Изобретение относится к технологии механической обработки деталей, а именно к обработке пазов на валах, например, шпоночных, к которым предъявляются высокие требования по симметрии расположения паза относительно диаметральной плоскости вала.
Известен способ настройки фрез при обработке шпоночных пазов на валах при котором вал устанавливают на глаз относительно фрезы и вращающуюся фрезу приводят в соприкосновение с валом, врезаются в вал до тех пор, пока на поверхности вала не образуется след фрезы. Если след образуется в виде полного круга, считают, что фреза расположена в диаметральной плоскости вала. Если след имеет форму неполного круга, то вносится правка на глаз на поперечное смещение вала.
Установку на глубину паза, когда фреза уже установлена в диаметральной плоскости, производят касанием вала торцом фрезы в другом месте, фиксируют положение по нониусу станка для последующего вырезания паза по глубине.
Недостатками прототипа являются:
низкая точность настройки (на глаз, по следу, оставленному от врезания в вал, фрезу точно установить невозможно);
несмотря на кажущуюся простоту способа, настройка фрезы достаточно трудоемка, так как требует не менее чем трехразового касания вала фрезой (врезания);
затруднительна настройка дисковых фрез, где "яблочко" от врезания не образуется;
возможен неисправный брак вала по точности расположения паза, так как судить о точности можно только при контроле фрезерованного паза, а не при настройке, т.е. после случившегося события.
Целью технического решения является повышение точности и сокращение времени настройки фрез при обработке шпоночных пазов на валах.
Это достигается тем, что в способе настройки фрез при обработке шпоночных пазов на валах, при котором осуществляют пробное врезание, определяют относительное положение фрезы и вала и вносят поправки в указанное положение, при пробном врезании образуют технологическую базовую стенку и перпендикулярную ей поверхность, для определения относительного положения фрезы и вала используют прибор для настройки с тремя контактными элементами, один из которых приводят во взаимодействие с поверхностями, полученными при пробном врезании, другой - с образующей поверхностью вала, после чего измеряют зазор между последней и третьим контактным элементом, фиксируют размер глубины пробного врезания, а поправки в относительное положение фрезы и вала вносят смещая последний в сторону третьего контактного элемента или фрезу - в противоположную сторону базовой стенки перпендикулярно оси вала на величину, учитывающую диаметр фрезы и размер вышеупомянутого зазора.
Новизна заявленного технического решения состоит в способе настройки, заключающемся в создании врезанием технологической базовой стенки, от которой с помощью прибора, имеющего контактные элементы на мерной вставке и на призме, расположенные под углом 120о, быстро и точно производят измерения истинного положения фрезы по отношению к оси вала и вносят необходимые поправки. Точность измерения составляет сотые доли миллиметра, так как измерение ведется плоскопараллельными мерами и по шкале прибора, что более чем на порядок выше, чем измерения на глаз даже у высококвалифицированного фрезеровщика. При этом исключается брак от настройки даже на первом валу. Предложенный способ годен для настройки как мерных, так и немерных фрез.
Простота способа, а следовательно, и сокращение времени настройки достигаются тем, что способ настройки содержит максимум четыре основных настроечных действия: врезание в вал на одном конце предполагаемого паза, врезание на другом конце, измерение крайних положений базовой стенки и одновременно с одной установки прибора - глубины врезания с последующим внесением поправок по этим параметрам предполагаемого паза, тогда как в известных способах настройки таких действий больше, например, у прототипа: врезание на одном конце предполагаемого паза, внесение поправки на расположение фрезы "на глаз", врезание на другом конце, внесение поправки на расположение вала относительно фрезы, в случае смещения продольной оси вала, повторение этих действий с оценкой на глаз и только когда следы фрезы совпадают с диаметральной плоскостью симметрии с обеих сторон производится касание вала торцом фрезы и фиксация положения фрезы по глубине.
Известен прибор для настройки фрез при обработке шпоночных пазов на валах [2], состоящий из призмы, устанавливаемой на вал с расположенной вдоль оси симметрии призмы мерной вставкой, равной ширине шпоночного паза и измерительного узла для измерения глубины паза.
Недостатком прибора является: невозможность настройки фрезы в диаметральной плоскости, а также необходимость пересчета величины зазора, образованного между контактной плоскостью призмы и образующей вала в зависимости от угла призмы.
Целью технического решения является расширение универсальности прибора для возможности использования его как в период настройки, так и при проведении комплексных измерений готового шпоночного паза с повышением точности и сокращением времени проведения операции.
Это достигается тем, что в приборе для настройки фрез при обработке шпоночных пазов на валах, содержащем корпус, несущий призму, губки которой являются контактными элементами, мерную по ширине шпоночного паза вставку, установленную с возможностью перемещения вдоль оси симметрии призмы и фиксации в пазу корпуса, прибор снабжен дополнительным контактным элементом, выполненным в виде среза на вставке, граница которого совпадает с осью симметрии призмы, при этом контактные элементы последней расположены под углом 120о относительно друг друга.
