Изобретение относится к швейной промышленности и может быть использован для разрезания и закрепления кромок ткани.
Известен способ и устройство для раскроя полотна текстильного материала с поперечными полосами одной режущей головкой. Способ разрезания предусматривает нанесение полосы в виде красителя в месте резака, контрастирующего с основной поверхностью полотна. Устройство содержит два ощупывающих элемента, которые при перемещении материала выдают сигналы, являющиеся функцией окраски, которую имеет полотно через определенные интервалы вдоль параллельных полос. В результате обнаружения ощупывающими элементами линии определенного цвета происходит резка материала с учетом возможной корреляции ухода режущей кромки от линии резания и выдача соответствующего сигнала на ее коррекцию.
Недостатком данного способа и устройства является низкая надежность ощупывающих элементов, существенно зависящая от контрастности красителя и ткани, ее структуры и физико-механических свойств. Кроме того, у раскроенного изделия необходимо обрабатывать кромку.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ [1] для разрезания и одновременного закрепления кромки разрезанной ткани, заключающийся в том, что в ткань в процессе производства вводят термопластичные волокна, которые служат для закрепления основы после теплового резания через определенный интервал в процессе охлаждения разделенной ткани. Устройство для реализации данного способа состоит из подающего и отводящего механизмов, ощупывающих элементов и ультразвукового регулируемого ножа, имеющего возможность перемещения относительно полотна по команде ощупывающего элемента или через определенный интервал расстояния.
Недостатками данного способа реза являются низкая точность резания ткани, имеющей перекосы и кривизну линии реза, недопустимость в большинстве случаев сплошного насыщения изделия термопластичными волокнами.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство [2] , состоящее из лазерного резака, ощупывающих элементов, подающего и отводящего механизмов, приводов слежения за линией реза, отмеченной так же, как и в аналоге, контрастным красителем относительно основы.
Недостатком данного устройства является подвижность чувствительных элементов и лазерного резака, что существенно понижает эксплуатационную надежность устройства, так как соотношение положения ощупывающих элементов и системы реза для получения качества реза должно быть очень жестким.
Цель изобретения - повышения точности разделения ткани и эксплуатационной надежности устройства при осуществлении процесса резания.
Поставленная цель достигается тем, что в ткань по линии реза вводят термопластичные нити с ферромагнитным наполнителем (по утку или основе). Для реализации способа в устройстве лазерный резак и ощупывающий элемент установлены жестко на станине устройства, стол, с установленными на нем подводящим и отводящим узлами выполнен подвижным в виде двух платформ, снабженных независимыми электроприводами для взаимно перпендикулярного перемещения этих платформ по направляющим, одна пара которых установлена жестко на станине, а другая пара направляющих смонтирована на поперечной платформе с возможностью движения стола вдоль линии подачи ткани.
Существенными отличиями по заявляемому способу является то, что введение в состав ткани термопластических нитей (по утку или основе) по линии реза с дополнительным ферромагнитным наполнителем позволяет повысить точность резания за счет высокой помехозащищенности способа по сравнению с прототипом, что представляет собой элемент новизны и соответствует критерию "существенные отличия".
Существенными отличиями по устройству является применение в качестве ощупывающего элемента индуктивного дифференциального датчика и установка этого датчика и лазерного ножа на станине жестко в отличие от прототипа, выполнение зоны резания с возможностью перемещения стола в процессе реза как в продольном, так и в поперечном направлениях, что повышает эксплуатационную надежность, а также точность устройства и представляет собой элемент новизны и соответствует критерию "существенные отличия".
П р и м е р. Способ заключается в том, что при получении текстильного полотна на ткацких станках для получения разноцветных полос в качестве одной из полос (ряд нитей по утку) используются термопластичные нити, при производстве которых в исходный материал вводят ферромагнитный порошок, двуокись хрома или кобальтированные частицы гамма-окислов железа. В процессе опытной эксплуатации ощупывающее устройство - нить) лучшие результаты получены при содержании ферромагнитных компонентов в термопластичном материале 5 мас. % .
