(,54) МЕХАНИЗМ НАСТРОЙКИ ФРЕЗ ПРИ ОБРАБОТКЕ ПАЗОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая фреза | 1983 |
|
SU1166914A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| Устройство для обрезки полых заготовок | 1982 |
|
SU1207656A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| Опорный узел прокатного валка | 1979 |
|
SU820944A1 |
| Автоматическая резцовая головка | 1990 |
|
SU1743709A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТОЙ ДЕТАЛИ | 1994 |
|
RU2078653C1 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
1
Изобретение относится к машиностроению и может быть использовано при обработке мерных пазов.
Известны механизмы настройки фрез, включающие ступицу для фрез и устройство для их осевого перемещения til .
Эти устройства позволяют производить регулировку перемещением только одной фрезы, ввиду чего снижается точность обработки, так как происходит смещение первоначального положения плоскости симметрии режущей части фрезы относительно оси симметрии обрабатываемого паза. Кроме того, это устройство не позволяет производить регулирование осевого положения фрез в наборах дисковых фрез.
Цель изобретения - повышение точности настройки.
Поставленная цель постигается тем, что устройство осепги-о iiepeMeщения фрез выпо.гшеио ч пиле установленных на имеющую резьбовые ступицы гаек и упруго соединенных с ними стаканов, а на торцах стаканов и на взаимодействующих с ними тор цах фрез выполнены зубчатые венцы.
На наружной поверхности гаек нанесена шкала.
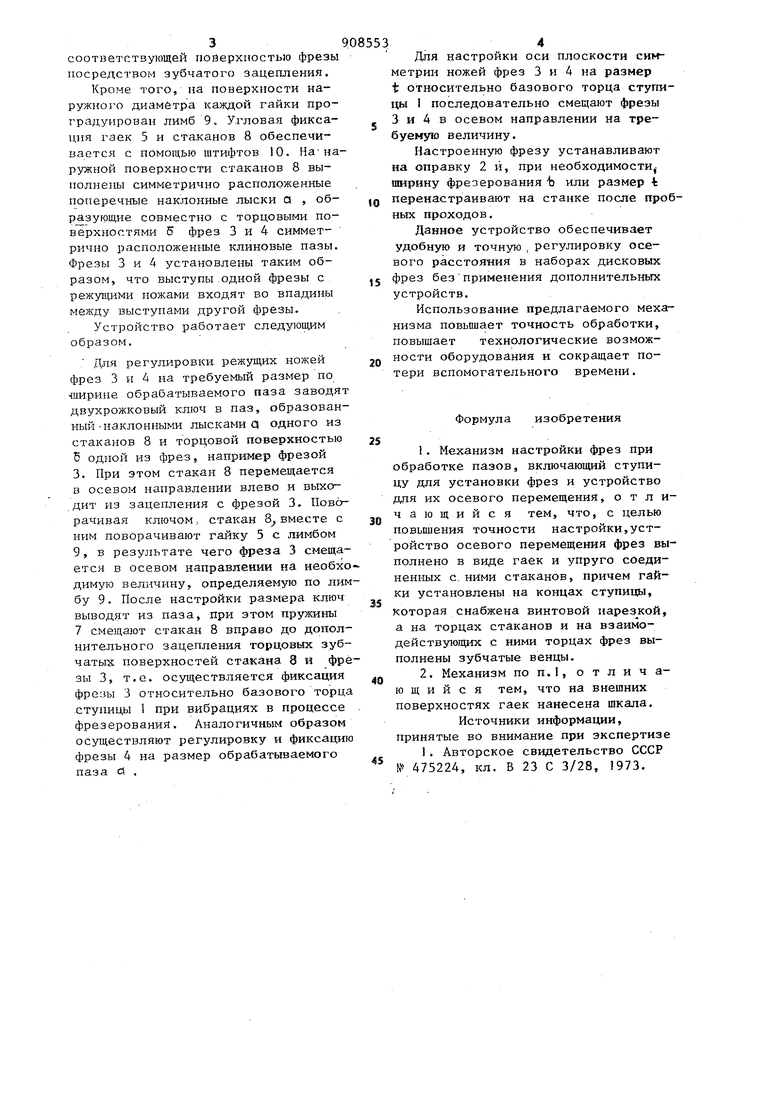
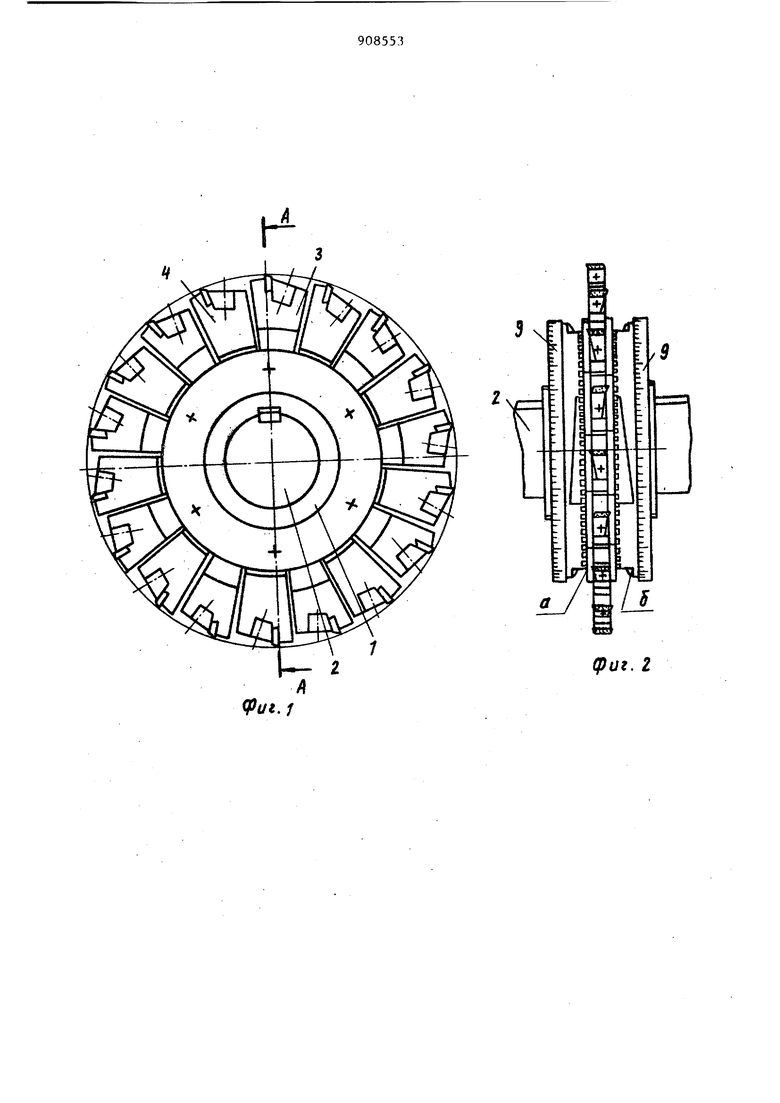
На фиг.1 показано устройство,общий вид; на фиг.2 - то же, вид сбо10ку; на фиг.З - сечение А-А на фиг.1.
Устройство содержит полую ступицу 1, посаженную на оправку 2, и расположенные на средней шлицевой
15 части ступицы 1 левую 3 и правую 4 фрезы, а также устройство регулировочного осевого перемещения, включающее гайки 5, расположенные на резьбовых концах ступицы 1 с поМмощью шпонок 6, ВХОДЯЩ1-ГХ в кольцевые пазы на ступицах (Ьрот 3 и 4, и подпружиненные пружинами 7 стаканы 8, каждый m которых взаимосвязан с 3 соответствующей пойерхиостыо фрезы посредством зубчатого зацештения. Кроме того, на поверхности наружного диаметра каждой гайки проградурфоваи лимб 9с У-гловая фиксация гаек 5 и стаканов 8 обеспечивается с помощью штифтов 10. На-наружной поверхности стаканов 8 выполнены симметрично расположенные поперечные наклонные лыски а , обр зующие совместно с торцовыми поверхностями 5 фрез 3 и 4 симметрично расположен1Ш1е клиновые пазы. Фрезы 3 и А установлены таким образом, что выступы .