Изобретение относится к формованию волокнистых материалов в сильных электрических полях.
Известно устройство для формования нетканого волокнистого материала из растворов полимеров в электрическом поле, содержащее волокнообразующие электроды, выполненные в виде полых игл, по которым подают раствор полимера, осадительные электроды, размещенные непосредственно под приемным транспортером, и возвратно-поступательный механизм для сканирования системы волокнообразующих электродов над поверхностью приемного транспортера (авт.св. СССР N 1227738, кл. D 04 H 1/56, 1986).
Недостатком этого устройства является высокое значение напряжения, которое необходимо подавать между весьма удаленными друг от друга электродами, чтобы создать между ними среднюю напряженность поля на уровне нескольких киловольт на сантиметр; использование таких напряжений диктуется необходимостью получить равномерный по толщине слой материала, для этого расстояние между электродами должно быть порядка нескольких десятков сантиметров. Кроме того, указанное устройство приспособлено только для переработки растворов волокнообразующих полимеров на основе токсичных органических растворителей, например растворов перхлорвиниловых смол в дихлорэтане, что определяет существенную сложность эксплуатации устройства, связанную с установкой мощных вентиляционной и рекуперационной систем.
Наиболее близким к предлагаемому является устройство для формования волокнистых материалов, включающее узлы для подачи раздувающего агента с n количеством сопел, с противоположной стороны каждого имеются два одинаково заряженных электрода, отталкивающих образующиеся волокна, например, из ацетата целлюлозы. Электроды выполнены в виде тонких проводников, параллельных друг другу и распределительной трубе. Сопла расположены вдоль распределительной трубы для прохождения волокнообразующей жидкости под давлением из бака. Давление составляет 2 атм. Вращающийся барабан собирает волокна, направление его вращения совпадает с направлением ряда сопел и направлением обоих проводников. Создается высокая разность потенциалов между соплами и проводниками - 50 Кл.
Жидкость, вытекающая из сопел, попадает в электрическое поле, формируясь в поток волокон, летящих сначала к проводникам, затем, отталкиваясь от них, попадает на плоскую подложку, с которой перемещается на вращающийся барабан, непрерывно вытягивающий их из электрического поля (патент США N 2349950, 1944).
Недостатком этого устройства является неприспособленность его для переработки термопластичных полимерных материалов через расплав, а следовательно, необходимость использования токсичных или пожароопасных органических растворителей, мощных и надежных вентиляционных и рекуперационных систем.
Целью изобретения является расширение сырьевой базы волокнообразующих материалов путем переработки термопластов в субмикронные и микронные волокна, образующие волокнистые материалы, при одновременном снижении вредности производства.
Для этого в устройстве для формования волокнистых материалов, состоящем из узлов подачи волокнообразующего материала и раздувающего агента с соплом, высоковольтных противоэлектродов в виде тонких проводников, приемного барабана, каждый из узлов подачи волокнообразующего материала из термопластичного полимерного прутка выполнен в виде вращающегося подающего барабана, соосно которому последовательно установлены вальцы с зубчатой поверхностью, приводимые во вращение электродвигателем с редуктором, и снабженная внешним холодильником система сменных каналов-нитепроводов, причем к части каждого из каналов - нитепроводов через теплоизолирующую прокладку примыкает плавильное устройство, в месте выхода канала нитепровода из плавильного устройства установлены узел с щелевым соплом для подачи раздувающего агента и высоковольтный противоэлектрод, между которыми расположен приемный транспортер, поверхность которого выполнена плоской или профильной, с электропроводящей или неэлектропроводящей подложкой.
