О
VJ о о о
00
Изобретение относится.к электротехнике, в частности к стержневым обмоткам вы- соковольтных электрических машин и способам их изготовления, включающим вакуум-нагнетательную пропитку стержней с нанесенной на них изоляцией.
Целью изобретения является повышение качества обмотки путем повышения коэффициента заполнения сечения стержня и эффективности пропитки,
На схематично изображено сечение стержня обмотки, размещенного в пресс-планках.
Стержень обмотки сформован и скреп- ЛРН из элементарных проводников 1. На узких гранях пазовой части стержня размещены прокладки 2 из электроизоляционного материала, на внешней стороне которых выполнены продольные каналы 3 глубиной 1,0-1,5 мм каждый. Каналы 3 пред- наначены для повышения качества пропитки изоляции стержня электроизоляционным компаундом. Поверх стержня из элементарных проводников размещен слой спирально нанесенной стеклотканевой ленты 4. Стеклянное волокно в ленте может быть полупроводящим, например, медьсеребросодержащим, или непроводящим. Поверх слоя стеклотканевой ленты размещены слои стеклослюдинито- вой ленты, образующие изоляцию 5. Пустоты и поры в стержне и изоляции заполнены отвер- жденным пропиточным компаундом, предпочтительно эпоксидным.
Обмотку изготавливают следующим образом.
Вначале из элементарных проводников
1формуют и скрепляют стержень обмотки. Затем на узкие грани пазовой части стержня накладывают прокладки 2 из формующегося изоляционного материала, например, из стеклослюдобумажного препрега на эпокси- новолачном связующем. После этого стержень спрессовывают с образованием в прокладках
2из препрега продольных каналов 3 на внешней стороне и спирально встык наматывают на него слой А пористого материала - полупроводящей медьсеребросодержащей стеклотканевой ленты или электроизоляционной стеклотканевой ленты. Поверх слоя 4 наматывают в 1/2 нахлеста 25 слоев непропитанной стеклослюдинитовой ленты, образующей намотку 5толщиной 6,6мм. Затем изоляционную намотку 5 спрессовывают пресс-планками 6 до заданной толщины 6,0 мм, что соответствует подпрессовке на 10%.
Спрессованный стержень подвергают вакуумной сушке и прпитывают под вакуумом и давлением эпоксидным компаундом при температере 55±5°С, а после пропитки
отверждают в течение 15ч при температуре 130°С.
За счет выполнения пропиточных каналов в прокладках на узких гранях стержней предлагаемой обмотки повышается коэффициент заполнения сечения стержня в сравнении с известным решением, а также повышается эффективность пропитки изоляционной намотки, что улучшает качество (монолитность) готовой изоляции. Использование в качестве прокладок на узких гранях стержней формующихся материалов - препрегов позволяет за одну операцию прессования получить и заполнение неровностей на поверхности стержня, и образовать продольные каналы, т, е. улучшить качество обмотки практически без увеличения трудоемкости ее изготовления.
Формула изобретения
1. Стержневая обмотка высоковольтной электрической машины, содержащая стержень из проводников, на который намотаны слои слюдосодержащей ленты, и продольные каналы для пропитки их компаундом, отличающаяся тем, что, с целью повышения качества обмотки путем повышения коэффициента заполнения сечения стержня, она снабжена прокладками, размещенными на узких гранях стержня, а
продольные каналы выполнены на внешней стороне прокладок.
2, Обмотка по п. 1, отличающаяся тем, что, с целью улучшения качества путем повышения эффективности пропитки, она
снабжена слоем спирально уложенной ленты из материала с пористостью большей, чем пористость слюдосодержащей ленты, расположенным подслоями из слюдосодержащей ленты.
