Изобретение относится к области вентиляторостроения, точнее к осевым вентиляторам.
Изобретение может быть использовано при изготовлении осевых вентиляторов, где требуются улучшенная технология и снижение расхода металла.
Решетки спрямляющих лопаток осевых вентиляторов широко применяются для раскручивания потоков воздуха, создаваемого рабочими лопатками.
При работе вентиляторов поток воздуха закручивается в сторону движения рабочих лопаток. При этом за рабочими лопатками в направлении движения засасываемого потока закручивание потока происходит на всех режимах работы вентилятора. Кроме того, поток закручивается на режимах малой подачи вентилятора при срыве потока на периферии рабочих лопаток и движется навстречу засасываемому потоку, при этом работа вентилятора становится нестабильной со значительными колебаниями давления, подачи и мощности. Поэтому осевые вентиляторы снабжают кольцевыми решетками спрямляющих лопаток, которые устанавливают как перед рабочими лопатками на периферии, так и за ними.
Известен осевой вентилятор с кольцевой решеткой спрямляющих лопаток, расположенных на периферии перед рабочим колесом вентилятора.
В этом вентиляторе спрямляющие лопатки установлены в кольцевой камере и с внутренней стороны ограничены коаксиальной обечайкой, диаметр которой примерно равен наружному диаметру рабочего колеса. При этом спрямляющие лопатки в направлении оси перед рабочим колесом ограничены размерами обечайки.
Известен также способ изготовления таких спрямляющих лопаток из листового металла совместно с коаксиальной обечайкой методом продольной и поперечной просечки полосы, штамповки и отгибания лопаток с последующим креплением их в кольцевой камере.
Недостаток этого способа состоит в том, что спрямляющие лопатки расположены между наружной обечайкой кольцевой камеры и внутренней коаксиальной обечайкой.
При таком способе изготовления расходуется дополнительный листовой металл на коаксиальную обечайку и затрудняется движение воздушного потока в кольцевой решетке, образованной спрямляющими лопатками.
Целью изобретения является такой способ изготовления обечайки корпуса осевого вентилятора с решеткой спрямляющих лопаток, при котором снижается расход листового металла и улучшается технология ее изготовления.
Эта цель достигается благодаря тому, что способ изготовления обечайки корпуса осевого вентилятора с решеткой спрямляющих лопаток включает выполнение в металлической полосе продольных щелей с перемычками между ними и поперечных вырезов между ними, придание штамповкой частям полосы, ограниченным продольными щелями и поперечными вырезами, конфигурации лопаток, отгиб лопаток, обрезку полосы на отдельные участки и оформление из них вальцовкой кольца требуемого диаметра, при этом после выполнения щелей и вырезов производят резку полосы на отдельные участки с длиной, равной периметру обечайки, затем вальцуют из них обечайку корпуса вентилятора, формообразование штамповкой лопаток производится после вальцовки и отгиб лопаток в местах перемычек осуществляется по направлению к оси обечайки до упора с ее внутренней поверхностью.
Такой способ изготовления наружной обечайки корпуса осевого вентилятора совместно с решеткой спрямляющих лопаток позволяет изготавливать ее без коаксиальной обечайки. При этом уменьшается расход металла и улучшается технология сборки обечайки корпуса осевого вентилятора, выполненной с решеткой спрямляющих лопаток.
Для расширения области устойчивой работы вентилятора, без срывов и помпажа, обечайку корпуса осевого вентилятора с решеткой спрямляющих лопаток, изготовленную заявленным способом, устанавливают на периферии, в кольцевой камере для перепуска срывного потока, перед рабочим колесом вентилятора.
В другом варианте применения обечайку корпуса осевого вентилятора с решеткой спрямляющих лопаток, изготовленную подобным способом, устанавливают за рабочим колесом вентилятора для раскручивания потока воздуха и повышения напора, создаваемого вентилятором.
