Изобретение относится к термическому упрочнению металлов и может быть использовано для закалки деталей, изготовленных из легированных марок сталей.
Известны закалочные среды: медленно охлаждающие (масла, водные растворы полимеров, сыпучие материалы и др.) и интенсивно охлаждающие (водные растворы солей и щелочей). Душевое и струйное охлаждение в основном применяется для тел простой формы. Детали сложной конфигурации из легированных марок сталей обычно закаливают в медленно охлаждающих средах-маслах, так как при интенсивном охлаждении образуются закалочные трещины (особенно это касается легированных марок сталей).
Известно применение для закалочного охлаждения вместо масел водных растворов солей высокой концентрации, в которых температура насыщения достигает 130-170оС.
При закалке в таких растворах уменьшается деформация и вероятность трещинообразования.
Известна закалочная среда, где в качестве основной добавки использованы водные растворы хлоридов одно- двухвалентных элементов, а в качестве антикоррозионной добавки гидроокись кальция от 0,01 до 0,15%.
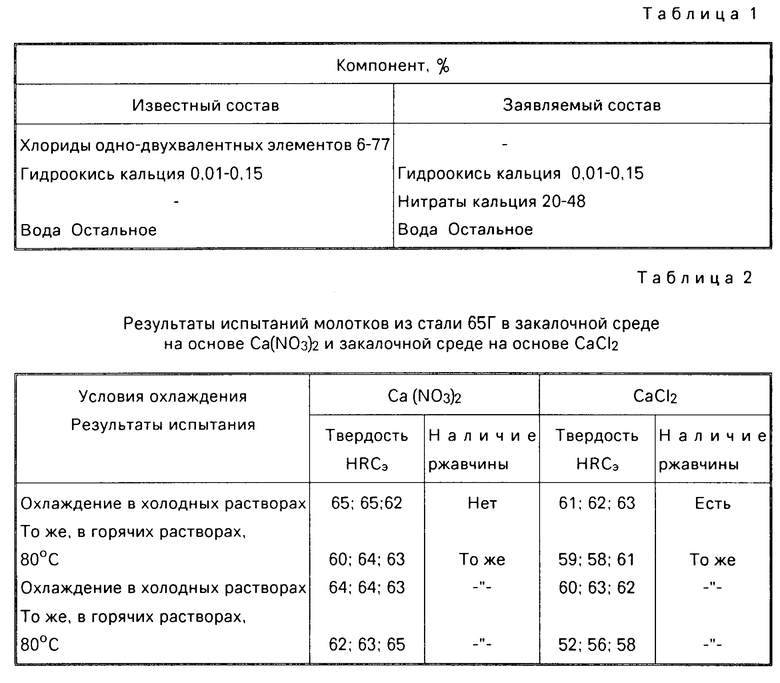
Известна закалочная среда, выбранная в качестве прототипа, содержащая хлорид кальция и гидроокись кальция, (6. . . 72% CaCl2 и 0,01...0,17% Ca(NO3)2). Нижний и верхний пределы концентраций гидроокиси кальция указывают на максимальную ее растворимость при комнатной температуре 100оС (0,01%).
Недостаток этого раствора в том, что после закалки из-за наличия ионов хлора все же наблюдается коррозия поверхности металла.
Целью изобретения является улучшение качества изделия за счет устранения коррозии и снижение загрязнения окружающей среды.
Поставленная цель достигается тем, что закалочная среда, содержащая воду, гидроокись кальция и минеральную соль содержит в качестве минеральной соли нитраты кальция при следующем соотношении компонентов, мас.%: Нитраты кальция 20-48 Гидроокись кальция 0,01-0,15 Вода Остальное
Нижний и верхний пределы Ca(NO3)2 в воде обусловлены оптимальной концентрацией (25%), при которой достигается максимальный теплоотвод и максимальная растворимость, наблюдается повышенная температура кипения пристенного слоя.
Известно, что в водных растворах солей на границе раздела металл-раствор возникает двойной электрический слой.
Двойной электрический слой напоминает собой концентратор, где одной обкладкой служит металл, другой - слой раствора с большой концентрацией ионов. Носители зарядов в жидкости силами электрического взаимодействия притянуты к границе раздела металл-жидкость. Вследствие того, что дальность действия этих сил значительна, слой молекул жидкости, граничащий с поверхностью металла, испытывает раздвигающее воздействие второго слоя, что приводит к изменению поверхностного натяжения. Показано, что существует оптимальная концентрация солей, при которой изменение поверхностного натяжения наиболее существенное и достигается наиболее интенсивное и равномерное охлаждение поверхности. Для водных растворов Ca(NO3)2 наиболее интенсивное охлаждение достигается в интервале 20-48%. Кроме того, при более высокой концентрации (48%) увеличивается температура кипения пристенного слоя, что снижает вероятность образования закалочных трещин при термоупрочнении инструментальных сталей.