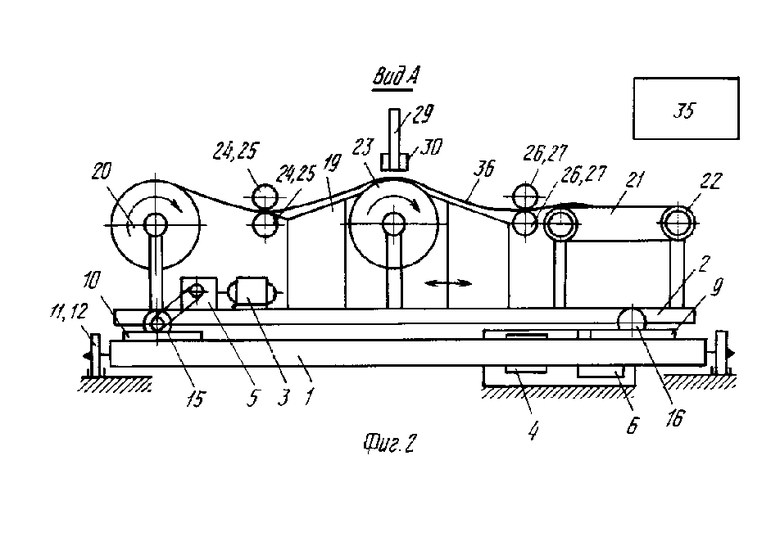
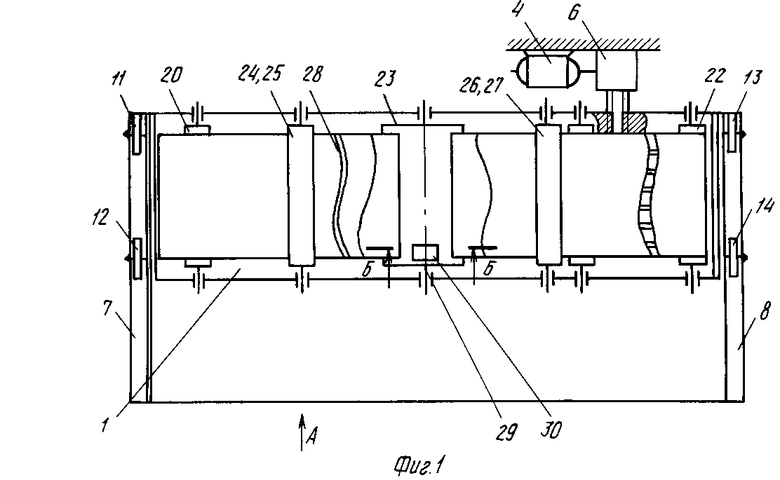
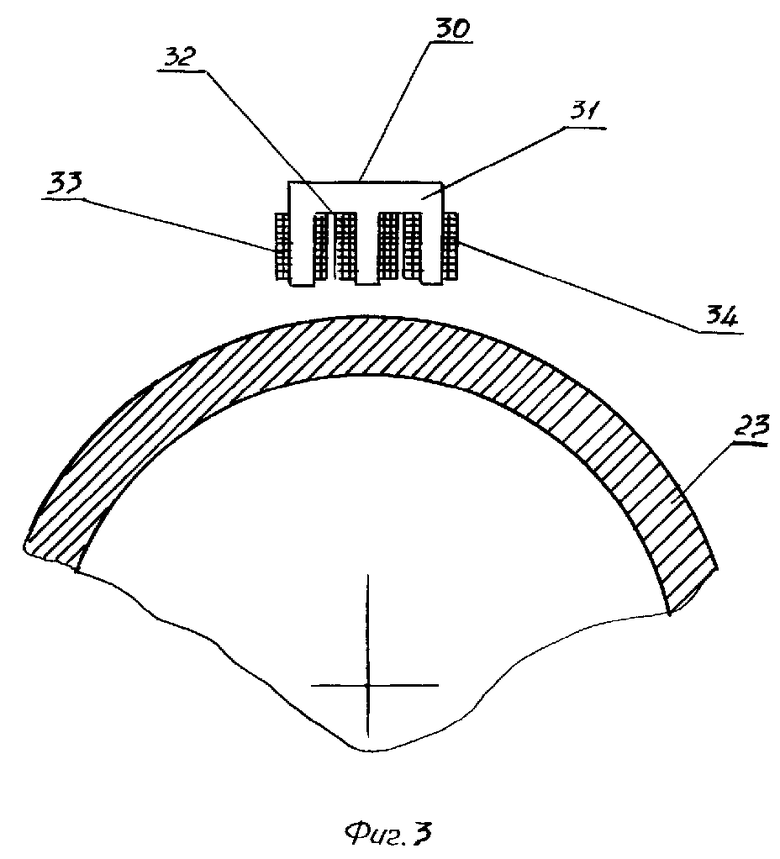
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство состоит из двух подвижных платформ 1 и 2, имеющих независимые приводы, состоящие из электродвигателей 3, 4 и редукторов 5, 6, и установленные в направляющих 7-10 поперечного и продольного движения на роликовых опорах 11-16. На платформе 2 установлен стол 19, барабан 20 с рулоном ткани, отводящий ленточный транспортер 21 с барабаном 22, свободный стальной барабан 23, прижимные ролики 24 и 25 подвода ткани и прижимные ролики 26 и 27 отвода ткани. Над линией реза 28 напротив свободного барабана установлен лазерный нож 29, а перед ним дифференциальный индуктивный датчик 30, состоящий из магнитопровода 31, генераторной обмотки 32 и двух сигнальных обмоток 33 и 34. Для обеспечения алгоритма работы устройства используется система 35 управления, связанная электрически с дифференциальным датчиком, электроприводами платформ, электроприводами подачи текстильного полотна и прижимных роликов, лазерным резаком.
