Изобретение относится к электромашиностроению и может быть использовано в производстве крупных электрических машин с изоляцией "Монолит-4".
Наиболее близким по технической сути и достигаемому результату - прототипом - является статор высоковольтной электрической машины, содержащий сердечник магнитопровода, в пазах которого располагаются жесткие шаблонные катушки, имеющие корпусную изоляцию из сухих стеклослюдинитовых лент, наружного полупроводящего покрытия, пропитанные и запеченные после укладки в эпоксидном компаунде.
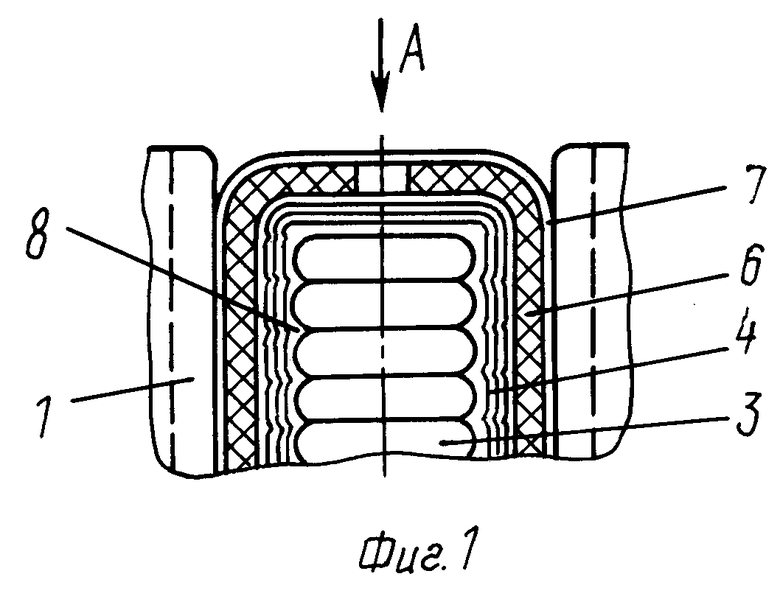
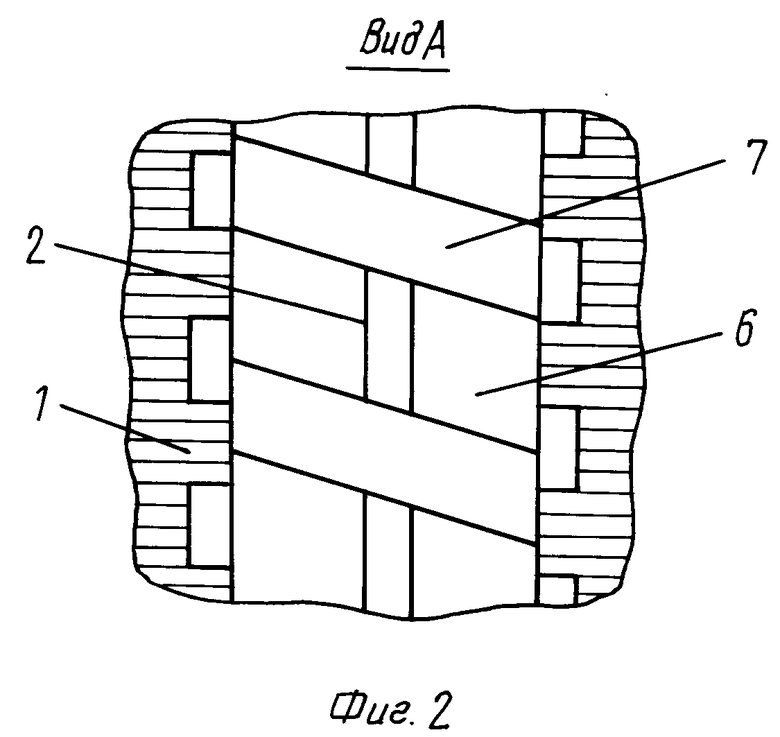
Недостатком подобной конструкции является пониженное качество изоляции, объясняющееся тем, что, с целью плотного облегания и закрепления полупроводящего покрытия 6, выполняемого из "простынки", слои корпусной изоляции 4 перед укладкой катушек в пазы сердечника магнитопровода 1 подвергаются опрессовке-запечке с тем расчетом, чтобы термоусадочная лента 7 плотно притянула полупроводящую "простынку" к корпусной изоляции. В результате данной операции слои корпусной изоляции очень плотно прижимаются к боковым сторонам витков 3 катушки и вдавливаются в радиусные углубления 8, образующиеся в местах соприкосновения витков, в результате чего происходит смятие и разрушение слюдяного барьера, снижается исходная электрическая прочность корпусной изоляции (см. фиг.1, 2). Кроме того, в процессе укладки катушек в результате трения о неровности поверхностей паза происходит повреждение нитей термоусадочной ленты, смещение ее от первоначального положения, смятие с образованием местных утолщений, затрудняющих процесс укладки и приводящих к дополнительным местным повреждениям слюдяного барьера.
Задача состоит в том, чтобы сохранить плотное прилегание слоев корпусной изоляции друг к другу и к боковым сторонам катушек, ликвидировав при этом смятие и разрушение слюдяного барьера и, тем самым, повысить качество изготовления статоров высоковольтных электрических машин.
Поставленная задача решается следующим образом.
