Изобретение относится к области измерительной техники и может быть использовано в машиностроении для измерения линейных размеров и погрешностей формы.
Известно устройство для измерения толщины полимерной пленки (патент РФ № 2087860, МПК6 G01B 13/02, БИ № 23, 1997 г.), содержащее две независимые неподвижные, оппозитно расположенные пневмокамеры с обращенными друг к другу перфорированными измерительными поверхностями, одна из которых неподвижна, вычислительный блок, два измерителя расхода воздуха, два датчика избыточного давления, расположенные в полостях камер. Устройство позволяет контролировать и поддерживать неизменной толщину полимерной пленки, оперативно изменяя скорость вращения вытягивающих валков экструзионной машины, и является по своей сути устройством для активного контроля.
Задача повышения надежности устройства решается путем исключения из устройства подвижных частей за счет увеличения измерительного зазора, в котором движется контролируемая пленка. Максимальное увеличение измерительного зазора исключает возможность работы только в области линейного участка манометрической характеристики, поэтому размер контролируемой пленки определяется расчетным путем. В процессе расчета используются данные, полученные с датчиков расхода и датчиков избыточного давления, расположенных в полости каждой пневмокамеры, далее по формуле Бернулли определяется давление в измерительном зазоре и с помощью известных коэффициентов расхода, определенных для данного устройства опытным путем, определяется расстояние между поверхностью пленки и поверхностью каждой из измерительных камер. Далее вычислительный блок вычитает из расстояния между пневмокамерами 1 и 2 сумму найденных зазоров и определяет толщину пленки.
Основным недостатком устройства является необходимость математического моделирования процесса истечения газа из перфорированной (многосопловой) пневмокамеры в зазор между пленкой и поверхностью камеры, экспериментального определения коэффициентов расхода, опять же с известной погрешностью, и дальнейший расчет толщины пленки.
Любой процесс моделирования допускает известную погрешность определения искомой величины или величину сходимости результатов. При использовании численных методов для газодинамических процессов расхождение результатов может достигать 10-30%. В данном случае используется формула Бернулли, которая описывает процесс истечения газа укрупненно, и степень приближения результатов вычисления по отношению к реальным может быть еще хуже. Коэффициенты расхода, используемые при расчете, также не являются постоянными для разных зазоров и температур, а в процессе экструзии имеет место существенный разогрев пленки и колебание размеров в пределах довольно широкого поля допуска, кроме того, устройство вынуждено работать и в области нелинейных участков манометрической характеристики, поскольку расстояние между пневмокамерами максимально увеличено. Дополнительным фактором, не допускающим точного прогнозирования, является деформация пленки под воздействием существенных измерительных усилий, которые используются в устройстве для распрямления пленки и удаления складок. Даже если не учитывать погрешности определения расхода и давления с помощью датчиков, то широкая вариация остальных факторов все равно приводит к существенной погрешности измерения.
Известны также способ и устройство для измерения линейных размеров (патент РФ № 2240506, МПК7 G01B 13/02, БИ № 32, 2004 г.). Способ заключается в подаче газа через входные сопла в независимые друг от друга измерительные камеры и далее в измерительные сопла, установленные по заданной схеме в зазор между поверхностью эталонного элемента и торцевыми поверхностями измерительных сопел, регистрации эталонного давления в измерительной камере, передаче сигналов с каждой камеры в электронный блок обработки информации, приведении пределов измерения каждой камеры, последующей замене эталонного элемента на измеряемый, регистрации отклонения от эталонного давления, обработке результатов измерения каждой камеры в электронном блоке и передаче результатов на индикатор. Устройство, с помощью которого реализуется описанный способ, содержит измерительные камеры, снабженные входными и измерительными соплами, чувствительный элемент (датчик дифференциального давления), электронный блок обработки информации, блок индикации, запоминающее устройство и интерфейс. Задачей изобретения является повышение надежности и точности измерений.