Благодаря введению на подвижной вставке среза, граница которого совпадает с осью симметрии призмы, прибор стал пригоден как для настройки по диаметральной плоскости и по глубине паза, так и для комплексного измерения всех параметров готового паза.
Исполнение призматического основания корпуса под углом 120о позволяет значительно упростить настройку по диаметральной плоскости, исключив пересчет величины перемещения фрезы. Контактные элементы прибора при взаимодействии с базовой стенкой, полученной врезанием, выполнены таким образом, что прибор может быть использован как при настройке концевых фрез, так и дисковых фрез, как мерных фрез, так и немерных фрез, с одинаковым успехом прибор может быть использован при работе на тяжелых станках и на легких станках, при вертикальном и при горизонтальном расположении шпинделя. Прибор прост в эксплуатации, компактен и позволяет путем замены подвижных вставок использовать его в большом диапазоне диаметров валов и ширин пазов.
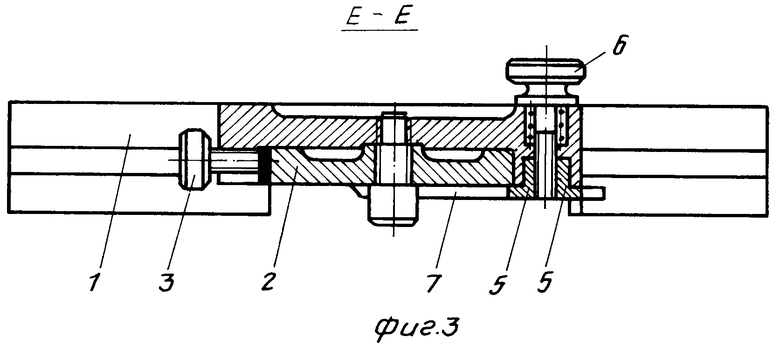
На фиг. 1 представлена схема пробного настроечного врезания мерной фрезой в вал; на фиг. 2 - схема установки прибора на вал и измерение положения базовой стенки после пробного врезания мерной фрезой; на фиг. 3 - сечение Е-Е на фиг. 2; на фиг. 4 - схема одного из вариантов пробного настроечного врезания немерной фрезой в вал; на фиг. 5 - схема измерения положения базовой стенки после пробного врезания немерной фрезой в вал, когда контактным элементом вставки служит ее боковая стенка; на фиг. 6 - графическое доказательство равенства величины зазора между одной из сторон призмы и валом величины смещения оси А-А призмы от диаметральной плоскости Б-Б паза.
Прибор (фиг. 2, 3) состоит из корпуса 1, в основании которого выполнена призма с углом между контактными элементами 120о. По оси симметрии А-А призмы в пазу корпуса установлена подвижная мерная по ширине шпоночного паза вставка 2, фиксируемая винтом 3. Один конец вставки выполнен по наименьшей ширине шпоночного паза и соответствует проходному калибру - пробке со стороной ПР, другой - по наибольшей ширине шпоночного паза и соответствует непроходному калибру - пробке со стороны НЕ. На стороне ПР вставки 2 выполнен срез 4, совпадающий с осью симметрии призмы А-А. В параллельном заданному направлению перемещения вставки пазу 5 установлена с возможность перемещения и фиксации винтом 6 лапка-шуп 7. Вставка 2 снабжена линейной шкалой 8, взаимодействующей с нониусом 9, нанесенном на лапке-шупе 7.
Для большего удобства пользования прибором при недостаточной квалификации фрезеровщика прибор может быть закреплен на штативе 10, для этого в корпусе прибора предусматривают винты 11.
Прибор работает следующим образом. Для измерения глубины L и положения технологической базовой стенки ж относительно диаметральной плоскости Б-Б вала при пробном врезании фрезой в вал прибор устанавливают призмой на гладкую часть вала, лапку-щуп 7 доводят до касания образующей, фиксируют ее винтом 6, устанавливают прибор в зоне врезания фрезой в вал, опускают вставку 2 на вал до контакта несрезанной частью плоскости, перпендикулярной базовой стенки ж.
Смещают прибор поперек оси вала до касания срезом 4 вставки 2 базовой стенки ж. Опускают корпус на вал до касания одной из сторон призмы образующей вала, фиксируют винтом 3 положение вставки 2 и измеряют плоскопараллельными мерами зазор l между другой стороной призмы и образующей вала.
Величина смещения базовой стенки ж (оси симметрии призмы А-А) от диаметральной плоскости симметрии вала Б-Б равна величине зазора l, измеренного плоскопараллельными мерами между стороной призмы и образующей вала. Это справедливо при угле между сторонами призмы равном 120о (см. фиг. 6).