одной фрезы с режущими ножами входят во впадины между выступами другой фрезы. Устройство работает следующим образом. ; Для регулировки, режущих ножей фрез 3 и А на требуемый размер по ширине обрабатываемого паза заводят двухрожковый ключ в паз, образованный -наклонными лысками а одного из стаканов 8 и торцовой поверхностью 5 одной из фрез, например фрезой 3. При этом стакан 8 перемещается в осевом направлении влево и выходит из зацепления с фрезой 3. Поворачивая ключом, стакан 8 вместе с ним поворачивают гайку 5 с лимбом 9, в результате чего фреза 3 смещается в осевом направлении на необхо димую величину, определяемую по лим бу 9. После настройки размера ключ выводят из паза, при этом пружины 7 смещают стакан 8 вправо до допол нительного зацепления торцовых зубчатых поверхностей стакана 8 и фр зы 3, т.е. осуществляется фиксация фрезы 3 относительно базового торц ступицы 1 при вибрациях в процессе фрезерования. Аналогичным образом осуществляют регулировку и фиксацию фрезы 4 на размер обрабатываемого паза и , Для настройки оси плоскости симметрии ножей фрез 3 и 4 на размер t относительно базового торца ступицы 1 последовательно смещают фрезы 3 и 4 в осевом направлении на требуемую величину. Настроенную фрезу устанавливают на оправку 2 и, при необходимости ширину фрезерования Ъ или размер % перенастраивают на станке после пробных проходов. Данное устройство обеспечивает удобную и точную , регулировку осевого расстояния в наборах дисковых фрез безприменения дополнительных устройств. Использование предлагаемого механизма поБьпиает точность обработки, повышает технологические возможности оборудования и сокращает потери вспомогательного времени. Формула изобретения 1.Механизм настройки фрез при обработке пазов, включающий ступицу для установки фрез и устройство для их осевого перемещения, о т л ичающийся тем, что, с целью повышения точности настройки,устройство осевого перемещения фрез выполнено в виде гаек и упруго соединенных с. ними стаканов, причем гайки установлены на концах ступицы, которая снабжена винтовой нарезкой, а на торцах стаканов и на взаимодействующих с ними торцах фрез выполнены зубчатые венцы. 2.Механизм по п.1, отличающийся тем, что на внешних поверхностях гаек нанесена шкала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 475224, кл. В 23 С 3/28, 1973.
