Изобретение относится к электротермии, а именно к конструктивным элементам электрических печей, и может быть использовано при вакуумно-дуговом переплаве высокореакционных цветных металлов, их сплавов и сталей.
Известен расходуемый электрод, представляющий собой слиток первого переплава, состоящий из расходуемой цилиндрической части (Титановые сплавы. Плавка и литье титановых сплавов / Андреев А.Л., Аношкин Н.Ф., Бочвар Г.А. и др. - М.: Металлургия, 1994, с. 196, рис. 71).
При переплаве известного расходуемого электрода его приваривают к огарку, предварительно закрепленному в печи на электрододержателе, или к переходнику, приваренному к огарку. Зона приварки характеризуется химической неоднородностью с основным металлом и является источником загрязнения выплавляемого слитка.
Операция приварки данного электрода к расходуемому переходнику или к огарку сопровождается нагревом свариваемых поверхностей дугой, расплескиванием и разбрызгиванием металла на внутренние поверхности плавильной камеры и падением капель в кристаллизатор, соприкосновением свариваемых поверхностей друг с другом с выжиманием жидкого металла в периферийную зону и образованием значительных натеков, состав которых отличается от состава основного металла.
Каждый раз печь специально вакуумируется на приварку, которая осуществляется за счет личных навыков плавильщика, а затем вскрывается для осмотра. Если качество приварки по мнению контролера признается недостаточно надежным, то плавление литого электрода вынужденно ведут на пониженных токовых режимах или электрод вместе с приваренным огарком выгружают из печи для устранения дефектов и переподготовки. В практике во время плавки случаются и обрывы электрода по месту приварки, т.е. аварии.
Во избежание попадания дефектного металла из зоны приварки в слиток плавильщики недоплавляют последнюю часть электрода, на практике высотой 50-100 мм, что оборачивается значительным снижением выхода годного металла и не является гарантией чистоты выплавляемого слитка, поскольку во время плавления на боковых и торцевых поверхностях электрода, переходника и огарка скапливаются конденсат, корольки затвердевшего металла и наросты, которые при сотрясении печи, электрододержателя и сплавляемого электрода падают в расплав. В дальнейшем эти химически неоднородные включения обнаруживаются в слитках, в конечных изделиях авиационной и другой техники и являются потенциальными источниками разрушения изделий во время их эксплуатации.
После выгрузки слитка из печи в нее устанавливают специальный кристаллизатор "чашу", в которую сплавляют остаток ("блин") электрода, а полученный оплавыш, загрязненный зоной приварки, направляют в отходы, на переработку. Их используют для производства ферротитана, поскольку вовлечение этих недоброкачественных отходов в шихту ухудшает качество слитков.
Задачей, на решение которой направлено заявленное изобретение, является разработка литого расходуемого электрода, последующие переплавы которого исключают возможность образования тугоплавких газонасыщенных включений в готовом слитке при одновременном повышении выхода годного металла.
Техническим результатом, достигаемым при осуществлении изобретения, является как отсутствие дефектных, загрязненных, химически неоднородных зон изначально в самом расходуемом электроде, так и предотвращение скопления дефектных образований на поверхности электрода в процессе его переплава.
Указанный технический результат достигается тем, что в расходуемом электроде для вторичного и последующих переплавов, включающем цилиндрическое тело, в соответствии с изобретением верхний конец тела выполнен в виде огарка, состоящего из хвостовика и переходной части. При этом зоны контакта всех элементов электрода (цилиндрического тела, переходной части и хвостовика) выполнены монолитными: литыми или сплавленными.
Переходная часть огарка может быть выполнена конической или цилиндрической (в том числе ступенчатой).
На переходную часть и/или торец тела электрода может быть свободно надет съемный кожух различной формы. При этом съемный кожух может иметь дополнительную стенку, образующую накопительную емкость для загрязнений.
При выполнении переходной части цилиндрической на верхнем торцевом пояске тела электрода может быть выполнено углубление, образующее накопительную емкость для загрязнений.
Переходная часть огарка может быть выполнена заглубленной в цилиндрическое тело электрода.