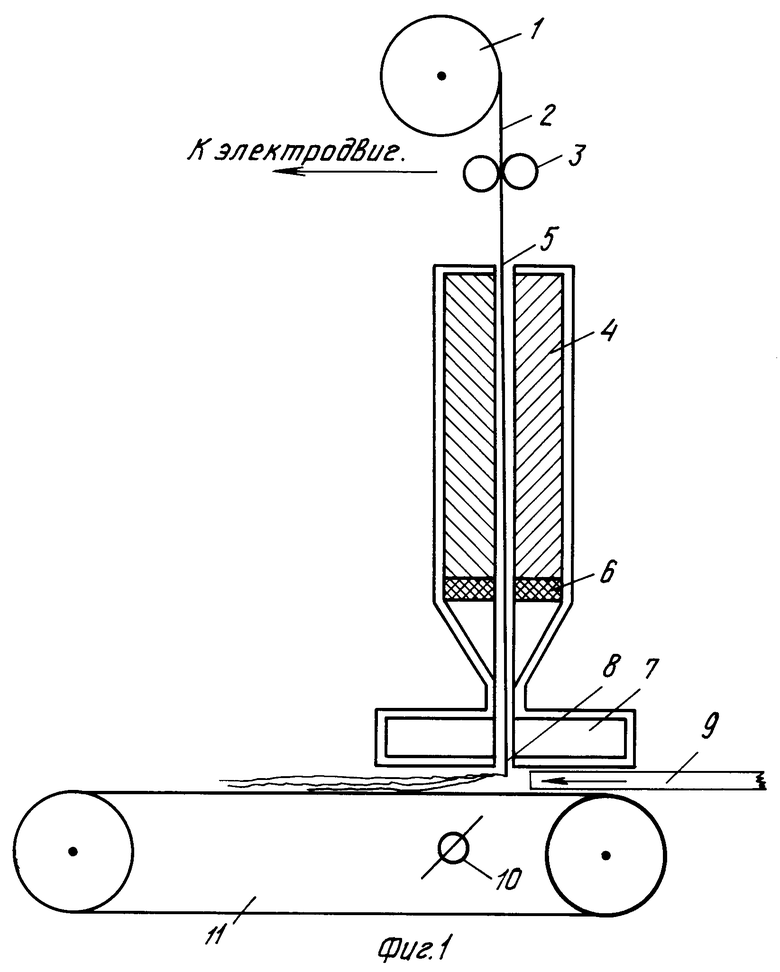
Предлагаемое устройство состоит из n узлов, один из которых изображен на фиг.1, где показан подающий барабан 1 с намотанным на него термопластичным прутком 2, проходящим через соосно и последовательно установленные вальцы 3 с зубчатой поверхностью. Зубчатые вальцы соединены с электродвигателем с редуктором (не показаны). Устройство включает внешний холодильник 4, в котором установлена система каналов-нитепроводов 5, проходящих через теплоизолирующую прокладку 6 (асбест, слюда) в плавильное устройство 7. На выходе 8 из плавильного устройства установлен узел с щелевым соплом 9 для подачи раздувающего агента. Под плавильным устройством 7 смонтирован высоковольтный противоэлектрод 10, а между узлом с щелевым соплом и противоэлектродом находится приемный транспортер 11.
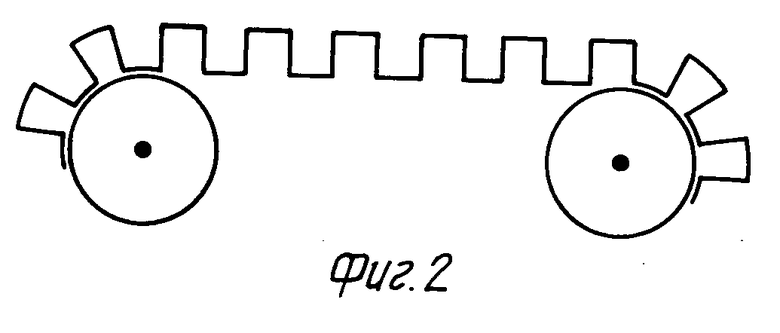
На фиг. 2 изображен вариант поверхности приемного транспортера в виде прямоугольных ребер на плоскости (используется как фильтрующий узел, например, в производстве химических волокон).
Устройство работает следующим образом.
