Изобретение относится к способу изготовления двухкамерной напорной набивки с наружным корпусом, охватывающим полость, которая может нагружаться давлением, и имеющим отверстие, через которое вводится внутренний корпус из образующего складки или мнущегося материала.
Подобные двухкамерные напорные набивки применяются в настоящее время, как правило, в качестве заменителей для известных напорных резервуаров с рабочим газом. Вывод среды из внутреннего корпуса осуществляется путем нагружения давлением полости наружного корпуса. Поэтому выводимая среда не контактирует с этой рабочей средой, а вследствие изменения внутреннего корпуса выталкивается через вентиль.
Эти известные двухкамерные напорные набивки в основном состоят из трех частей, то есть наружного корпуса, например алюминиевой гильзы с дном, внутреннего корпуса, например очень тонкой алюминиевой гильзы, а также воронки, которая насаживается на кромку входного отверстия внутреннего и наружного корпусов и герметично охватывает ее. Затем в центре этой дискообразной воронки устанавливается соответствующий вентиль.
Установка воронки на кромки входного отверстия внутреннего и наружного корпусов является весьма трудоемкой операцией, поскольку она осуществляется вручную. Воронка закатывается или отбортовывается вместе с кромками входного отверстия. Поэтому для нее требуется определенное место. Так как для размещения собственно вентиля также, как правило, требуется участок диаметром 25 мм, то общий диаметр отверстий применяемых в настоящее время двухкамерных напорных набивок должен составлять примерно 40-65 мм. Между тем находят применение лишь двухкамерные напорные набивки со ступенчатыми размерами.
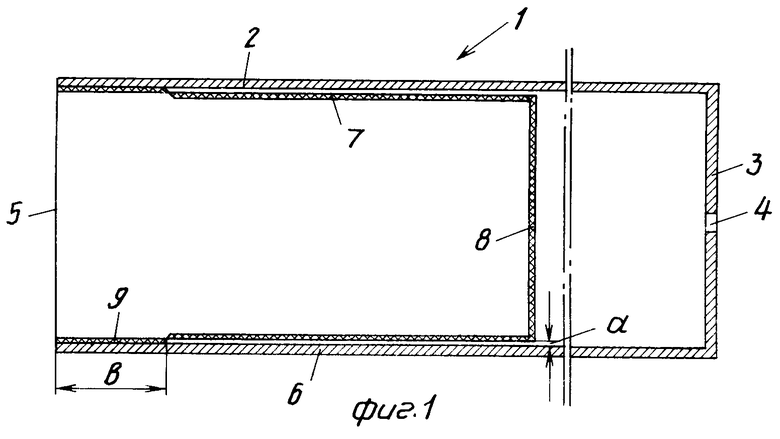
На фиг.1 изображен продольный разрез двухкамерного напорного резервуара в первой стадии изготовления; на фиг.2 - то же, в следующей стадии изготовления.
Двухкамерный напорный резервуар имеет наружный корпус 1 в виде гильзы, состоящий из цилиндрической оболочки 2, а также донной крышки 3. Этот наружный корпус 1 может изготавливаться из круглой алюминиевой заготовки, например, путем выдавливания или глубокой вытяжки. Донная крышка 3 имеет отверстие 4, через которое полость может нагружаться давлением. По окончании этого процесса отверстие 4 можно закрыть.
В цилиндрическое отверстие 5, находящееся по другую сторону донной крышки 3 наружного корпуса 1, вставлен внутренний корпус 6. Этот внутренний корпус 6 также имеет цилиндрическую оболочку 7, а также закрытую донную крышку 8. В целом этот внутренний корпус 6 выполнен из относительно тонкого алюминия, так что он является сминаемым с образованием складок.
Цилиндрическая оболочка 7 и донная крышка 8 охватывают пространство, которое в рабочем положении служит для приема выводимой среды.
В данном примере выполнения внутренний корпус 6 расположен по отношению к цилиндрической оболочке 2 наружного корпуса 1 на больших участках с промежутком а. Однако по направлению к цилиндрическому отверстию 5, т.е. в области входа наружного корпуса 1 и внутреннего корпуса 6, внутренний корпус 6 или его цилиндрическая оболочка 7 соединены с цилиндрической оболочкой 2 в области b. Соединение выполнено, например, путем сварки, склеивания, лазерной сварки, формоизменения.
Первая стадия изготовления двухкамерной напорной набивки осуществляется следующим образом.