В статоре высоковольтной электрической машины, содержащем сердечник магнитопровода, в пазах которого располагаются жесткие шаблонные катушки, имеющие корпусную изоляцию из сухих стеклослюдинитовых лент, наружное полупроводящее покрытие, пропитанные и запеченные после укладки в эпоксидном компаунде, между полупроводящим покрытием и корпусной изоляцией расположена изоляционная коробка, при этом ее толщина выбирается из условия: 1 -
1 -  100 % ≥ 20 % где В - размер паза "в свету", мм,
100 % ≥ 20 % где В - размер паза "в свету", мм,
b - размер токоведущей части катушки по ширине, мм,
4 - параметр, учитывающий наложение ленты в 1/2 нахлеста, о.е.
n - число слоев корпусной изоляции, шт,
δл - толщина ленты, мм,
ε - суммарная толщина полупроводящего покрытия, мм.
Наличие между полупроводящим покрытием и корпусной изоляцией изоляционной коробочки позволяет отказаться от операции опрессовки-запечки, выполняемой с целью формообразования полупроводящего покрытия и удержания его термоусадочной лентой, при этом исключается вдавливание слоев корпусной изоляции в радиусные углубления в местах соприкосновения витков и, тем самым, повреждение слюдяного барьера.
Наличие изоляционной коробочки, толщина стенок которой относительно размера паза "в свету", толщины корпусной изоляции, ширины токоведущей части катушки выбрана таким образом, что обеспечивается "натяг" ≥ 20%, что позволяет создать плотное прилегание слоев корпусной изоляции друг к другу и к боковым сторонам витков катушек без повреждения слюдяного барьера, так как при укладке катушек данной конструкции в пазы сердечника результирующее усилие, воздействующее на слои изоляции, направлено под углом к боковой поверхности катушки, в результате чего, по мере укладки катушки в паз происходит постепенное разглаживание естественных (неизбежных при изолировании прямоугольных изделий) неплотностей боковых поверхностей в сторону и верхней узкой грани катушки с одновременным уплотнением слоев корпусной изоляции.
Таким образом, предлагаемое изобретение позволяет исключить повреждение слюдяного барьера корпусной изоляции в процессе ее изготовления и укладки, и тем самым повысить качество изготовления статоров высоковольтных электрических машин.
