Область техники, к которой относится изобретение
Настоящее изобретение относится к области металлургии, в частности к способу и устройству для нанесения смазки на металлический прутковый пластически деформируемый материал и для его формоизменения волочением с использованием смазок с консистенцией от твердой до жидкой.
Уровень техники
При формоизменении металлов волочением используют твердые, полутвердые и жидкие смазки, слой которых наносят на поверхность пластически деформируемого материала.
Известны способ и устройство для нанесения твердых или полутвердых смазок при холодной обработке давлением металлов (DD 147209). При этом пластически деформируемый материал помещают в закрытую камеру с находящейся в ней смазкой, которая под воздействием создаваемых в этой камере давления и/или температуры находится в жидком состоянии. Такая камера выполнена в виде нагреваемой камеры повышенного давления, которая соединена с устройством подачи смазки и создания давления. Кроме того, в этой камере повышенного давления имеются входной и выходной глазки, через которые протягивается пластически деформируемый материал, на который наносится покрытие.
Недостаток этих способа и устройства, пригодных лишь для нанесения смазки, но не для одновременного пластического деформирования материала в выходном глазке, заключается в том, что используемая смазка, которая находится в жидком состоянии, обладает низкой вязкостью. В результате сужаются возможности варьировать толщину слоя смазки, а пластически деформируемый металлический материал с нанесенной таким путем смазкой из-за возможности получения лишь очень тонкого слоя смазки в трущейся паре деформирующий инструмент/деформируемый материал допускает его обработку давлением с подобным покрытием только на одной или лишь малом количестве стадий формоизменения. Кроме того, проблематичным является и уплотнение входного и выходного глазков, что также обусловлено низкой вязкостью смазки.
Далее, известны способы и устройства, предусматривающие создание гидростатического давления смазки. В одном из таких устройств проволока перед поступлением в волоку проходит через камеру повышенного давления с находящейся в ней жидкой смазкой. Давление смазки создается насосом. Для уплотнения камеры повышенного давления с ее входной стороны используют дополнительную волоку в качестве уплотнительной фильеры (J. Schiermeyer, диссертация, защищенная при Техническом университете г. Клаусталь, 1979; US 3413832). Такая конструкция устройства должна создавать в отверстии основной волоки условия для гидродинамической смазки.
При этом определенные проблемы также возникают с уплотнением камеры повышенного давления с помощью уплотнительной фильеры, поскольку при необходимости формоизменения в небольших пределах эта фильера должна обеспечивать дополнительную смазку. Недостаток состоит также в необходимости подавать в устройство проволоку с уже нанесенной на нее смазкой. Еще один недостаток заключается в том, что пластически деформированный в этом устройстве материал, как правило, невозможно использовать на последующих стадиях обработки давлением без повторного нанесения смазки.
Другая возможность подачи смазки под высоким давлением в деформирующую зону волоки состоит в установке перед волокой более или менее длинного входного элемента, которым может быть либо трубка, либо профилированная воронка, либо волока (L. Gogecki, Т. Prajsnar, журнал Draht-Fachzeitschrift 1972, 12, с. 768-771; J. Schiermeyer, диссертация, защищенная при Техническом университете г. Клаусталь, 1979). Внутренний диаметр такого входного элемента при этом несколько больше диаметра подаваемой проволоки. Подобные устройства называют гидродинамическими напорными волоками. Повышенное давление смазки создается при этом автоматически за счет движущейся и несущей смазку проволоки (гидродинамическое возрастание давления). В результате удается достичь очень высокого давления смазки, составляющего примерно 300 МПа. Однако недостаток такой технологии заключается в бесконтрольном выдавливании смазки под действием высокого давления из инструмента, что часто приводит к повреждению или даже поломке инструмента.
