Изобретение относится к способу изготовления двухкамерной тары, в которой используется находящаяся под давлением среда и которая содержит внешнюю оболочку и соединенный с ней в области слоя адгезионного связующего внутренний корпус из образующего складки или сминаемого материала, причем внешнюю оболочку, слой адгезионного связующего и внутренний корпус совместно загибают вокруг отверстия с образованием отбортованной кромки.
Подобный способ известен из EP-A 0326052 и показал себя на практике как очень эффективный. Наряду со многими преимуществами прежде всего следует отметить герметичное соединение внешней оболочки и внутреннего корпуса, что особенно важно при наличии подвергающегося давлению внутреннего пространства между внешней оболочкой и внутренним корпусом.
В основе данного изобретения лежит задача улучшить этот известный и наилучшим образом проверенный способ, особенно в отношении уплотнения, изготовления и внешнего вида отбортованной кромки.
Данная задача решается тем, что от внешней оболочки и при необходимости внутреннего корпуса перед загибанием в отбортованную кромку удаляют кольцо.
До сих пор это кольцо загибалось в отбортованную кромку между собственно краем отверстия и началом слоя адгезионного связующего или краем внутреннего корпуса, причем часто одновременно также отбортовывалась часть слоя адгезионного связующего или внутреннего корпуса. Так как это кольцо, как правило, состоит из гладкого материала, оно контактирует с отбортовочным приспособлением, так что при этом возникает опасность холодной сварки. Далее, при изготовлении внутреннего корпуса в этой области кольца часто еще из кромки внутреннего корпуса выступают потеки клея, которые загрязняют отбортовочное приспособление и отбортованную кромку.
Следующий недостаток состоит прежде всего в том, что при обжатии внешней оболочки внутренний корпус образует складки, которые проходят до отбортованной кромки. Так как кромка внутреннего корпуса лежит в начале отбортованной кромки или немного над ней, это образование складок не может быть устранено. Складки остаются и приводят к негерметичности.
Данное изобретение устраняет все эти недостатки. Вследствие удаления кольца внешней оболочки, проходящего преимущественно до кромки адгезионного связующего или внутреннего корпуса, или даже за эту кромку, на отбортованной кромке отсутствуют потеки адгезионного связующего, и гладкий металл внешней оболочки не подвергается непосредственно воздействию отбортовочного приспособления.
Прежде всего, вследствие закатки отбортованной кромки образуется жесткая запрессовка внутреннего корпуса на его верхнем крае в слой адгезионного связующего или в наружную оболочку, так что возникающие вследствие обжатия складки снова полностью устраняются. Для этой цели предпочтительно даже еще раз дополнительно закатать отбортованную кромку после ее изготовления, причем применяется инструмент, который почти полностью перекрывает окружной кольцевой канавкой отбортованную кромку.
Изготовленная согласно изобретению двухкамерная тара, в которой используется находящаяся под давлением среда, имеет чрезвычайно высокую герметичность, что подтверждает преимущество этого способа.
Дополнительно следует еще указать на то, что в новом способе согласно изобретению на образование складок вообще не следует обращать внимания, так что возможно существенно большее число ступеней вытяжки, как при изготовлении известных обычных аэрозольных баллонов. Это приводит к тому, что вся верхняя область изготовленной по предлагаемому способу двухкамерной тары, использующей находящуюся под давлением среду, существенно улучшается в отношении внешнего вида. Это справедливо, разумеется, также для собственно отбортованной кромки, которая не будет иметь никаких зазубрин или потеков клея.
Как осуществляют удаление кольца внешней оболочки, имеет второстепенное значение. Преимущественно кольцо удаляют фрезерованием, однако допустимы также другие методы удаления.