Выполнение верхней части расходуемого электрода, представляющего собой монолитный слиток первого переплава, в виде огарка, состоящего из хвостовика и переходной части, позволяет закреплять электрод на электрододержателе печи второго переплава без посреднических приспособлений и подготовительных сварных операций.
Выполнение зон контакта всех элементов электрода (цилиндрического тела и переходной части, переходной части и хвостовика) монолитными: литыми или сплавленными (в гарнисажных, плазменных, электронно-лучевых или вакуумных дуговых печах) обеспечивает отсутствие в расходуемом электроде дефектного металла сварной зоны и предотвращает таким образом загрязнение выплавляемого слитка посторонними химически неоднородными включениями.
При выполнении переходной части огарка конической формы конденсат металлов и затвердевшие корольки не скапливаются на электроде, а скатываются в ванну жидкого металла выплавляемого слитка и успевают расплавиться.
Переплав такого электрода может быть произведен как обычно, с недоплавлением определенной высоты цилиндрического тела, так и до полного сплавления цилиндрического тела или даже до сплавления небольшой высоты переходной конической части до определенного диаметра.
Выполнение переходной части огарка цилиндрической формы обусловлено действующей технологией и существующим парком оборудования. Ступенчатая переходная часть цилиндрической формы удобна для закрепления и проточки остатка расходуемой части цилиндрического тела перед наплавлением очередного слитка-электрода на него. При переплаве электродов с цилиндрической переходной частью оставляют недоплавленной часть цилиндрического тела, которую затем обтачивают для повторного использования.
Съемный кожух защищает поверхность переходной части огарка, а также и торцевую поверхность тела электрода в случае выполнения переходной части цилиндрической формы, от затвердевающего конденсата и обеспечивает повторное использование несплавленного огарка без промежуточной очистки.
Накопительная емкость, выполненная на съемном кожухе, играет роль дополнительной ловушки для загрязнений.
На завершающей стадии плавки по возрастающему свечению кольцевой наружной кромки вокруг относительно холодного и темного защитного кожуха улучшены условия для визуального контроля и своевременного отключения печи.
Таким образом, при переплаве заявленного расходуемого электрода обеспечивается высокое качество и химическая однородность получаемого слитка второго переплава и также повышается выход годного металла.
Оставшаяся верхняя часть электрода, включающая хвостовик и переходную часть, является по сути дела чистым в химическом отношении оборотным элементом, так называемым "оборотным огарком", предназначенным для многократного использования.
"Оборотный огарок" в одном случае закладывают хвостовиком вниз в поддон соответствующей конструкции кристаллизатора вакуумной дуговой печи, расплавляют на него прессованный расходуемый электрод и снова получают монолитный литой расходуемый электрод (слиток первого переплава) заявленной формы, с хвостовиком для электрододержателя печи второго переплава.
Многократное использование "оборотного огарка" при повторении переплавов дважды или более раз повышает химическую однородность и микроструктуру сложнолегированных слитков сталей и сплавов цветных металлов.
В другом случае (например, при гарнисажной плавке) "оборотный огарок" с цилиндрической переходной частью закладывают хвостовиком вниз в поддон соответствующей конструкции, при этом переходная часть может выступать из поддона, и заливают расплавленным металлом, реализуя вариант, когда цилиндрическая переходная часть выполнена заглубленной в тело электрода, получая заявленный монолитный литой расходуемый электрод с хвостовиком для печи второго переплава.
"Оборотный огарок" в ином случае загружают в целом виде в тигель гарнисажной печи с очередной шихтой, расплавляют, переливают расплавленный металл в кристаллизатор с поддоном соответствующей конструкции и получают заявленный монолитный литой расходуемый электрод с хвостовиком для электрододержателя вакуумной дуговой печи второго переплава.
Малогабаритные расходуемые электроды заявленной формы полностью приспособлены для плавления способом VADER (vacuum are double- electrode remelting) с многократным использованием "оборотных огарков".
Кроме этого, расходуемые электроды заявленной формы могут быть использованы при электронно-лучевом и плазменном переплавах.
В крайнем случае "оборотный огарок" может быть использован как обычный огарок, то есть, служить для приварки прессованного электрода и использования по известной технологии в печах первого переплава.