Уже известны также способ и устройство для формоизменения пластически деформируемого пруткового материала и/или нанесения на него смазки (WO 96/14946), предусматривающие применение камеры повышенного давления, которая имеет входную и выходную фильеры для пластически деформируемого материала и особую систему подачи смазки с консистенцией от твердой до пастообразной. При этом к находящейся в камере повышенного давления смазке извне с помощью специального оборудования прикладывают очень высокое давление в пределах нескольких сот МПа, причем следует применять определенную комбинацию давления и температуры смазки, предотвращающую сжижение находящейся в камере повышенного давления смазки, имеющей консистенцию от твердой до пастообразной. Недостаток рассмотренной технологии состоит, однако, в том, что внешнее создание высокого давления смазки связано с очень высокими затратами на соответствующее оборудование, а также, с другой стороны, в том, что и в этом устройстве часто наблюдается бесконтрольный выход смазки из входной фильеры в направлении, противоположном направлению волочения, прежде всего при переходе смазки в пастообразное состояние. Выход смазки наружу наблюдается прежде всего при волочении катанки, которая часто имеет некруглое сечение и/или при работе устройства в диапазоне высоких давлений смазки.
Описание изобретения
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать такие способ и устройство для нанесения смазки на металлический прутковый пластически деформируемый материал и для его формоизменения волочением, которые позволяли бы осуществлять обработку давлением с высокой производительностью при сокращении затрат на оборудование, что является одним из основополагающих факторов, с одновременным решением проблем, связанных с уплотнением, и дальнейшим улучшением в зависимости от соответствующего пластически деформируемого материала одного или нескольких технологических параметров процесса формоизменения и нанесения смазки.
Указанная задача решается согласно изобретению с помощью способа нанесения смазки на металлический прутковый пластически деформируемый материал и его формоизменения волочением с использованием смазок с консистенцией от твердой до жидкой, заключающегося в том, что пластически деформируемый материал покрывают смазкой в двухкамерной системе, имеющей содержащую смазку камеру низкого давления и примыкающую к ней содержащую смазку камеру высокого давления, и подвергают его формоизменению с помощью расположенных на выходе каждой из камер рабочих волок. При этом камеру низкого давления с помощью внешней системы подачи смазки заполняют смазкой, имеющей консистенцию от твердой до пастообразной, и за счет указанной подачи смазки на нее в камере низкого давления воздействуют низким давлением, а в камере высокого давления за счет поступления в эту камеру пластически деформируемого материала, покрытого смазкой, имеющей консистенцию от твердой до жидкой, создают высокое давление смазки, причем в камере высокого давления устанавливают такое сочетание давления и температуры смазки, чтобы присутствующая в ней смазка имела консистенцию от твердой до жидкой.
Согласно изобретению на давление смазки в камере высокого давления воздействуют изменением параметров формоизменения и технологических параметров, прежде всего изменением давления и температуры смазки в камере низкого давления, скорости волочения, геометрии волоки и степени деформации.
Согласно одному из предпочтительных вариантов осуществления изобретения измеряют толщину пленки смазочного покрытия на пластически деформированном материале и/или измеряют давление смазки по меньшей мере в одной из камер и полученные результаты измерения используют для управления или регулирования скорости волочения, давления смазки и/или температуры смазки.
Камеру низкого давления предпочтительно непрерывно и лишь через одно-единственное подводящее отверстие заполнять смазкой с помощью экструдера и/или шестеренного насоса. Преимущество, связанное с использованием таких устройств (экструдер, шестеренный насос), состоит в том, что они одновременно позволяют создавать и необходимое давление смазки в этой камере низкого давления.
В соответствии с изобретением давление смазки в камере высокого давления устанавливают в пределах от 80 МПа до по меньшей мере 500 МПа. В камере же низкого давления в зависимости от давления смазки, необходимого в камере высокого давления, создают давление смазки в пределах от 0,2 МПа до максимально половины значения давления смазки, устанавливаемого в камере высокого давления.
Предлагаемый способ может использоваться в одноступенчатом процессе, а также несколько раз в многоступенчатом процессе. После прерывания процесса формообразования целесообразно кратковременно изменять на обратное направление, в котором пластически деформируемый материал перемещался относительно двухкамерной системы во время этого процесса, и/или снижать преобладающее в камерах со смазкой давление.