3. Способ изготовления стержневой обмотки высоковольтной электрической машины, согласно которому формуют стержень, образуют продольные каналы, наматывают на стержень слюдосодержащую ленту, опрессовывают до заданной толщины, пропитывают компаундом и термообрабатывают, отличающийся тем, что прокладки выполняют з формующегося материала и после их укладки производят опрессовку с образованием на них
продольных каналов.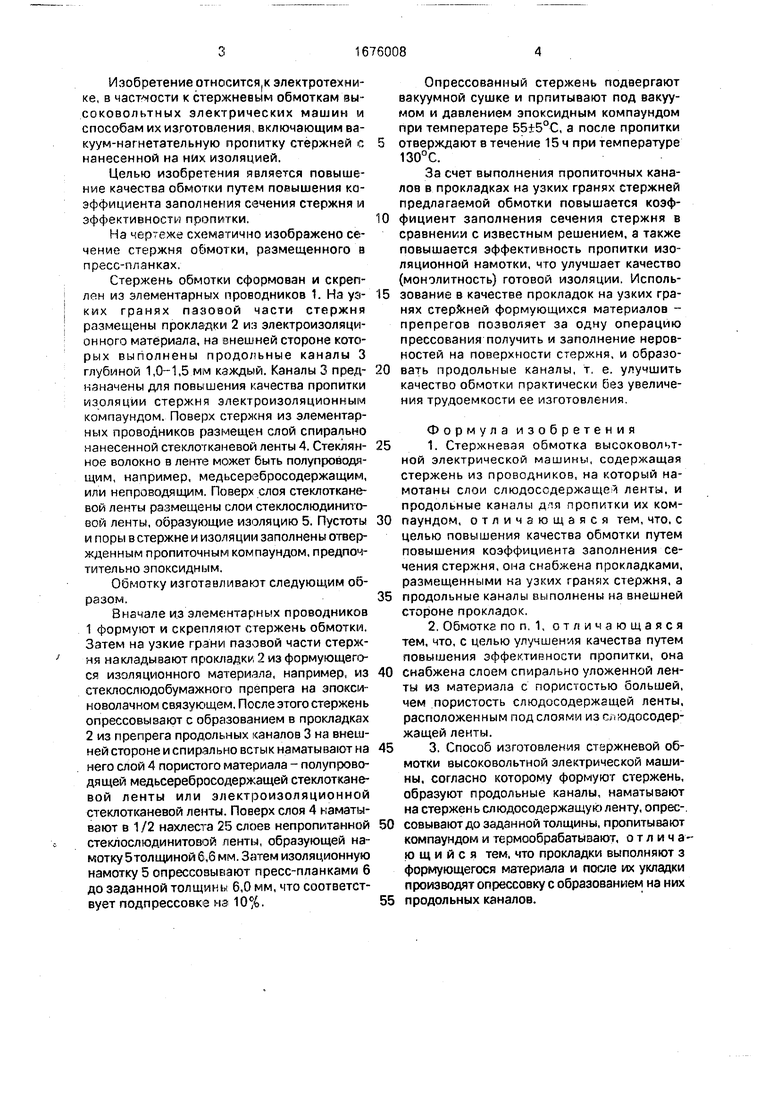
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНОЙ ИЗОЛЯЦИИ ОБМОТОК ВЫСОКОВОЛЬТНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2007 |
|
RU2333586C1 |
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| Способ ремонта обмотки | 1979 |
|
SU807455A2 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU792504A1 |
| СПОСОБ ВАКУУМНО-НАГНЕТАТЕЛЬНОЙ ПРОПИТКИ И ЗАПЕЧКИ ИЗОЛЯЦИИ ВЫСОКОВОЛЬТНЫХ ВВОДОВ | 2008 |
|
RU2362227C1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2236740C2 |
| Стержень статорной обмотки высоковольтных электрических машин | 1985 |
|
SU1343503A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2011 |
|
RU2492569C2 |
| Электроизоляционный материал,спо-СОб изгОТОВлЕНия элЕКТРОизОляциОН-НОгО МАТЕРиАлА и СпОСОб изгОТОВлЕ-Ния изОляции ОбМОТОК элЕКТРичЕСКиХМАшиН | 1978 |
|
SU794673A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
Изобретение относится к электротехнике, в частности к способам изготовления стержневых статорных обмоток высоковольтных генераторов с большой толщиной корпусной изоляции. Цель изобретения - повышение способа обмотки путем повышения коэффициента заполнения паза электропроводным материалом и упрощение технологии изготовления Стержни обмотки формируют и скрепляют из элементарных проводников 1. На узкие грани пазовой части стержня накладывают прокладки 2 из формующегося электроизоляционного материала, например препрега. Стержень спрессовывают с образованием в прокладках 2 продольных каналов 3 на внешней стороне. Наматывают слой материала 4 с пористостью большей, чем пористость основной корпусной изоляции 5 из слюдосодержащей ленты. Изоляцию 5 спрессовывают в пресспланках 6 до заданной толщины и подвергают вакуум- нагнетательной пропитке и сушке. 2 з. и 3 с. п. ф-лы, 1 ил ё
| Устройство для шероховки фланцев обрезиненных вентилей | 1975 |
|
SU546501A1 |
| кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