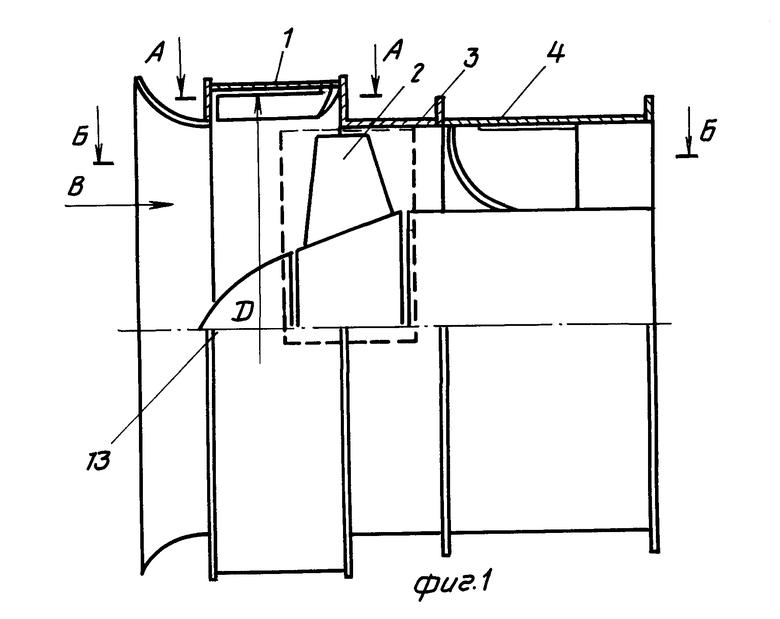
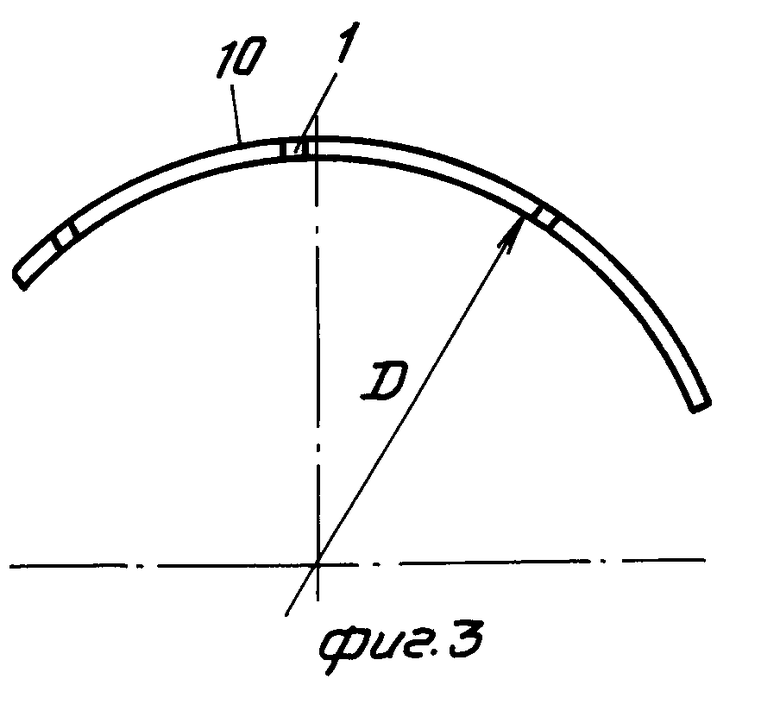
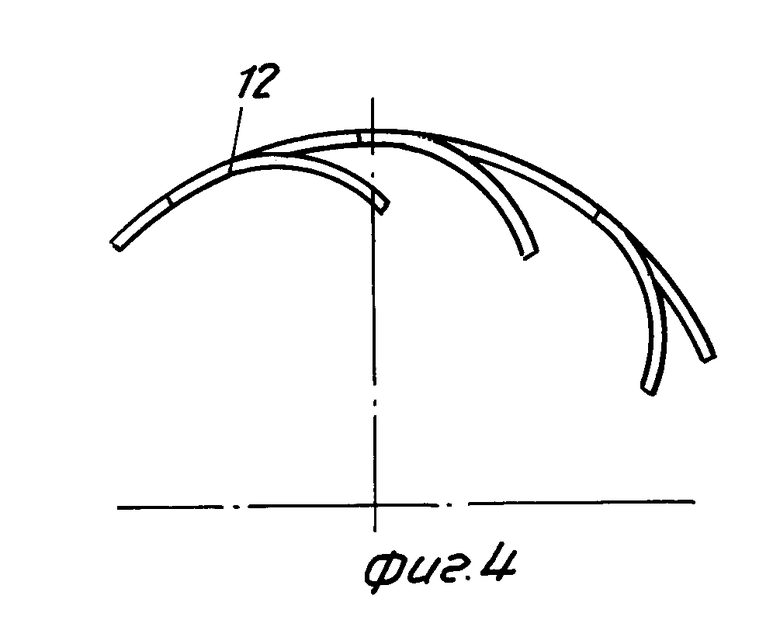
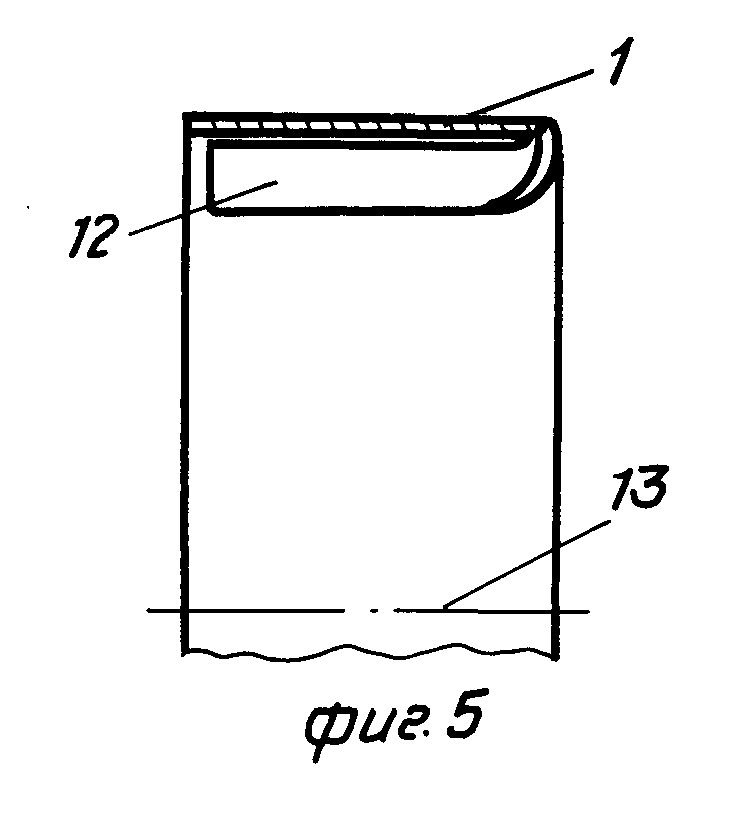
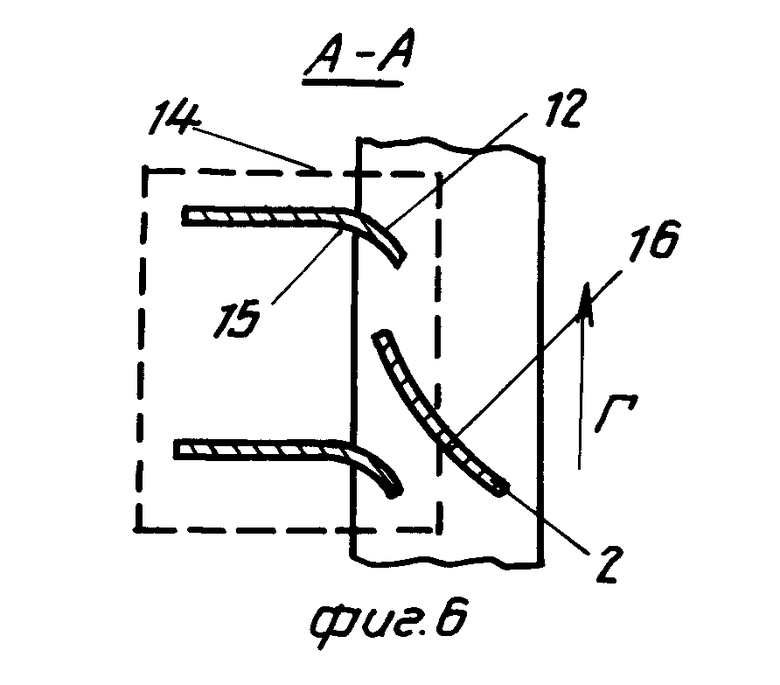
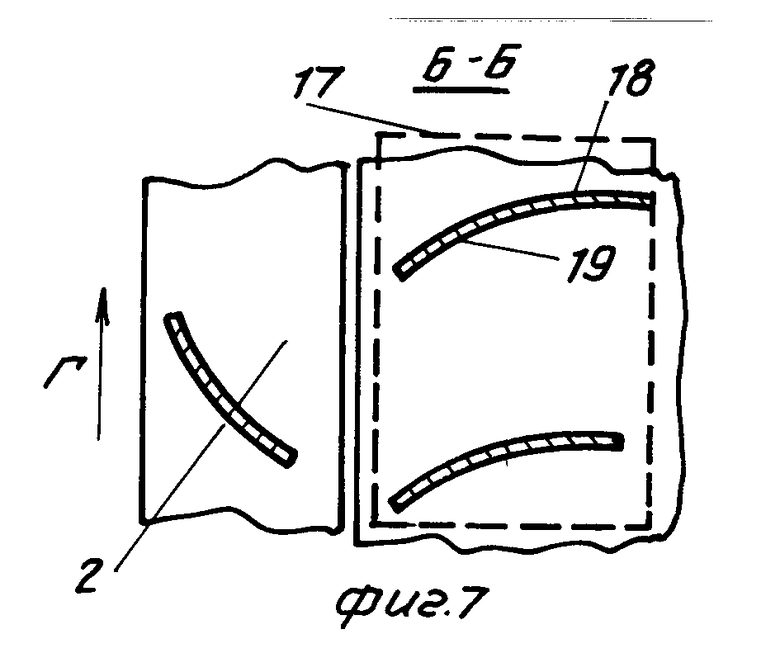
На фиг.1 схематически изображен осевой вентилятор, снабженный обечайками корпуса осевого вентилятора с решетками спрямляющих лопаток, изготовленными согласно изображению; на фиг.2 - полоса (заготовка); на фиг.3 - обечайка, свальцованная из этой полосы; на фиг.4 - обечайка со штампованными лопатками; на фиг.5 - то же, с отогнутыми лопатками; на фиг.6 - разрез А-А на фиг.1; на фиг.7 - разрез Б-Б на фиг.1.
Осевой вентилятор (фиг.1) содержит обечайку 1 корпуса осевого вентилятора с решеткой спрямляющих лопаток, расположенную на входе