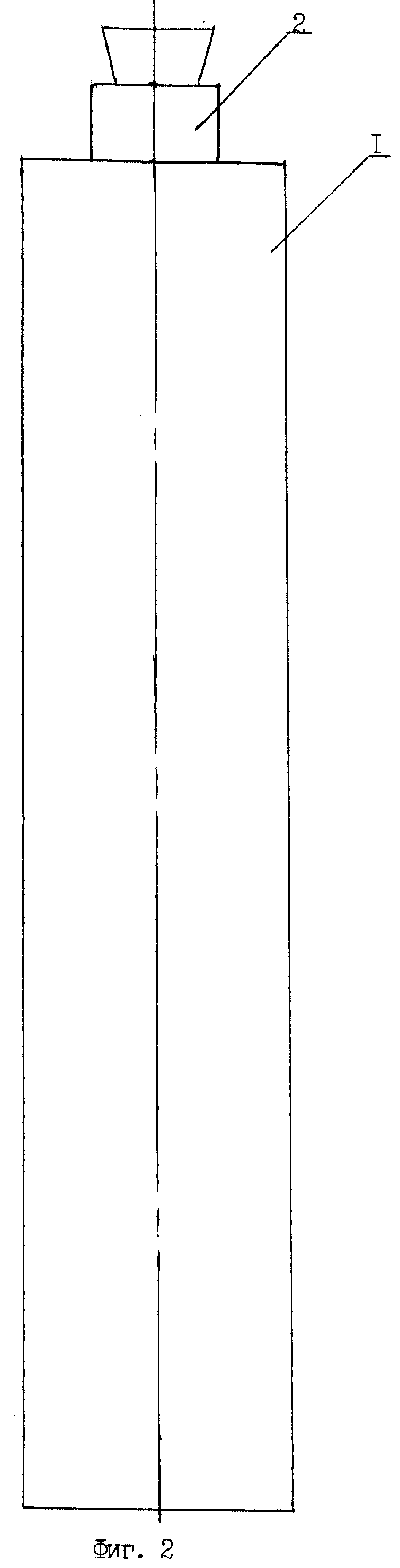
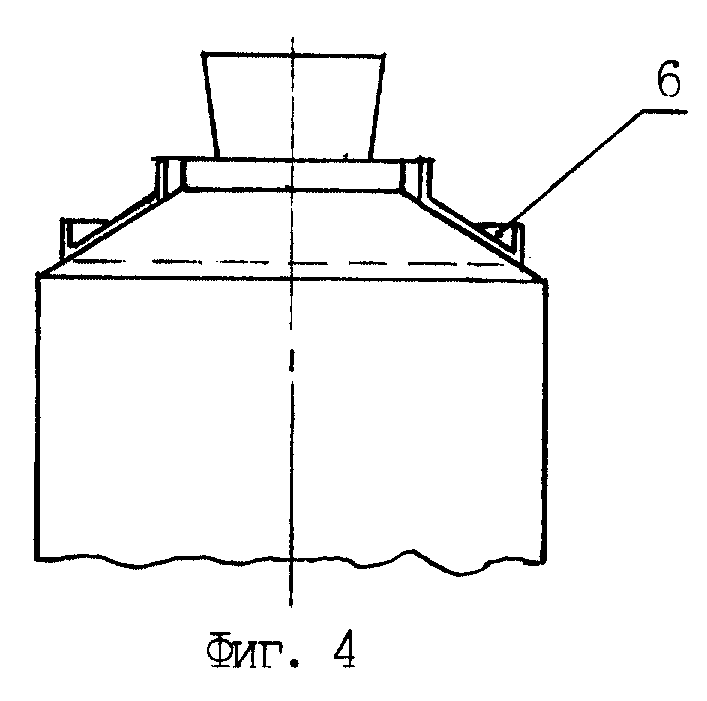
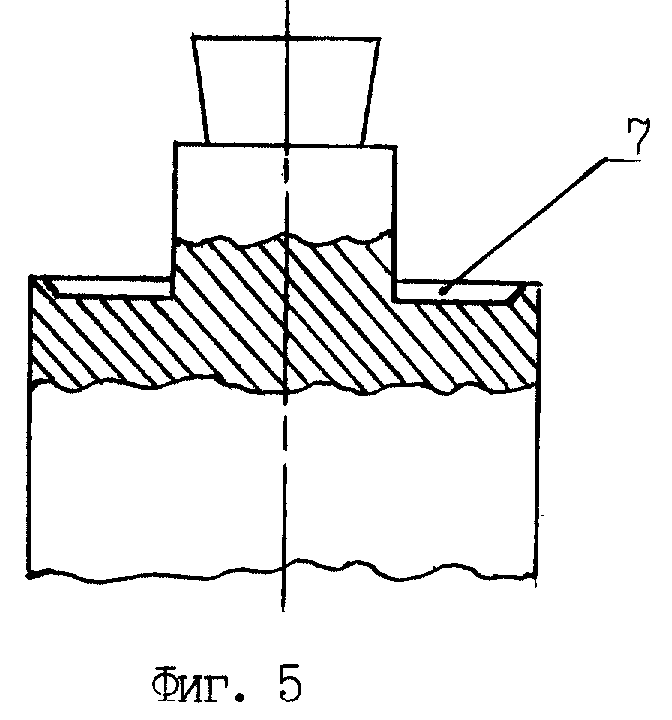
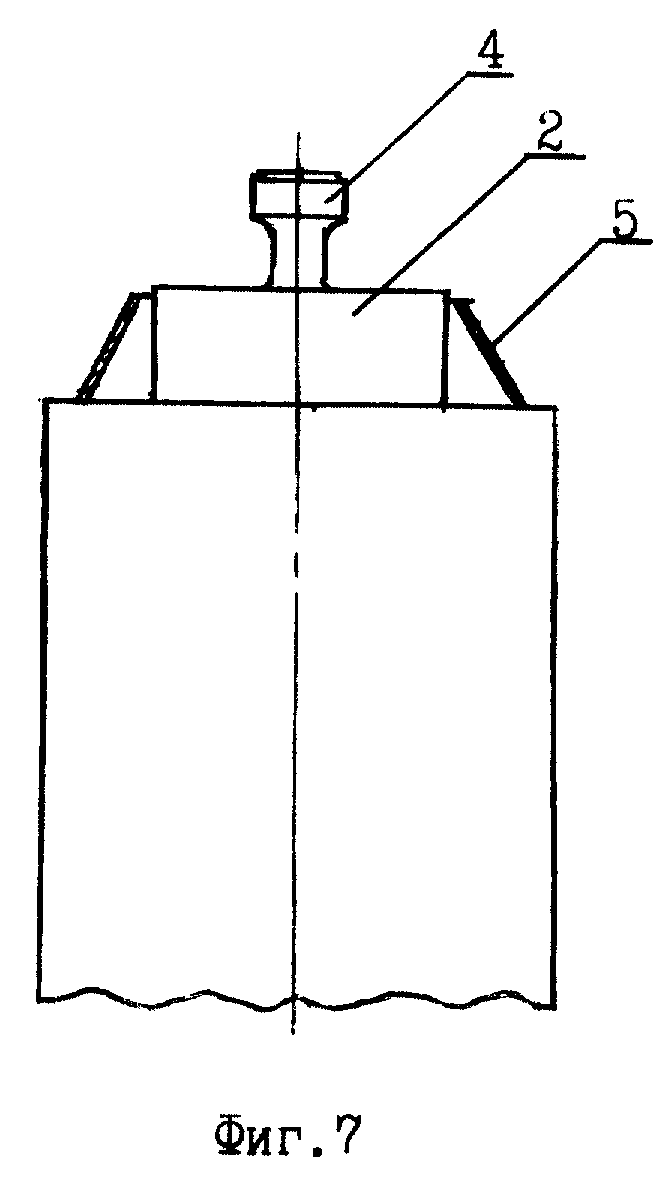
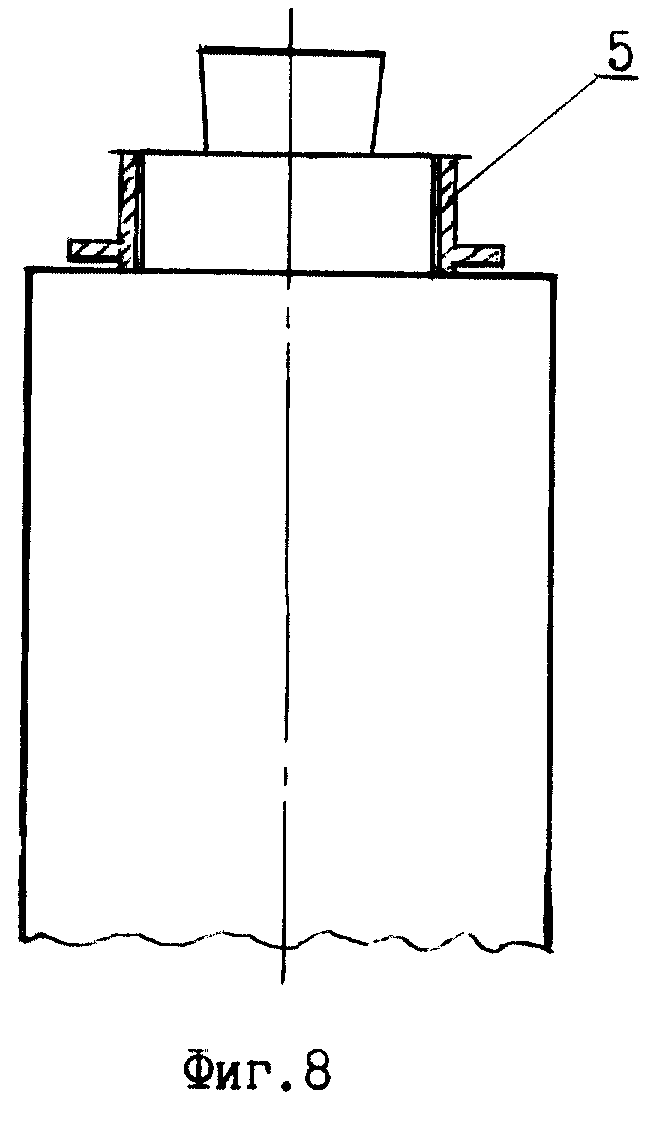
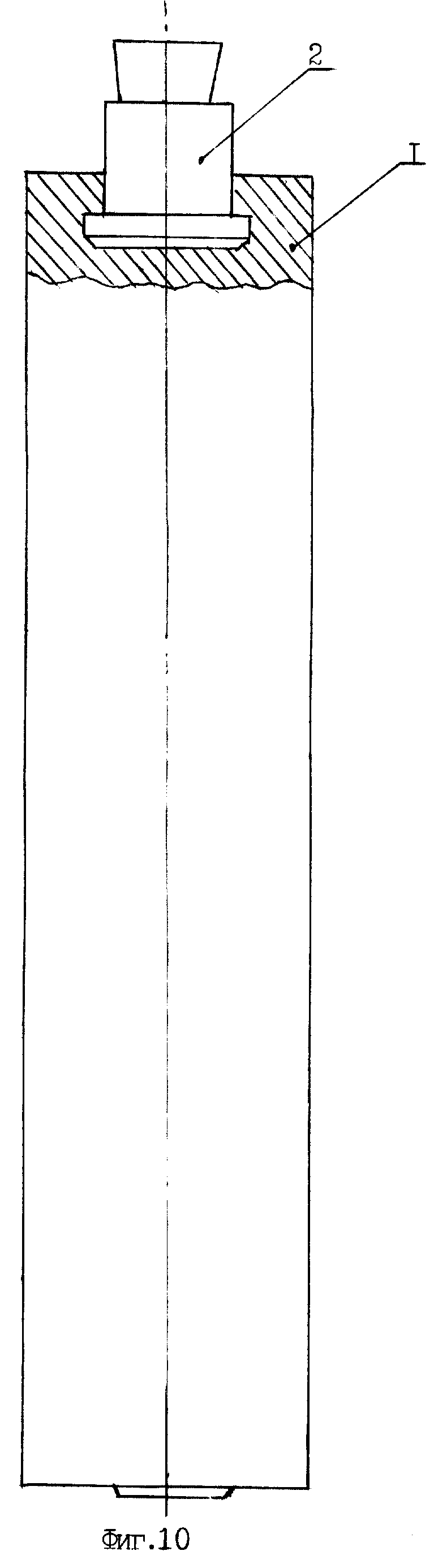