С подающего барабана 1 со скоростью 0,1-10 мм/с сматывается термопластичный полимерный пруток из модифицированного полиэтилентерефталата с Тпл. = 80-140оС, диаметр которого составляет 1-6 мм. Указанный полимерный пруток представляет собой промежуточный, нерубленый продукт, получаемый при изготовлении полимерных гранул ("крошки"), являющихся в настоящее время основной коммерческой формой полимерного сырья, перерабатываемого экструзионными методами. Полимерный пруток втягивается в зазор между вальцами 3 с зубчатой поверхностью, которые соединены с электродвигателем с редуктором, и далее подается этими вальцами в трубчатый канал-нитепровод 5, имеющий внутренний диаметр 4,5 мм. Вся внешняя поверхность канала-нитепровода за исключением выходной ее части подвергается охлаждению омывающей ее холодной жидкостью или газом с нормальной температурой. Выходная часть канала-нитепровода длиной 7 мм прогревается набегающим потоком газа со скоростью 45 м/с, имеющего температуру из интервала температура плавления - температура деструкции, характерного для перерабатываемого полимера, в данном случае 180-270оС. Между внешним холодильником 4 и плавильным устройством 7 установлена теплоизолирующая прокладка 6.
Полимерный пруток, продвигаясь по каналу, попадает в его выходную часть, где происходит плавление полимера, образование капли-мениска непосредственно на срезе канала, эжекция расплава, раздув газом, его вытягивание и расщепление действием поверхностных пондеромоторных сил во внешнем электрическом поле. Формование волокон из мениска, униполярно заряженных и выдуваемых потоком газа из узла с щелевым соплом 9 из области сильного электрического поля, происходит под действием не только электростатических сил, но и под действием тангенциального ускорения аэродинамического происхождения.
Непрерывное охлаждение полимерной нити, подаваемой в место нагрева, необходимо из-за существования мощного теплового потока от расплавленного конца нити. Указанный поток способствует размягчению полимерного прутка, размягченный пруток теряет упругость и способность подаваться в зону плавления. Для устойчивой работы такого устройства необходим высокий температурный градиент между зоной подачи прутка и зоной его плавления, легко реализуемый из-за низкой теплопроводности большинства термопластов.
На противоэлектрод 10 подают относительно заземленного канала-нитепровода потенциал 30 кВ, при этом расстояние между срезом канала и противоэлектродом устанавливают равным 40 мм. Противоэлектрод выполняют в виде проволоки круглого сечения с диаметром 400 мкм.
Для получения однородного по толщине нетканого волокнистого материала на ширине приемной подложки в 600 мм расстояние между зоной формования и приемной подложкой на транспортере 11 устанавливают равным 800 мм. На таком расстоянии факел униполярно заряженных волокон распределяется под действием собственного объемного заряда весьма равномерно даже без поперечного сканирования.
Средний диаметр получаемых волокон (капрон, лавсан, полиэтилен) составляет 7 мкм, а производительность устройства с одной трубкой-нитепроводом - 7 мг/с.
Для повышения производительности устройства его выполняют в тиражированном варианте. Подающий барабан изготавливают многосекционным, с каждой секции барабана сматывают полимерный пруток. С подающего барабана со скоростью 3 мм/с сматывают, например, капроновые нити диаметром 2 мм. Количество нитей, расположенных в ряд на расстоянии 1 см одна от другой, составляет 50. Соответственно такова же рабочая длина подающего барабана и вальцов с профилированной зубчатой поверхностью, образующей ряд параллельных кольцевых пазов для протяжки нитей. Перед подачей в зазор между вальцами нити из капрона пропускают через сушильное устройство, где они в движении при температуре не выше 80оС подвергаются сушке, так как могут содержать до 12% воды даже при хранении в атмосфере нормальной влажности.
Ряд нитей подают в зазор между вальцами и далее в систему каналов нитепроводов, выполненных из нержавеющей стали и имеющих внутренний диаметр 3,5 мм. Каналы-нитепроводы омывают водой комнатной температуры, пропускаемой через рубашку охлаждения, общую для всей системы параллельных трубок. Конечные части трубок-нитепроводов длиной в 5 мм опускают в набегающий поток горячего воздуха. Скорость потока в этом сечении составляет 70 м/с при нормальной температуре.
Систему трубок заземляют, а на противоэлектрод подают положительный потенциал 25 кВ, при этом расстояние между срезами каналов и противоэлектродом устанавливают равным 30 мм.