перед рабочими лопатками 2, закрепленными на роторе 3, обозначенном пунктирными линиями, и обечайку 4 корпуса осевого вентилятора с решеткой спрямляющих лопаток на выходе за рабочими лопатками 2, В - это направление движения засасываемого потока воздуха.
Для изготовления обечайки 1 служит полоса 5 (фиг.2), снабженная рядом продольных щелей 6 с перемычками 7 и поперечными вырезами 8, расположенными между щелями 6, при этом расстояние l между поперечными вырезами 8 примерно равно ширине L обечайки 1 между щелью 6 и продольной кромкой 9 полосы 5, а часть 10 обечайки ограничена щелью 6, вырезом 8, перемычкой 7 и продольной кромкой 11.
Полосу разрезают на отдельные участки и вальцуют до требуемого диаметра D (фи г.1), образуют обечайку 1 корпуса вентилятора (фиг.3), затем каждую часть 10 обечайки 1 штампуют и придают ей конфигурацию спрямляющей лопатки 12 (фиг. 4), после чего сформованную часть спрямляющей лопатки 12 в местах перемычек 7 отгибают в направлении к оси 13 вентилятора (фиг.1) до упора с внутренней поверхностью обечайки 1 (фиг.5), при этом образуют решетку 14, обозначенную пунктирными линиями на фиг.6, спрямляющих лопаток 12, вогнутая сторона 15 которых обращена к вогнутой стороне 16 рабочих лопаток 2, направленной в сторону Г вращения ротора 3.
Для изготовления обечайки 4 корпуса вентилятора используют способ, подобный описанному выше для обечайки 1, при этом образуют решетку 17, обозначенную пунктирными линиями на фиг.7, со спрямляющими лопатками 18, вогнутая сторона 19 которых обращена к вогнутой стороне 16 рабочих лопаток 2.