Устройство работает следующим образом.
В исходном состоянии платформы 1 и 2 устанавливаются так, что платформа 1 имеет возможность перемещаться, а ось симметрии дифференциального датчика располагается на вертикальной оси вращения свободного барабана. Кассета с рулоном ткани устанавливается на платформу и ткань 36 заправляется в прижимные ролики. Платформа 2 в исходном состоянии устанавливается так, что лазерный резак находится вне поля текстильного полотна.
После заправки полотна включаются электроприводы отводящего транспортера, роликов 24-27 и барабана 20. Проходя под датчиком, текстильное полотно в месте нанесения термопластичных нитей по утку, заполненных ферромагнитным материалом, вызывает сигнал дифференциального датчика 30, который поступает на систему 35 управления, включающую приводы подачи ткани, лазерный резак и электропривод подачи платформы 1. При отклонении линии термопластичных нитей срабатывает дифференциальный датчик, выдает сигнал на систему управления. В зависимости от фазы сигнала последняя включает электропривод подачи платформы 1 в прямом или реверсивном режиме. При возвращении линии реза в исходное состояние (напротив лазерного резака) электропривод платформы 1 отключается. По окончании реза система управления по путевому датчику или по времени выключает лазерный резак и приводит платформы 1 и 2 в исходное состояние.
В отличие от прототипа использование предлагаемого способа обнаружения и отслеживания линии реза за счет использования нитей по утку, выполненных из термопластичного материала с ферромагнитным наполнителем, существенно повышает помехозащищенность и увеличивает надежность и точность работы. Применение данного устройства, в качестве ощупывающих и режущих элементов которого используются жестко закрепленные лазерный излучатель и дифференциальный датчик, обеспечивает в отличие от прототипа жесткость измерительно-обрабатывающей части узла резания, что способствует повышению качества реза и эксплуатационной надежности всего устройства в целом. Кроме того, устройство может достаточно простыми способами коррелировать погрешность, возникающую от перекосов, возникающих в процессе движения текстильного полотна, что у прототипа не обеспечивается. Устройство может обеспечить (без учета заправки) 100% -ю автоматизацию участков по изготовлению готовых текстильных полотен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2011530C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ОБЪЕКТА | 1991 |
|
RU2036443C1 |
| Механизм стопирования к устройству для складывания текстильных полотен | 1989 |
|
SU1694466A1 |
| СРЕДСТВО ДЛЯ ЗАЩИТЫ ОТ ПОНИЖЕННЫХ ТЕМПЕРАТУР | 1991 |
|
RU2009650C1 |
| Устройство для складывания прямого белья | 1988 |
|
SU1687686A1 |
| Устройство для складывания текстильных полотен | 1989 |
|
SU1622465A1 |
| Устройство для складывания текстильных полотен | 1990 |
|
SU1744161A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТКАНИ | 1993 |
|
RU2057827C1 |
| Способ выкраивания прямоугольных деталей и устройство для его осуществления | 1987 |
|
SU1618370A1 |
| Способ формирования ткани и устройство для его осуществления | 1990 |
|
SU1712485A1 |
Сущность изобретения: способ для разрезания и закрепления кромки ткани заключается в введении в ткань по утку полос термопластичного материала с ферромагнитным наполнителем. Устройство для осуществления способа снабжено ощупывающим элементом в виде дифференциального магнитного датчика 29 и платформ 1 и 2, обеспечивающих перемещение рабочего стола с помощью управляемых по сигналам датчика электроприводов 3 и 4 этих платформ. 1 с. п. ф-лы, 3 ил.