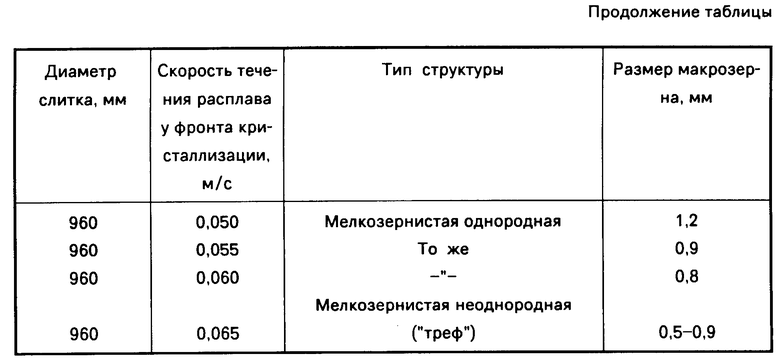
Указанный технический результат достигается тем, что в способе непрерывного литья алюминиевых сплавов, включающем струйную подачу расплава в кристаллизатор через распределительную коробку под мениск в горизонтальном направлении с заданной скоростью и вытягивание слитка, в соответствии с изобретением скорость течения струй расплава у фронта кристаллизации устанавливают в пределах 0,05-0,06 м/c.
Расплав, подходящий с такой скоростью к фронту кристаллизации, размывает растущие кристаллы с образованием большого количества центров кристаллизации. В результате в слитке формируется однородная мелкозернистая структура.
При скорости менее 0,05 м/с появляются веерные кристаллы, снижающие технологическую пластичность металла, а также увеличивается размер макрозерна. При скорости течения более 0,06 м/с в месте течения струй структура измельчается в большей степени, чем между струями, что приводит к образованию мелкозернистой неоднородной структуры типа "треф".
Скорость течения расплава в указанных пределах устанавливают подбором размеров распределительной коробки в зависимости от размера кристаллизатора и заданной начальной скорости струи.
П р и м е р. Алюминиевый расплав с определенной скоростью по желобу подают в установленную на кристаллизаторе распределительную коробку, имеющую отверстия в боковой поверхности, опущенные под мениск лунки жидкого металла. Размеры распределительной коробки и диаметр отверстий задают заранее.
Расплав вытекает через эти отверстия горизонтально направленными струями с заданной скоростью, перемешивая жидкий металл в лунке. По мере кристаллизации слитка его вытягивают вниз.
Проведено опытное литье слитков диаметрами 680 мм и 960 мм при различных скоростях течения расплава.
Результаты приведены в следующей таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2031171C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1992 |
|
RU2043839C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2414324C1 |
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2089633C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУР НА ОСНОВЕ ВАНАДИЯ | 1994 |
|
RU2083712C1 |
| ЛИГАТУРА | 1992 |
|
RU2026395C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОЛИБДЕНСОДЕРЖАЩИХ ЛИГАТУР | 1994 |
|
RU2082799C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ НИКЕЛЬ-МОЛИБДЕН | 2003 |
|
RU2236478C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД | 1999 |
|
RU2166842C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
В способе непрерывного литья алюминиевых сплавов для получения слитка с однородной мелкозернистой структурой предложено регулировать интенсивность движения расплава в жидкой лунке кристаллизующегося слитка. Это достигается за счет подачи расплава в кристаллизатор через распределительную коробку под меникс в горизонтальном направлении со скоростью, величину которой у фронта кристаллизации устанавливают в пределах 0,05 ... 0,06 м/с. 1 табл.
СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ, включающий струйную подачу расплава в кристаллизатор через распределительную коробку под мениск в горизонтальном направлении с заданной скоростью и вытягивание слитка, отличающийся тем, что скорость течения струй расплава у фронта кристаллизации устанавливают в пределах 0,05-0,06 м/с.
| Германн | |||
| Э | |||
| Непрерывное литье | |||
| М.: Металлургиздат, 1961, с.381-382, рис.1110, 1111. |