Дальнейшие преимущества, признаки и подробности изобретения даны в последующем описании предпочтительного примера выполнения, сопровождаемом чертежами, на которых:
фиг. 1 изображает горизонтальную проекцию в разрезе двухкамерной тары, в которой используется находящаяся под давлением среда, на различных стадиях процесса ее изготовления согласно EP-A 0326052;
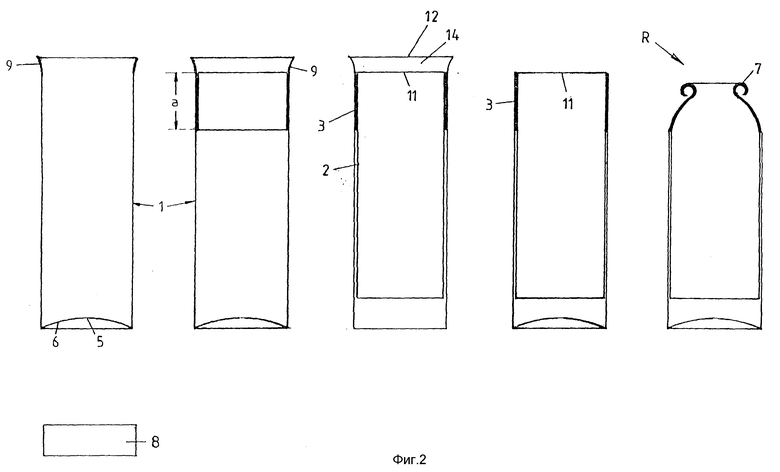
фиг. 2 изображает горизонтальную проекцию в разрезе двухкамерной тары, в которой используется находящаяся под давлением среда, на различных стадиях процесса ее изготовления согласно данному изобретению;
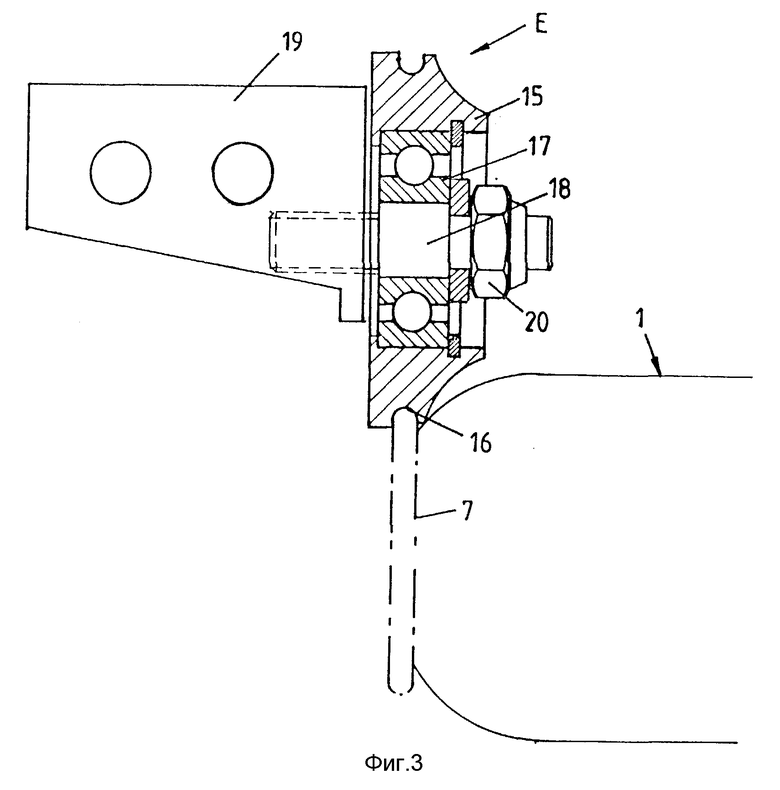
фиг. 3 изображает горизонтальную проекцию с частичным разрезом инструмента для дополнительного закатывания согласно изобретению.