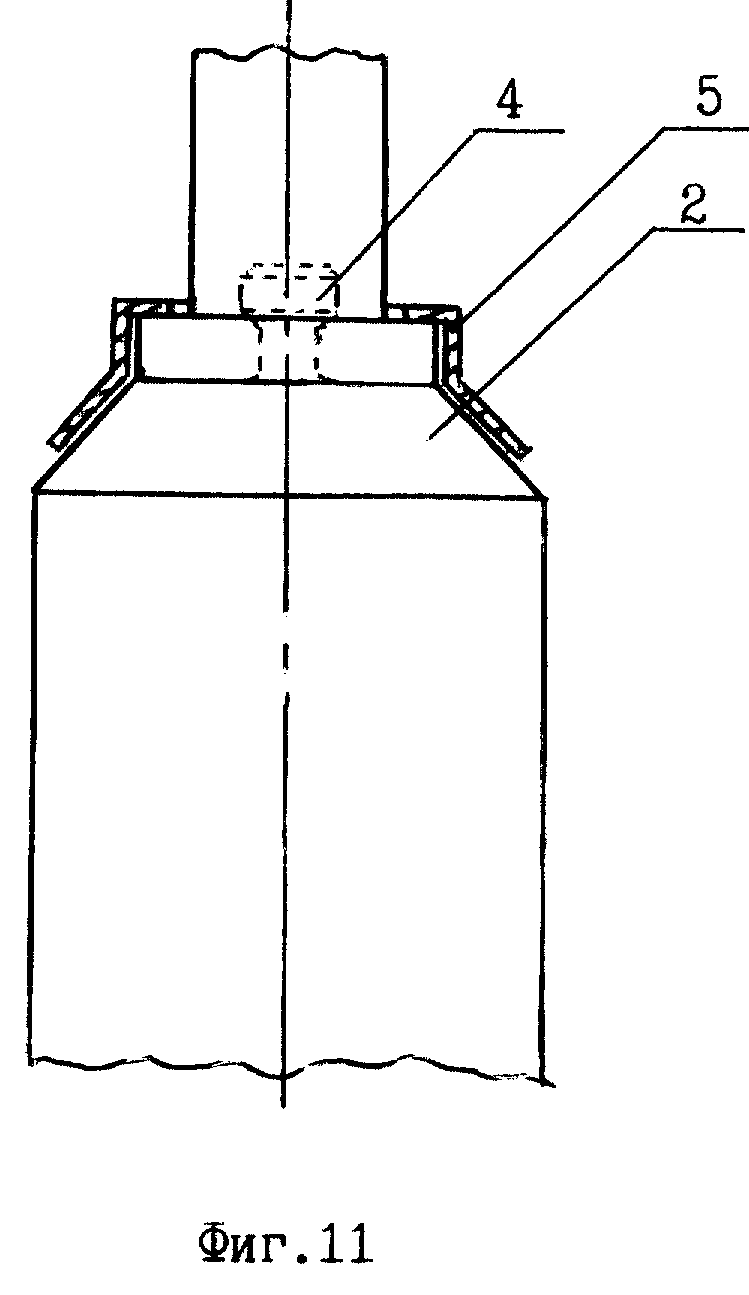
Изобретение поясняется чертежами, где на фиг. 1 показан расходуемый электрод для вторичного и последующего переплавов с конической переходной частью огарка; на фиг. 2 - электрод с цилиндрической переходной частью огарка; на фиг. 3, 7, 8 - съемные кожухи различной формы, свободно надеваемые на электрод; на фиг. 4, 9 - съемные кожухи с накопительной емкостью; на фиг. 5 - электрод с накопительной емкостью, выполненной на торцевом пояске тела электрода; на фиг. 6 - электрод со ступенчатой переходной цилиндрической частью огарка; на фиг. 10 - заглубление цилиндрической переходной части огарка; на фиг. 11 - узел крепления электрода на электрододержателе печи повторного переплава.