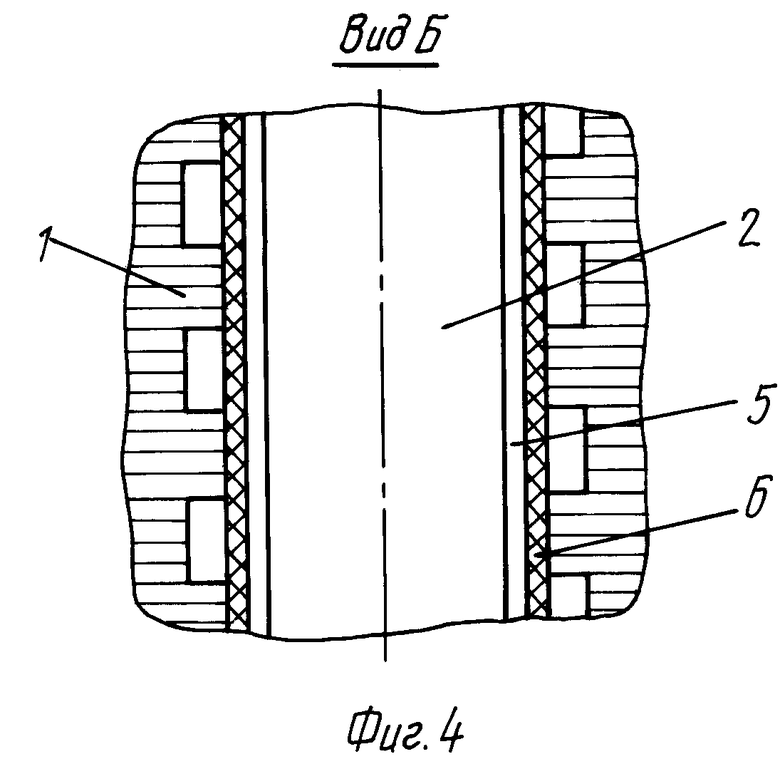
На фиг. 1 изображен статор высоковольтной электрической машины предлагаемого в качестве прототипа; на фиг.2 - вид по стрелке А на фиг.1; на фиг. 3 - статор высоковольтной электрической машины предлагаемого изобретения; на фиг. 4 - вид по стрелке Б на фиг. 3.
Статор высоковольтной электрической машины содержит сердечник магнитопровода 1, в пазах которого расположены катушки 2, состоящие из витков 3 токоведущей части, слоев корпусной изоляции 4 из сухих стеклослюдинитовых лент. Между катушкой и стенками паза магнитопровода расположены изоляционная коробочка 5 и полупроводящее покрытие 6.
Использование изоляционной коробочки, располагающейся между корпусной изоляцией и полупроводящим покрытием, позволяет укладку катушек, корпусная изоляция которых состоит из сухих стеклослюдинитовых лент, осуществлять с "натягом", достаточным для уплотнения слоев друг к другу и к виткам токоведущей части без вдавливания их в радиусные углубления, присутствующие в местах соприкосновения витков, сохраняя в конечном счете в целостности слюдяной барьер, повреждение которого происходило при закреплении полупроводящего покрытия к катушке с помощью термоусадочной ленты методом опрессовки-запечки пазовой части катушки.
Эффективность от использования предлагаемого статора высоковольтных электрических машин заключается в повышении качества путем исключения повреждаемости слюдяного барьера слоев корпусной изоляции из сухих стеклослюдинитовых лент в процессе изготовления и укладки катушек в сердечник магнитопровода.
Изобретение предполагается использовать в высоковольтных электрических машинах, содержащих жесткие шаблонные катушки с термореактивной изоляцией типа "Монолит-4".