Настройку мерной фрезы диаметром d, равным ширине шпоночного паза В (фиг. 1), выполняют следующим образом: ось фрезы заведомо смещают от диаметральной плоскости симметрии Б-Б шпоночного паза на величину, приблизительно равную половине ее диаметра d в любом направлении поперек продольной оси вала, затем производят пробное врезание на частичную глубину h, чтобы образовать базовую стенку ж на валу и базовую плоскость, перпендикулярную базовой стенке ж, устанавливают прибор на вал (фиг. 2) таким образом, чтобы контактный элемент 4 вставки 2 соприкасался с валом по базовой стенке ж и плоскости, перпендикулярной ей. Опускают корпус на вал до касания одной из сторон его призмы образующей вала, фиксируют прибор на валу, измеряют щупом или плоскопараллельными мерами зазор l между одной из сторон призмы и валом, определяют величину поправки на совмещение оси фрезы с диаметральной плоскостью симметрии вала.
Поправка равна  ± l , смещают вал поперек оси в направлении контактного элемента вставки, знак минус берется в случае, если зазор образовался со стороны контактного элемента вставки, знак плюс - если он образовался с противоположной стороны. По нониусу прибора определяют глубину пробного врезания h и производят последующее врезание в вал по заданной глубине шпоночного вала. Остаточная глубина врезания при этом равна разности между заданной по чертежу и глубиной пробного врезания h, определяемой по прибору.
± l , смещают вал поперек оси в направлении контактного элемента вставки, знак минус берется в случае, если зазор образовался со стороны контактного элемента вставки, знак плюс - если он образовался с противоположной стороны. По нониусу прибора определяют глубину пробного врезания h и производят последующее врезание в вал по заданной глубине шпоночного вала. Остаточная глубина врезания при этом равна разности между заданной по чертежу и глубиной пробного врезания h, определяемой по прибору.
Аналогично выполняют настройку немерной фрезы при фрезеровании шпоночного паза в разгон (фиг. 4) с той разницей, что установку фрезы ориентировочно производят по диаметральной плоскости симметрии вала, а контактным элементом мерной вставки может служить боковая ее сторона (фиг. 5). В этом случае сначала смещают вал в сторону контактного элемента вставки прибора на величину l1 = l, выполняют первый проход, затем смещают вал в обратном направлении на величину В - d и выполняют второй проход.
Для достижения более чистых боковых стенок шпоночного паза фрезерование его ведут в три прохода.
Для первого прохода немерную фрезу настраивают как и мерную, (фиг. 1, 2), т. е. фрезу выводят на диаметральную ось симметрии вала, для второго прохода смещают ее по ширине паза в одну из сторон на величину  и для третьего прохода фрезу или вал смещают в противоположном по ширине паза направлении на величину В-d.
и для третьего прохода фрезу или вал смещают в противоположном по ширине паза направлении на величину В-d.
Таким образом, зная размер фрезы, расположение базовой стенки ж относительно оси вала, можно определить место нахождения фрезы и величину относительного смещения фрезы или вала поперек оси последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РАСПОЛОЖЕНИЯ ПРОДОЛЬНОГО ПАЗА НА КРУГЛОМ ВАЛУ | 2014 |
|
RU2568412C1 |
| Прибор для контроля несимметричности шпоночного паза вала | 1977 |
|
SU684283A1 |
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU1769459C |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ВАЛА | 1999 |
|
RU2164660C1 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ ДОЛОТА | 2006 |
|
RU2323076C1 |
| ИЗМЕРИТЕЛЬ СИММЕТРИЧНОСТИ РАСПОЛОЖЕНИЯ ПРОРЕЗЕЙ В КОЛЛЕКТОРНЫХ ПЛАСТИНАХ ЭЛЕКТРИЧЕСКИХ МАШИН | 1993 |
|
RU2085829C1 |
| Прибор для контроля шпоночного паза вала | 1989 |
|
SU1613840A1 |
| Механизм настройки фрез при обработке пазов | 1980 |
|
SU908553A1 |
| НАБОРНАЯ ФРЕЗА | 1993 |
|
RU2051028C1 |
| Устройство для измерения симметричности шпоночного паза вала | 1982 |
|
SU1097888A1 |





Использование: область механической обработки деталей, в частности настройка фрез при обработке шпоночных пазов на валах с помощью прибора для настройки. Сущность изобретения: осуществляют пробное врезание фрезы, при котором образуют технологическую базовую стенку и перпендикулярную ей поверхность, затем с помощью прибора с тремя контактными элементами определяют относительное положение фрезы и вала и вносят поправки в указанное положение. Прибор содержит корпус, в основании которого выполнена призма с углом между контактными элементами, равным 120°, а в пазу установлена вставка со срезом, представляющим третий контактный элемент. 2 с.п. ф-лы, 6 ил.
СПОСОБ НАСТРОЙКИ ФРЕЗ ПРИ ОБРАБОТКЕ ШПОНОЧНЫХ ПАЗОВ НА ВАЛАХ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Блюменкранц Д.М | |||
| Технология крупного электромашиностроения, Л.: Энергоиздат, 1991, т.3, с.137. | |||