Монолитный расходуемый электрод включает цилиндрическое тело 1, переходную часть 2 конической или цилиндрической формы, хвостовик 4. На поверхности электрода может быть установлен съемный кожух 5, в котором может быть выполнена накопительная емкость 6. Расходуемый электрод может иметь на торцевом пояске накопительную емкость 7.
Пример 1.
Расходуемый электрод получили на гарнисажной печи модели ДТВГ-4ПФ-И1 в процессе заполнения перегретым жидким металлом кристаллизатора ⊘ 650 мм, поддон которого обеспечивает формирование конической переходной части и хвостовика.
При следующей операции - втором переплаве - готовый электрод ⊘ 640 мм закрепили за хвостовик на электрододержателе вакуумной дуговой печи модели ДТВ 8,7-Г10, отвакуумировали печь и плавку вели по применяемой технологии. Процесс вели в гелии. Плавку закончили на стадии начала плавления конической переходной части и получили слиток ⊘ 870 мм.
После выгрузки слитка и огарка последний загрузили с очередной шихтой в тигель гарнисажной печи ДТВГ-4ПФ-И1, расплавили и перелили расплавленный металл в кристаллизатор ⊘ 650 мм, следовательно, получили очередной литой расходуемый электрод ⊘ 640 мм, весом 4 т.
Пример 2.
Расходуемый электрод со свободно надетым на переходную коническую часть кожухом закрепили за хвостовик на электрододержателе вакуумной дуговой печи, переплавили по известной технологии. Плавку закончили на стадии сплавления цилиндрического тела электрода.
После выгрузки слитка и "оборотного огарка" последний освободили от кожуха, зачистили и хвостовиком вниз установили в специальное рабочее углубление поддона кристаллизатора ⊘ 650 мм вакуумной дуговой печи ДТВ 8,7-Г10. На "оборотный огарок" расплавили прессованный расходуемый электрод ⊘ 560 мм и получили монолитный литой расходуемый электрод ⊘ 640 мм первого переплава с конической переходной частью и хвостовиком для электрододержателя печи второго переплава.
Таким образом, заявленный расходуемый электрод, химически чистый от посторонних включений и имеющий описанную форму, обеспечивает высокое качество и химическую однородность слитка второго и последующих переплавов.
При повторном использовании "оборотного огарка" в вакуумных дуговых печах предотвращается загрязнение выплавляемого слитка медью поддона.
Высокое качество слитков первого переплава (заявленного расходуемого электрода) и, соответственно, второго переплава при повторном или неоднократном использовании "оборотного огарка" литого расходуемого электрода повышают выход годного металла.
При прекращении необходимости использования "оборотного огарка" в вакуумных дуговых печах он используется для переплава в гарнисажной печи, а не отбраковывается в отходы, что также повышает выход годного.
Кроме повышения качества выплавляемых слитков и выхода годного металла заявленный расходуемый электрод обеспечивает высокопроизводительную работу вакуумных дуговых печей, снижение уровня загрязнения окружающей среды, повышение срока службы поддонов печей.
Кроме этого, использование заявленного расходуемого электрода ликвидирует опасность возникновения аварийных ситуаций во время его переплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2001 |
|
RU2213791C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2082789C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2004 |
|
RU2247787C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ВАКУУМНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2215381C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛИТКОВ ИЗ НЕКОМПАКТНЫХ СТАЛЬНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БЛОКОВ СТАЛЬНЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2148665C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2000 |
|
RU2164957C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2244029C2 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |



Область применения: конструктивные элементы вакуумных дуговых электропечей. Технический результат: отсутствие дефектных зон в расходуемом электроде для вторичного и последующих переплавов и предотвращение скопления дефектных образований на поверхности электрода в процессе его переплава. Переходная часть расходуемого электрода выполнена цилиндрической или ступенчатой. 3 з.п.ф-лы, 11 ил.
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2082789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1990 |
|
RU2011320C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ВАКУУМНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1991 |
|
RU2020772C1 |
| ИНДУКТОРНЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2009 |
|
RU2430817C2 |