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2020692C1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2236740C2 |
| Изоляция паза статора электрической машины | 2020 |
|
RU2754498C1 |
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| Способ изготовления изоляции катушечных обмоток электрических машин | 1979 |
|
SU782056A1 |
| Способ изготовления обмоток | 1966 |
|
SU262239A1 |
| СЛЮДЯНАЯ ЛЕНТА, ИМЕЮЩАЯ МАКСИМАЛЬНОЕ СОДЕРЖАНИЕ СЛЮДЫ | 2004 |
|
RU2332736C1 |
| Обмотанный статор высоковольтного турбогенератора | 1990 |
|
SU1793517A1 |
| Стержневая обмотка высоковольтной электрической машины и способ ее изготовления | 1985 |
|
SU1676008A1 |
| Двухслойная обмотка статора электрической машины | 1970 |
|
SU457143A1 |
Использование: электромашиностроение, производство крупных электрических машин. Сущность изобретения: статор содержит сердечник магнитопровода 1, в пазах которого расположены жесткие шаблонные катушки 2, имеющие корпусную изоляцию 4 из сухих стеклослюдинистовых лент и наружное полупроводящее покрытие 6 пропитанные и запеченные после укладки в эпоксидном компаунде. Между полупроводящим покрытием и корпусной изоляцией расположена изоляционная коробочка 5. Толщина коробочки 5 выбирается из условия  , где B - размер паза "в свету", мм; b - размер токоведущей части катушки по ширине с учетом витковой изоляции, мм; 4 - параметр, учитывающий наложение ленты в 1/2 нахлеста; n - число слоев корпусной изоляции, шт; δл - толщина ленты, мм;
, где B - размер паза "в свету", мм; b - размер токоведущей части катушки по ширине с учетом витковой изоляции, мм; 4 - параметр, учитывающий наложение ленты в 1/2 нахлеста; n - число слоев корпусной изоляции, шт; δл - толщина ленты, мм;  - суммарная толщина полупроводящего покрытия, мм. 4 ил.
- суммарная толщина полупроводящего покрытия, мм. 4 ил.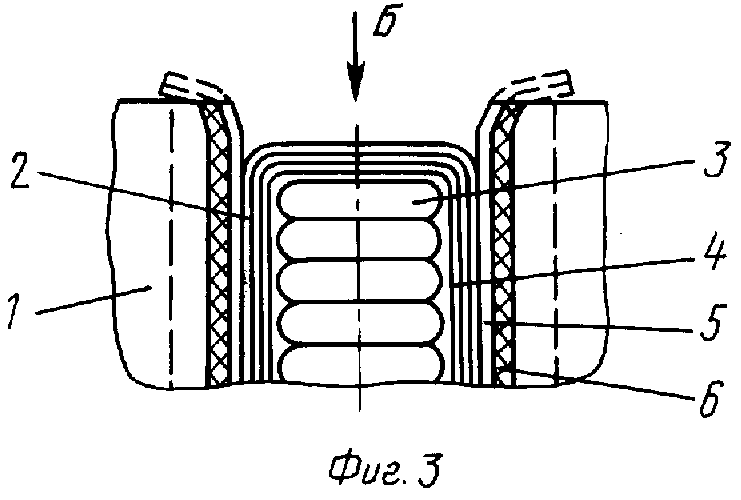
СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащей сердечник магнитопровода, в пазах которого расположены жесткие шаблонные катушки, имеющие корпусную изоляцию из сухих стеклослюдинитовых лент и наружное полупроводящее покрытие, пропитанные и запеченные после укладки в эпоксидном компаунде, отличающийся тем, что между полупроводящим покрытием и корпусной изоляцией расположена изоляционная коробочка, при этом ее толщина выбирается из условия
где B - размер паза "в свету", мм;
b - размер токоведущей части катушки по ширине с учетом витковой изоляции, мм;
4 - параметр, учитывающий наложение ленты в 1/2 нахлеста;
n - число слоев корпусной изоляции, шт;
δл - толщина ленты, мм;
ε - суммарная толщина полупроводящего покрытия, мм.
| Кипятильник для воды | 1921 |
|
SU5A1 |