При изготовлении обечаек 1 и 4 и ширина L заготовки обечайки и соответственно размер l части 10 обечайки так же, как и диаметр D обечайки могут изменяться в зависимости от требуемых размеров и аэродинамических параметров вентиляторов.
Таким образом, приведенные варианты способа изготовления обечайки корпуса осевого вентилятора с решеткой спрямляющих лопаток дают возможность изготавливать обечайку и спрямляющие лопатки из одной полосы металла за одно целое, обеспечивая снижение расхода листового металла и улучшение технологии изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пылеуловитель для пылеулавливающих агрегатов проходческих комбайнов | 1985 |
|
SU1305381A1 |
| Осевой вентилятор | 1983 |
|
SU1332081A2 |
| Пылеуловитель | 1989 |
|
SU1742496A1 |
| Осевой вентилятор | 1982 |
|
SU1252553A1 |
| Пылеуловитель | 1978 |
|
SU875094A1 |
| Пылеуловитель для угольных комбайнов | 1974 |
|
SU636408A1 |
| РАБОЧЕЕ КОЛЕСО ОСЕВОГО ВЕНТИЛЯТОРА | 2000 |
|
RU2176334C1 |
| Осевой вентилятор | 1987 |
|
SU1615445A1 |
| Пылеуловитель | 1976 |
|
SU620627A1 |
| Водовоздушный эжектор для горного комбайна | 1979 |
|
SU985317A1 |
Изобретение позволяет снизить металлоемкость и упростить технологию изготовления. Способ изготовления обечайки корпуса осевого вентилятора с решеткой спрямляющих лопаток включает выполнение в металлической полосе 5 продольных щелей 6 с перемычками 7 и поперечными вырезами 8 между ними. После выполнения щелей и вырезов производят резку полосы 5 на отдельные участки с длиной, равной периметру обечайки, и вальцуют из них обечайку корпуса вентилятора. После вальцовки штамповкой придают частям 10 обечайки, ограниченным продольными щелями 6 и поперечными вырезами 8, конфигурацию лопаток. Лопатки отгибают в местах перемычек 7 по направлению к оси обечайки до упора с ее внутренней поверхностью. 7 ил.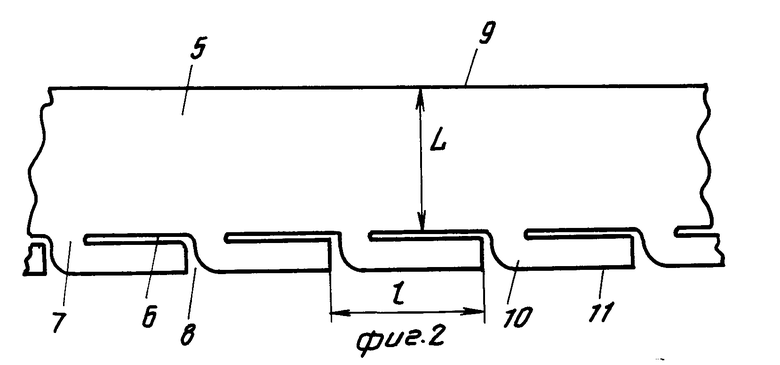
СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ КОРПУСА ОСЕВОГО ВЕНТИЛЯТОРА С РЕШЕТКОЙ СПРЯМЛЯЮЩИХ ЛОПАТОК,включающий выполнение в металлической полосе продольных щелей с перемычками между ними и поперечных вырезов между ними, придание штамповкой частям полосы, ограниченным продольными щелями и поперечными вырезами, конфигурации лопаток, отгиб лопаток, обрезку полосы на отдельные участки и формирование из них вальцовкой кольца требуемого диаметра, отличающийся тем, что, с целью снижения металлоемкости и упрощения технологии изготовления, после выполнения щелей и вырезов производят резку полосы на отдельные участки с длиной, равной периметру обечайки, затем вальцуют из них обечайку корпуса вентилятора, формообразование штамповкой лопаток производится после вальцовки и отгиб лопастей в местах перемычек осуществляют по направлению к оси обечайки до упора с ее внутренней поверхностью.
| Устройство для весовой дозировки жидкостей | 1959 |
|
SU122892A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