Предлагаемое в изобретении устройство имеет двухкамерную систему, состоящую из камеры низкого давления для смазки, имеющей консистенцию от твердой до пастообразной, и примыкающей к ней камеры высокого давления для смазки, имеющей консистенцию от твердой до жидкой, в каковых камерах происходит нанесение смазки на пластически деформируемый материал и его формоизменение. При этом камера низкого давления имеет входную фильеру для пластически деформируемого материала и рабочую волоку на выходе, которая одновременно образует входную фильеру последующей камеры высокого давления. На выходе последней расположена еще одна рабочая волока. К камере низкого давления подсоединена система для подачи смазки, имеющей консистенцию от твердой до пастообразной, и для создания давления смазки в этой камере низкого давления. Кроме того, на двухкамерной системе предусмотрены устройства, позволяющие устанавливать в камере высокого давления такое сочетание давления и температуры смазки, чтобы присутствующая в этой камере высокого давления смазка имела консистенцию от твердой до жидкой.
В соответствии с изобретением на выходе предлагаемого устройства может быть предусмотрено устройство для измерения толщины пленки смазочного покрытия на пластически деформированном материале и/или по меньшей мере на одной из камер двухкамерной системы может быть расположен датчик для измерения давления смазки, при этом предназначенные для передачи результатов измерения выходы таких измерительных устройств соединены с устройствами управления или регулирования скорости волочения, давления и/или температуры смазки.
Согласно одному из предпочтительных вариантов к камере низкого давления подсоединен экструдер и/или шестеренный насос для подачи смазки и для создания давления смазки.
Помимо этого, двухкамерная система может быть оборудована устройствами охлаждения и/или нагрева для управления/регулирования сочетания температуры и давления.
Предлагаемые в изобретении устройство и способ обладают рядом следующих преимуществ перед известными решениями.
Существенное преимущество связано с неожиданно возникающим эффектом, заключающимся в поступлении смазки из камеры низкого давления в камеру высокого давления с относительно высоким массовым расходом при одновременном формоизменении материала расположенной между этими камерами рабочей волокой. Такой значительный массовый расход смазки является основой для создания высокого давления смазки, необходимого в камере высокого давления.
Существенное усовершенствование состоит также в непрерывной подаче смазки, что согласно изобретению стало возможным лишь благодаря применению двухкамерной системы, состоящей из камеры низкого и камеры высокого давления, и что по сравнению с известной периодической подачей смазки (WO 96/14946) позволяет достичь существенных преимуществ. Так, в частности, предлагаемая в изобретении система подачи смазки существенно упрощает управление всем процессом нанесения смазки и работой установки, а также регулирование их параметров и, помимо этого, позволяет существенно сократить затраты на необходимую аппаратурную часть и на эксплуатацию установки. При этом, например, расход энергии сокращается примерно на 10%. Непрерывная подача смазки позволяет также более эффективно поддерживать давление смазки в соответствующих камерах на постоянном уровне. В результате достигается более стабильное протекание процесса нанесения смазки и формоизменения и повышается качество продукции. Более точное соблюдение параметров технологического процесса позволяет расширить возможности применения предлагаемого в изобретении устройства, в том числе и при наличии высоких технологических требований.
Внедрение предлагаемой в изобретении двухкамерной системы позволяет применять в камере высокого давления смазки, которые по своей природе являются твердыми, в жидком состоянии, поскольку в указанной камере благодаря наличию на ее входе и выходе рабочих волок уже не возникает проблем с уплотнением, которые при определенных условиях могут возникнуть в устройствах известных конструкций (WO 96/14946). Камера высокого давления, уплотненная рабочими волоками, позволяет также получать на материале более толстый по сравнению с уровнем техники (DD 147209) слой твердой смазки. Кроме того, использование твердых смазок в жидком состоянии обеспечивает более качественное нанесение смазки на пластически деформируемый материал благодаря тому, что смазка в жидком состоянии легче образует пленочный слой, обладающий более высокой адгезионной способностью. Сказанное имеет большое значение при обработке давлением высоколегированных материалов и материалов с особыми свойствами.
