1
Известна двухслойная обмотка статора электрической машины, состоящая из катушек, покрытых термореактивной изоляцией.
В предлагаемой обмотке для повышения надежности изоляции и обеспечения ремонтоспособности между витками катушек в лобовой части размешены прокладки из пластичного несклеивающегося материала, например фторопласта.
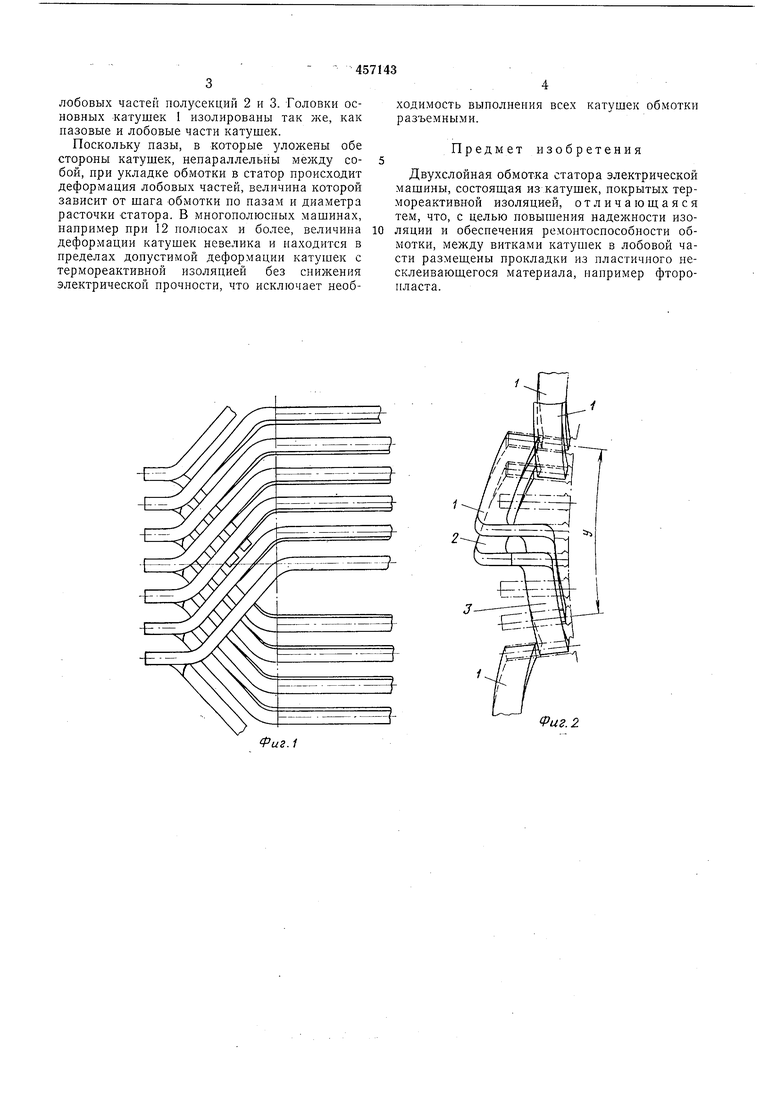
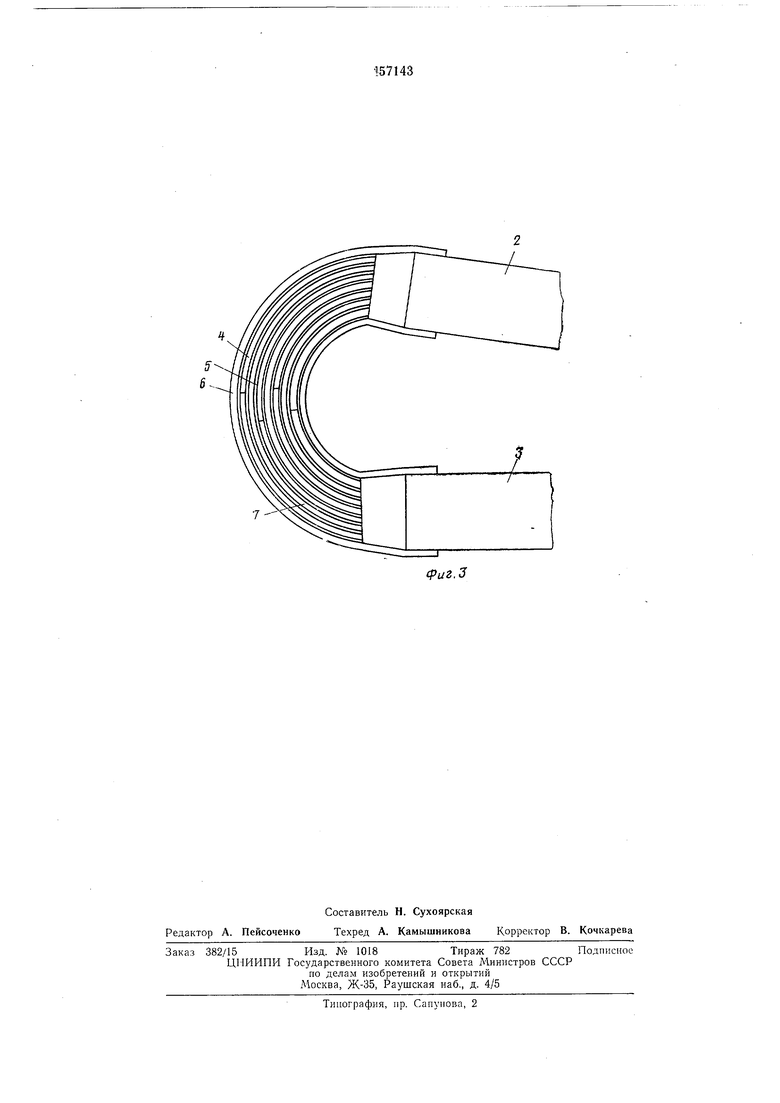
На фиг. 1 показаны катушки описываемой обмотки, уложенные в пазы; на фиг. 2 - то жи, вид с торца; на фиг. 3 - головка катушки.
Обмотка статора состоит из шаблонных катушек 1, шаг которых равен у, т. е. числу пазовых делений между верхними и нижними сторонами катушек. Часть катушек, равная одному шагу обмотки, выполнена разъемной из нижних 2 и верхних 3 полусекций. На дно пазов одного шага обмотки (первый шаг) уложены нижние полусекции 2, поверх их и во все последующие пазы статора, кроме последнего шага обмотки,- неразъемные катушки 1, а в верхние части пазов последнего щага обмотки - полусекции 3, полностью замыкающие обмотку.
Благодаря применению полусекций 2 и 3 при укладке обмотки в статор отпадает необходимость в выемке из пазов верхних сторон неразъемных катушек первого шага, поскольку обмотка с отвержденной термореактивной изоляцией не позволяет производить значительных изгибов. Такие полусекции применяются также при частичном ремонте обмотки.
Головки катушек 1 и полусекций 2 и 3 выполнены с увеличенным внутренним радиусом закругления, например 20 мм и более. Между эффективными витками 4 поверх витковой изоляции 5 размещены прокладки 6 из пластичного несклеивающегося материала, например фторопласта, для получения увеличенного расстояния между витками. Это обеспечивает возможность соединения и изолирования витков полусекций 2 и 3, а также проведения ремонта обмотки с частичной заменой поврежденных катушек и получения одинаковой формы головок всех катушек.
Увеличенные размеры головок катушек и наличие фторопластовых прокладок между витками также повышают податливость катушек при укладке их в пазы.