Из круглой алюминиевой заготовки вытягивают наружный корпус 1. В донной крышке 3 выполняют отверстие 4 и на цилиндрическую оболочку 2 в области b наносят покрытие 9 из клеящего вещества или сваривают.
После этого вводят внутренний корпус 6, причем покрытие 9 затвердевает и тем самым не препятствует введению.
После этого двухкамерная напорная набивка проходит через печь, где покрытие 9 разжижается. Вследствие этого уже начинается процесс установления соединения между цилиндрической оболочкой 2 и цилиндрической оболочкой 7. Однако надлежащее соединение обеспечивает нагретый инструмент, который вводится через цилиндрическое отверстие 5 и прижимает цилиндрическую оболочку 7 к цилиндрической оболочке 2.
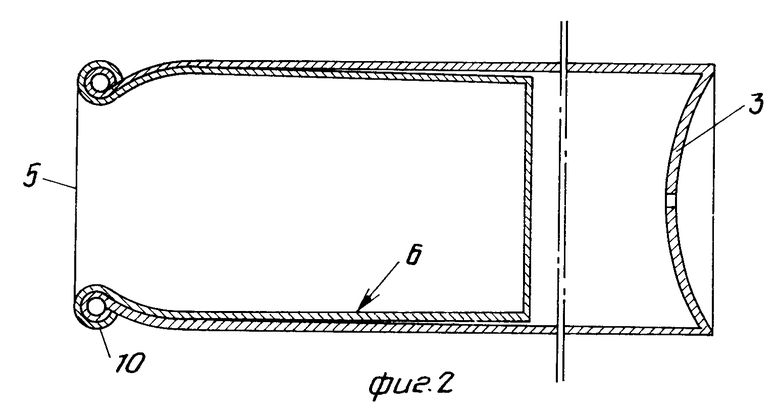
Следующая стадия обработки представлена на фиг.2. В этой стадии обработки прежде всего донная крышка 3 подвергается формоизменению, так что она становится способной выдержать внутреннее давление в полости и не выгибается.
Далее производится отбортовка наружу цилиндрической оболочки 2 и цилиндрической оболочки 7 в области цилиндрического отверстия 5, так что образуется отбортованная кромка 10. При этом одновременно осуществляется вытяжка внутрь цилиндрической оболочки 2 и цилиндрической оболочки 7 в определенной области.
На следующей стадии изготовления пространство внутреннего корпуса 6 заполняется выводимой средой и цилиндрическое отверстие 5 закрывается крышкой с вентилем.
Эта крышка обеспечивает герметизацию отбортованной кромки 10. После этого полость наружного корпуса 1 через отверстие 4 нагружается давлением, причем после этого отверстие 4 закрывается. Но одновременно происходит нагружение давлением и внутреннего корпуса 6, так что при срабатывании вентиля среда выносится из пространства внутреннего корпуса 6 через вентиль, в то время как внутренний корпус 6 в том же объеме поддается давлению в полости наружного корпуса и сжимается.
Если выяснится, что при нагружении давлением полости наружного корпуса 1 в области покрытия 9 возникли утечки, то есть возможность введения в полость через отверстие 4 дополнительного уплотняющего материала. Последний растекается вдоль цилиндрической оболочки 2 по направлению к покрытию 9, так что можно устранить утечки и задним числом.
Изобретение касается способа изготовления двухкамерного напорного резервуара с наружным корпусом, охватывающим полость, которая может нагружаться давлением, и имеющим отверстие, через которое вводится внутренний корпус из образующего складки или сминаемого материала. Наружный корпус и внутренний корпус до отбортовки или заполнения внутреннего корпуса и установки вентиля в области входного отверстия соединяют между собой в заданной области и затем вместе отбортовывают с образованием отбортованной кромки. Соединение осуществляют путем сварки, склеивания, формоизменения. На наружный корпус или на внутренний корпус в области соединения перед установкой внутреннего корпуса наносят покрытие. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХКАМЕРНОГО НАПОРНОГО РЕЗЕРВУАРА с цилиндрической внешней оболочкой, имеющего заполняемое под давлением внутреннее пространство и отверстие, через которое введена цилиндрическая внутренняя оболочка из складчатого или сминаемого материала, отличающийся тем, что внешнюю и внутреннюю оболочки соединяют вместе в определенном участке и затем вместе отгибают наружу или внутрь к краю борта, при этом цилиндрическую часть отверстия вытягивают внутрь.
| Патент США N 4037550, кл | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