Сопоставительный анализ состава закалочной среды по прототипу и заявляемого состава представлен в табл.1.
Как видно из табл.1, заявляемая закалочная среда отличается от известной использованием в качестве минеральной соли нитратов кальция.
Эффективность использования новой закалочной среды иллюстрируется примерами.
П р и м е р 1. Пробивной пуансон высотой 90 мм и диаметром 11 мм из стали Р6М5 нагревают при 1200оС и охлаждают в 20%-ном водном растворе нитрата кальция, содержащем 0,05% Са(ОН)2, до полного остывания, имеющие рН 8. Охлаждение в таком растворе предотвращает коррозию и обеспечивает высокую твердость пуансонов (HRC 64-65).
П р и м е р 2. Матрица сложной конфигурации на стали ШХ-15 шириной 50 мм и высотой 50 мм в течение 1 мин охлаждалась в 25%-ном растворе нитрата кальция и 0,1%-ном растворе гидроокиси кальция, имеющего при 20оС рН 10 до окончания пузырькового кипения с последующим охлаждением на воздухе. В результате примененной технологии увеличилась на 30% долговечность работы матрицы ввиду создания высоких сжимающих напряжений на ее поверхности.
П р и м е р 3. Пуансон высотой 34 мм и диаметром 10 мм из стали ХВГ нагревают до 860оС и охлаждают в течение 10 с в 48%-ном растворе нитрата кальция и 0,15%-ном растворе гидроокиси кальция, имеющего рН 12 до окончания пузырькового кипения с последующим охлаждением на воздухе. В результате применения заявляемой технологии устраняется коррозия пуансона, достигается высокая твердость (63-64 HRC), отсутствуют закалочные трещины, отпадает необходимость применения пожароопасных масел, т.е. не происходит загрязнение окружающей среды. Преимущество закалочной среды по сравнению с прототипом состоит в следующем: отсутствует выделение соляной кислоты, которая является причиной высокой коррозии поверхности металла, разрушения оборудования и загрязнения атмосферы цехов; расходуется малое количество антикоррозионной добавки; производство является безотходным, так как закалочную среду после применения можно использовать в качестве минерального удобрения; благодаря стабильности и высокому показателю рН достигается высокая скорость охлаждения при более малых концентрациях растворов.
Следует также отметить простоту приготовления закалочной среды, недефицитность исходных материалов, сохранение высокой охлаждающей способности закалочной среды на протяжении длительной ее эксплуатации, что приводит к стабильному получению качественных изделий.
Сохраняется также универсальность среды, так как при малых концентрациях достигаются максимальные скорости охлаждения, а при больших концентрациях повышается температура кипения пристенного слоя.
Результаты испытаний известной и предлагаемой закалочных сред (прототип) представлены в табл.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочная среда для термической обработки стальных изделий | 1986 |
|
SU1340166A1 |
| Способ закалки быстрорежущей стали | 1990 |
|
SU1788045A1 |
| Способ закалки стали | 1978 |
|
SU797243A1 |
| Закалочная среда | 1986 |
|
SU1423605A1 |
| МАЛОДЕФОРМАЦИОННАЯ ЗАКАЛКА АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2574928C1 |
| Закалочная среда | 1979 |
|
SU863671A1 |
| Закалочная среда | 1983 |
|
SU1157084A1 |
| ЗАКАЛОЧНАЯ СРЕДА | 2007 |
|
RU2403292C2 |
| СПОСОБ ФОРМИРОВАНИЯ ОКСИДНОГО КОБАЛЬТОВОГО КОНВЕРСИОННОГО ПОКРЫТИЯ И ВОДНЫЙ ХИМИЧЕСКИЙ РАСТВОР ДЛЯ ПОЛУЧЕНИЯ ОКСИДНОГО КОБАЛЬТОВОГО КОНВЕРСИОННОГО ПОКРЫТИЯ | 1993 |
|
RU2130977C1 |
| Закалочная среда | 1990 |
|
SU1756367A1 |
Сущность изобретения: закалочная среда содержит , мас.%: нитрат кальция 20 - 48; гидроокись кальция 0,01 - 0,15; вода - остальное. В результате ее применения предотвращается коррозия закаливаемого металла и обеспечивается высокая твердость. 2 табл.
ЗАКАЛОЧНАЯ СРЕДА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ, содержащая гидроокись кальция с рН 7,5 - 12,5, минеральную соль и воду, отличающаяся тем, что, с целью улучшения качества закаливаемых изделий, в качестве минеральной соли она содержит нитрат кальция при следующем соотношении компонентов, мас.%:
Нитрат кальция - 20 - 48
Гидроокись кальция - 0,01 - 0,15
Вода - Остальное
| Закалочная среда для термической обработки стальных изделий | 1986 |
|
SU1340166A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