Противоэлектрод выполняют в виде проволоки круглого сечения с диаметром 300 мм. Для получения однородного по толщине нетканого волокнистого материала на ширине приемной подложки плоской или профильной (фиг.2) в 600 мм расстояние между системой каналов-нитепроводов и приемной подложкой равно 800 мм. Для получения более плотной структуры нетканого материала используют электропроводящую подложку, для более рыхлой - неэлектропроводящую.
Средний диаметр получаемых волокон составляет 4 мкм, степень неоднородности по толщине на ширине подложки без сканирования - 30%, производительность - 500 мг/с.
Основные преимущества предложенного устройства следующие:
1. Возможность переработки, исключение при переработке термической деструкции расплава термопластичных материалов, что является следствием относительно кратковременного прогрева малого количества полимера, подвергаемого непосредственно вслед за плавлением распылению;
2. Малое время, при котором полимер находится при повышенной температуре, позволяет несколько перегревать его, что способствует существенному снижению вязкости расплава и возможности получения весьма тонких волокон без ухудшения их механических свойств;
3. За счет отказа от использования растворов полимеров в органических растворителях снижается токсичность и пожароопасность производства;
4. При переработке полимеров через расплав удается использовать такие крупнотоннажные, относительно дешевые полимерные материалы, как поликапроамид, полиэтилентерефталат, полиэтилен, полипропилен. Эти полимеры являются значительно более химически устойчивыми, нерастворимыми в большинстве доступных растворителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА | 1991 |
|
RU2005828C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ОБЪЕКТА | 1991 |
|
RU2036443C1 |
| СРЕДСТВО ДЛЯ ЗАЩИТЫ ОТ ПОНИЖЕННЫХ ТЕМПЕРАТУР | 1991 |
|
RU2009650C1 |
| СПОСОБ РАЗРЕЗАНИЯ И ЗАКРЕПЛЕНИЯ КРОМКИ ТКАНИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011716C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2011530C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО КЛЕЕНОГО МАТЕРИАЛА | 1991 |
|
RU2057217C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО ПРЕСС-МАТЕРИАЛА | 1991 |
|
RU2012567C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭЛЕКТРОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК ДИЭЛЕКТРИКОВ МЕТОДОМ РАЗРЯДА | 1991 |
|
RU2007737C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ НА БОБИНУ | 1992 |
|
RU2009974C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТКАНИ | 1993 |
|
RU2057827C1 |
Использование: при формировании волокнистых материалов, в сильных электрических полях. Сущность изобретения: каждый из узлов устройства состоит из последовательно установленных приемного вращающегося барабана, вальцов с зубчатой поверхностью, приводимых во вращение электродвигателем с редуктором, снабженной внешним холодильником сменной системы каналов-нитепроводов. К части каждого из каналов нитепроводов через теплоизолирующую прокладку примыкает плавильное устройство, а в месте выхода канала-нитепровода из плавильного устройства установлены узел с щелевым соплом для подачи раздувающего агента и высоковольтный противоэлектрод, между которыми расположен приемный транспортер. Поверхность последнего выполнена плоской или профильной с электропроводящей или неэлектропроводяшей подложкой. 2 ил.
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, содержащее узел подачи волокнообразующего материала, узел подачи раздувающего агента, высоковольтный противоэлектрод и приемный узел, отличающееся тем, что узел подачи волокнообразующего материала снабжен узлом плавления и содержит подающий барабан, последовательно которому установлены вальцы с зубчатой поверхностью, и снабженный внешним холодильником канал-нитепровод для пропускания волокнообразующего материала, представляющего собой термопластичный полимерный пруток, при этом выходную часть канала охватывает узел плавления проходящего через канал прутка, а узел подачи раздувающего агента размещен между выходным отверстием канала-нитепровода и высоковольтным противоэлектродом.
| СПОСОБ КОНТРОЛЯ СО СТОРОНЫ РОДИТЕЛЕЙ ИСПОЛЬЗОВАНИЯ СОТОВОГО ТЕЛЕФОНА | 2004 |
|
RU2349950C2 |
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