Предлагаемая в изобретении двухкамерная система позволяет, помимо этого, создавать в камере низкого давления настолько низкое давление смазки, что не возникает никаких особых проблем с уплотнением и этой камеры даже в тех случаях, когда находящаяся в этой камере смазка имеет пастообразную консистенцию.
Ниже изобретение более подробно поясняется на примере одного из вариантов его выполнения со ссылкой на прилагаемый чертеж, на котором схематично показано устройство для осуществления предлагаемого способа.
Показанное на чертеже устройство выполнено с двухкамерной системой, сквозь которую в показанном стрелками направлении протягивается пластически деформируемый материал 1, форма которого изменяется в процессе волочения. Двухкамерная система имеет содержащую смазку камеру 2 низкого давления и содержащую смазку камеру 3 высокого давления, расположенную за камерой 2 в направлении вытягивания.
Камера 2 низкого давления имеет на входе для пластически деформируемого материала 1 входную фильеру 4, диаметр отверстия которой на 0,1 мм больше диаметра подаваемого пластически деформируемого материала 1. На выходе камеры 2 низкого давления расположена рабочая волока 5, которая служит для формоизменения выходящего из камеры 2 низкого давления пластически деформируемого материала 1 и которая одновременно образует входное отверстие в камеру 3 высокого давления. На выходе камеры 3 высокого давления расположена еще одна рабочая волока 6.
Камера 2 низкого давления соединена с системой 7 подачи смазки 8, которая имеет консистенцию от твердой до пастообразной. В состав системы 7 подачи смазки входит экструдер. Этот экструдер создает в указанной камере давление смазки порядка примерно 40 МПа. В качестве смазки может использоваться, например, твердая смазка на основе стеарата кальция.
Камера 3 высокого давления сконструирована с расчетом на ее заполнение смазкой 9, имеющей консистенцию от твердой до жидкой. К этой камере подключен датчик 10, с помощью которого определяется давление смазки в ней. Выход этого датчика 10, предназначенный для передачи результатов измерения, соединен с устройством 11 управления или регулирования скорости волочения, давления и/или температуры смазки в камере 2 низкого давления. Для изменения температуры смазки предусмотрено расположенное на камере 2 низкого давления нагревательное устройство 12. Кроме того, в зоне рабочей волоки 5 на наружной стенке устройства расположено охлаждающее устройство 13, которое может использоваться для охлаждения двухкамерной системы и позволяет также поддерживать определенный температурный режим, т.е. может использоваться для термостатирования.
Для заполнения камеры 3 высокого давления смазкой и создания высокого давления смазки на этой камере не предусмотрено никаких соответствующих устройств. Более того, необходимое в камере 3 высокого давления количество смазки поступает в эту камеру 3 из камеры 2 низкого давления автоматически вместе с подаваемым пластически деформируемым материалом 1. Одновременно в камере 3 высокого давления таким путем создается требуемое высокое давление смазки, составляющее порядка 250 МПа.