Витки 4 полусекций 2 и 3 соединены между собой пайкой, например, твердым припоем и изолированы друг от друга стеклослюдинитовой лентой 7. Головки разъемных катушек изолированы. В качестве изоляции могут быть использованы стеклослюдинитовая или другая изоляционная лента, а также колпачки и заливочный компаунд, обеспечпваюи.1,ие электрическую прочность и класс нагревостойкости. Эта изоляция перекрывает корпусную изоляцию лобовых частей полусекций 2 и 3. Головки основных катушек I изолированы так же, как пазовые и лобовые части катушек. Поскольку пазы, в которые уложены обе стороны катушек, непараллельны между собой, при укладке обмотки в статор происходит деформация лобовых частей, величина которой зависит от шага обмотки по пазам и диаметра расточки статора. В многополюсных машинах. например при 12 полюсах и более, величина деформации катушек невелика и находится в пределах допустимой деформации катушек с термореактивной изоляцией без снижения электрической прочности, что исключает необходимость выполнения всех катушек обмотки разъемными. Предмет изобретения Двухслойная обмотка статора электрической машины, состоящая из катушек, покрытых термореактивной изоляцией, отличаюш;аяся тем, что, с целью повышения надежности изоляции и обеспечения ремонтоспособности обмотки, между витками катушек в лобовой части размеш,ены прокладки из пластичного несклеивающегося материала, например фторопласта.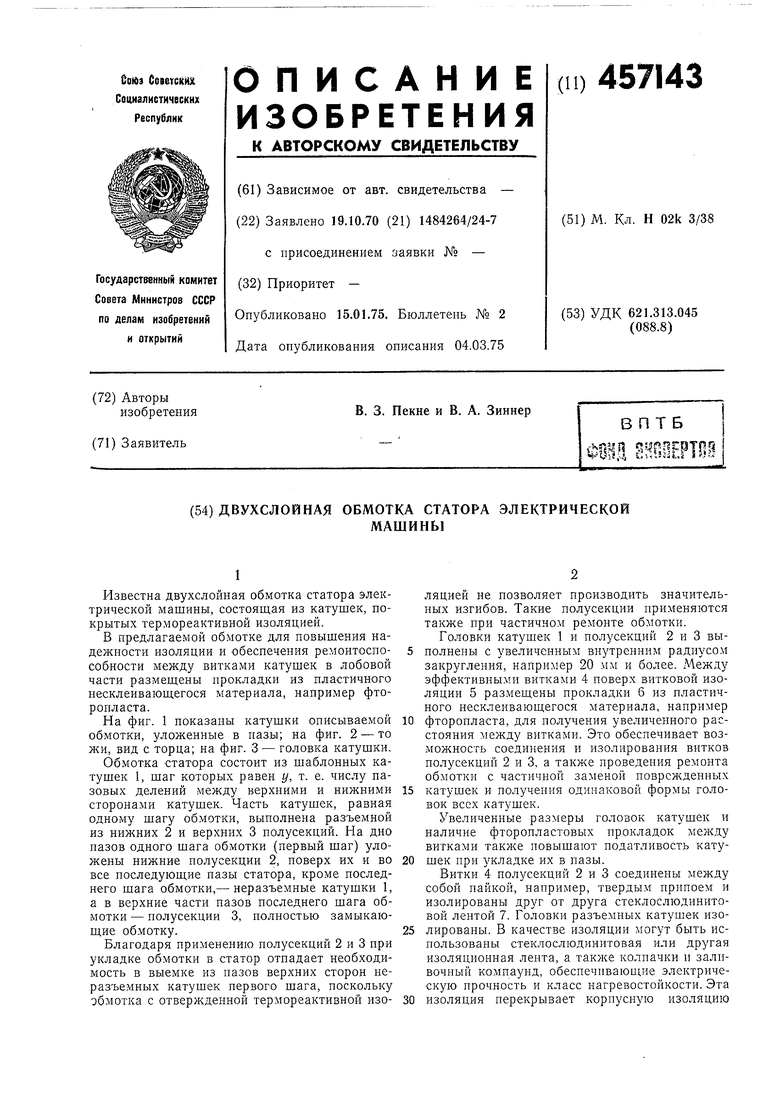
| название | год | авторы | номер документа |
|---|---|---|---|
| Обмотка статора электрической машины и способ ее изготовления | 1982 |
|
SU1080239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| Способ изготовления обмотки электрической машины | 1988 |
|
SU1695454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Способ изготовления статоров электрических машин | 1977 |
|
SU710092A1 |
| Способ изготовления обмотанных статоров | 1978 |
|
SU731517A1 |
| Способ изготовления электрической изоляции стержней обмоток электрических машин и аппаратов | 1961 |
|
SU145273A1 |
| Способ укладки двухслойной обмоткиВ пАзы МАгНиТОпРОВОдА СТАТОРАэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU843115A1 |
| Способ изготовления катушек обмоток электрических машин | 1977 |
|
SU692010A1 |
| Способ изготовления катушечных обмоток электрических машин | 1977 |
|
SU733065A1 |
Фиг.1
иг. 2