Двухкамерная тара R, в которой используется находящаяся под давлением среда, состоит согласно фиг. 1 из внешней оболочки 1 и внутреннего корпуса 2. Внутренний корпус 2 соединен с внешней оболочкой 1 только в определенной верхней области "a" через слой 3 адгезионного связующего. Иначе говоря, между внутренним корпусом 2 и внешней оболочкой 1 образована внутренняя полость 4, которая заполняется средой, создающей давление, через отверстие 5 в вогнутом днище 6.
Внутренний корпус 2 служит для приема продукта, подаваемого из вентиля, не показанного с целью упрощения чертежа. Этот вентиль или крышка, в которой установлен вентиль, устанавливается на отбортованной кромке 7.
Эту двухкамерную тару R, в которой используется среда под давлением, согласно EP-A 0326052 и фиг. 1 изготавливают следующим образом.
Из металлической круглой заготовки 8, в частности из алюминиевой круглой заготовки, вытягивают внешнюю оболочку 1, например, посредством известного процесса глубокой вытяжки или выдавливания. Во время процесса или после него одновременно также формируют днище 6, а отверстие 5 в днище или вырубают, или только надрезают так, что в последнем случае вследствие последующего приложения вакуума к днищу 6 надрезанная круглая заготовка выдавливается и образуется отверстие 5. Днище 6 в общем случае не обязательно должно быть вогнутым, оно может также оставаться плоским. Разумеется, вогнутое днище 6 при давлении во внутренней полости 4 является более целесообразным.
Далее область 9 кромки внешней оболочки 1 развальцовывают, чтобы можно было лучше насадить внешнюю оболочку 1 на оправку на следующей стадии работы.
Затем наносят адгезионное связующее в области "a" на внутреннюю поверхность 10 внешней оболочки 1 или наружную поверхность внутреннего корпуса 2, например, напылением. В качестве адгезионного связующего могут быть использованы различные клеи или пластмассы.
На следующей стадии осуществляют установку или изготовление внутреннего корпуса 2. Этот внутренний корпус 2 выполняют из любого тонкого сминаемого материала, как, например, пластмасса или тонкая металлическая, в частности алюминиевая, фольга. Внутренний корпус 2 можно вводить как целое во внешнюю оболочку 1, или же он напыляется, заливается и т.п. Здесь также могут быть использованы различные методы, которые охватываются данным изобретением.
В любом случае внутренний корпус 2 прикрепляют в области "a" к внешней оболочке 1 через слой 3 адгезионного связующего, в то время как в остальной части внутри внешней оболочки 1 он не соединен с ее внутренней поверхностью 10.
Если после создания давления во внутренней полости 4 находящийся во внутреннем корпусе 2 продукт отбирается через вентиль, то внутренний корпус 2 под действием давления во внутренней полости 4 сдавливается и сминается, так что объем внутренней полости 4 увеличивается, а объем внутреннего корпуса 2 уменьшается. Вследствие этого продукт выдавливается через вентиль.
Кромка 11 внутреннего корпуса 2 оканчивается на расстоянии "b" от кромки 12 отверстия внешней оболочки 1. На этом отрезке "b" не находится ни адгезионное связующее, ни материал внутреннего корпуса 2.
Затем в обычном известном отбортовочном приспособлении осуществляют обжатие верхней части внешней оболочки 1 вместе с внутренним корпусом 2 в области части слоя 3 адгезионного связующего. После этого часть внешней оболочки 1 между кромкой 11 и кромкой 12 отверстия, а также часть присоединившегося к ней слоя 3 адгезионного связующего загибают наружу или внутрь и формируют в отбортованную кромку 7.
По окончании этого процесса изготовления внутренний корпус 2 может быть наполнен соответствующим продуктом, и отверстие 13 двухкамерной тары R может быть закрыто вентилем. Затем во внутренней полости 4 через отверстие 5 создают давление, причем при необходимости надрезанная заготовка вследствие этого создания давления во внутренней полости 4 выламывается из отверстия 5.
Способ согласно изобретению отличается от указанного известного способа следующим.