Указанное устройство позволяет, например, покрывать смазкой и подвергать формоизменению стальную проволоку марки D43. В таком устройстве проволока подвергается пластическому деформированию со скоростью волочения 2 м/с с уменьшением ее сечения рабочей волокой 5 на 10% и рабочей волокой 6 - на 15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ НА НЕПРЕРЫВНУЮ МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОКРЫТИЯ ИЗ СМАЗОЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2136420C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ПОРАЖЕННОГО ОКАЛИНОЙ ДЕФОРМИРУЕМОГО МАТЕРИАЛА СМАЗОЧНЫМ МАТЕРИАЛОМ | 2014 |
|
RU2667190C2 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ | 1980 |
|
SU1823500A1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗКИ | 1972 |
|
SU331285A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ НИКЕЛИД-ТИТАНОВОЙ ПРОВОЛОКИ | 2012 |
|
RU2502823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОГО СНАРЯДА С ВЕДУЩИМ ПОЯСКОМ | 2009 |
|
RU2406589C1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
| Смазка для холодной пластической деформации металлов | 1982 |
|
SU1182065A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
Описаны способ и устройство для нанесения смазки на металлический прутковый пластически деформируемый волочением материал и его формоизменения волочением с использованием смазок с консистенцией от твердой до жидкой. Задача изобретения - осуществление обработки давлением с высокой производительностью при сокращении затрат на оборудование, решение проблем, связанных с уплотнением, необходимым для удержания смазки внутри устройства, а также улучшение многих технологических параметров процесса формоизменения и нанесения смазки в зависимости от соответствующего пластически деформируемого материала. Пластически деформируемый материал покрывают смазкой в двухкамерной системе, имеющей содержащую смазку камеру низкого давления и примыкающую к ней содержащую смазку камеру высокого давления, и подвергают его формоизменению с помощью расположенных на выходе каждой из камер рабочих волок. Камеру низкого давления с помощью системы подачи смазки заполняют смазкой, имеющей консистенцию от твердой до пастообразной, и на нее извне воздействуют низким давлением. В камере высокого давления за счет поступления в эту камеру пластически деформируемого материала, покрытого смазкой, создают высокое давление смазки и устанавливают такое сочетание давления и температуры смазки, чтобы присутствующая в ней смазка имела консистенцию от твердой до жидкой. Изобретение обеспечивает возможность непрерывной подачи смазки, использование твердой смазки в жидком состоянии. 2 с. и 8 з.п. ф-лы, 1 ил.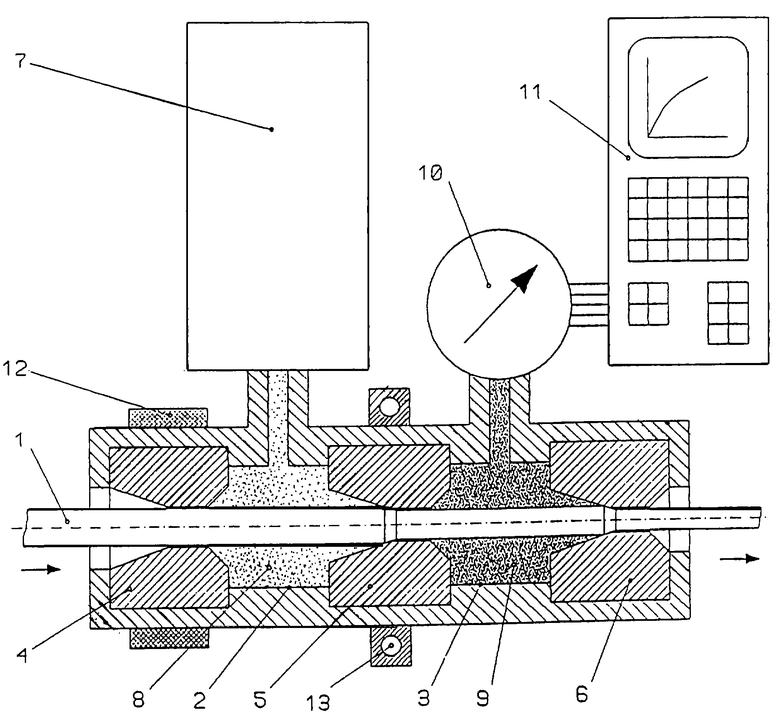
| US 3413832, 03.12.1968 | |||
| Устройство для подачи смазки вОчАг дЕфОРМАции пРи ВОлОчЕНии | 1979 |
|
SU831264A1 |
| 1971 |
|
SU414023A1 | |
| УСТРОЙСТВО ДЛЯ ГИДРОДИНАМИЧЕСКОГО ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2030234C1 |
| US 3145832, 25.08.1964 | |||
| Устройство для измерения углов наклона | 1983 |
|
SU1176172A1 |