После установки или изготовления внутреннего корпуса 2 во внешней оболочке 1 и соединения внутреннего корпуса 2 со слоем 3 адгезионного связующего удаляют верхнее кольцо 14, примыкающее к кромке 12 отверстия, преимущественно до кромки 11 или даже ниже ее. Удаление осуществляют преимущественно фрезерованием, допустимы также другие способы, например отрезание.
В данном примере выполнения это кольцо 14 еще развальцовывают. В общем случае это не является необходимым, так как развальцовка в сущности не обязательно нужна для дальнейшего процесса.
После удаления кольца 14 внешнюю оболочку 1 вместе с внутренним корпусом 2 обжимают известным способом и изготовляют отбортованную кромку 7. Обжатие осуществляют с помощью большего по сравнению с известным способом числа ступеней вытяжки, при этом предотвращается образование складок и вследствие этого негерметичностей между внешней оболочкой 1 и внутренним корпусом 2.
Практика показала, что поскольку изготовление отбортованной кромки 7 осуществляют в области 3 слоя адгезионного связующего, внутренний корпус 2, а также слой 3 адгезионного связующего в области открытой отбортованной кромки 7 формируются некрасиво, с зазубринами или заусенцами. Поэтому нужно производить дополнительное закатывание, которое осуществляют предусмотренным для этого инструментом E. Этот инструмент E для дополнительного закатывания имеет согласно фиг. 3 закаточный ролик 15 с охватывающей канавкой 16 для отбортованной кромки 7 двухкамерной тары 8, в которой используется среда под давлением. Охватывающая канавка 16 имеет контур, который повторяет контур отбортованной кромки 7.
Закаточный ролик 15 установлен на шарикоподшипнике 17 на оси 18, которая ввинчена в кронштейн 19, и закреплен гайкой 20.
Изобретение относится к области упаковки сред, находящихся под давлением. При изготовлении двухкамерной тары внешнюю оболочку соединяют посредством адгезионного связующего с внутренним корпусом. Далее от внешней оболочки или от внешней оболочки и от внутреннего корпуса удаляют участок в виде кольца, примыкающий к отверстию. Затем внешнюю оболочку, слой адгезионного связующего и внутренний корпус загибают вместе вокруг отверстия в отбортованную кромку. Изобретение позволяет обеспечить высокую герметичность тары. 3 з.п. ф-лы, 3 ил.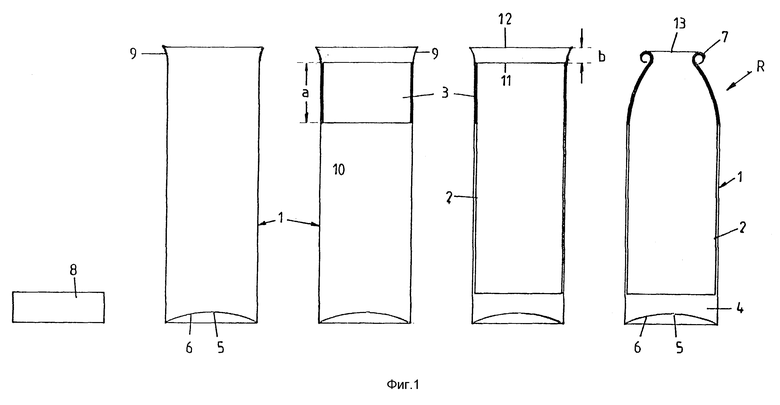
| КРУГЛОПАЛОЧНЫЙ СТАНОК | 0 |
|
SU326052A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОСУДОВ ДАВЛЕНИЯ«aufi;IL.VЛ.1ПНО-]^jV ^БЛИОТЕКА | 0 |
|
SU323175A1 |
| US 5069590 A, 03.12.91 | |||
| ПОРОШКООБРАЗНЫЙ МАТЕРИАЛ ДЛЯ ИСТИРАЕМЫХ ПОКРЫТИЙ И ИСТИРАЕМОЕ ПОКРЫТИЕ | 2003 |
|
RU2342222C2 |