В данном случае предпринята попытка решения задачи снижения погрешности измерения в дифференциальных схемах, вызванной различием манометрических характеристик каждой ветви дифференциальной схемы. Различие это вызвано разбросом геометрических размеров входных и измерительных сопел, неточным обеспечением начальных зазоров при изготовлении оснастки и разностью пневматических сопротивлений трубопроводов каждой ветви дифференциальной схемы. Совокупная погрешность, вносимая перечисленными факторами, может существенно превосходить допустимую для выбранного диапазона измерения. Все перечисленные недостатки были свойственны сильфонным преобразователям серии «БВ», построенным по схеме с противодавлением и использовавшимся в дифференциальных схемах измерения.
Сам принцип создания независимых измерительных камер с последующим сравнением результатов их показаний известен и описан в руководящих материалах БВ-ОРТМ-32-72 (стр.186, рис.31 и стр.190, рис.32), где приведены схемы для контроля диаметров и погрешностей формы поршневого пальца и отверстий в головках шатуна. Электронная дифференциация результатов показаний независимых измерительных каналов также известна и реализована в контактных индуктивных приборах АО «Калибр», НПО «Прибор», НИИ «Измерений» и в пневмоэлектронных приборах «Марпосс», «Маспеко» и др. Необходимость математического приведения манометрических характеристик весьма неочевидна, так как если обе они имеют один уровень линейности и примерно равную длину рабочих участков, то даже при несколько разном передаточном отношении, которое реализовано в пневматически разобщенных камерах (т.е. с соотношением d1/d2), это не приведет к увеличению погрешности измерения.
Основным недостатком устройства при контроле тонкомерных малоустойчивых пластин является высокий уровень рабочих давлений, высокая погрешность и малый диапазон измерения, т.к. устройство оперирует только линейными участками манометрических характеристик, установленными БВ-ОРТМ-32-72. Использование самого низкого уровня рабочего давления в 0,5 ат, установленного для устройств манометрического типа, приводит к появлению существенных отрицательных измерительных усилий, приводящих к деформации или перемещению контролируемого объекта.
Как известно, величина диапазона измерения и уровень погрешности связаны прямо пропорционально. Кроме того, внутри широкого диапазона измерения (около 500 мкм) необходимо контролировать еще и погрешности формы, величина которых составляет менее 1% от ширины поля допуска. Нелинейность максимальных рабочих участков характеристик, свойственных описанному устройству, составляет не менее 3% от диапазона измерения, к этому необходимо добавить пульсации давления, вызванные сжатием и последующим расширением газа при его истечении в полость измерительной камеры, а также вихревые явления, возникающие при прохождении потоком газа непрямолинейных каналов при подводе к измерительной камере и внутри нее. При этом перепад давления, который улавливается чувствительным элементом при изменении формы объекта внутри поля допуска, может оказаться меньше пульсаций давления, вызванных перечисленными факторами, и погрешность формы не может быть определена.
При увеличении диапазона измерения и выходе его границ за пределы линейных участков принцип математической обработки, заложенный в электронном блоке обработки информации, не позволяет компенсировать влияние нелинейности характеристик, потерю чувствительности измерительной системы и появление разрывов на манометрической характеристике. Математическое «приведение» характеристик сводится к определению поправок, которые компенсируют разные передаточные отношения внутри стандартных характеристик, реализованных в ветвях дифференциальной схемы (т.е. компенсирует разную чувствительность каналов, соотношение кгс/см2/мкм). В памяти электронного блока в этом случае хранятся только данные о давлениях, соответствующих началу и концу рабочего участка каждого канала.
Электронный блок устройства в процессе работы постоянно проводит линейную интерполяцию внутри заданных пределов измерительных давлений и вычисляет размеры, соответствующие полученной величине давления. Таким образом, математическая характеристика устройства абсолютно линейна и изначально отличается от всегда нелинейной пневматической на величину до 3%. Зоны максимальной погрешности могут располагаться как в центре рабочего участка, так и в его четвертях, это зависит от расположения выбранного рабочего участка (фиг.3).
Настройка устройства требует применения эталонов для задания пределов измерения. Известно, что такой принцип настройки заведомо увеличивает погрешность измерения за счет погрешности изготовления и аттестации эталонов. Эта известная погрешность, как правило, отдельно не рассматривается и входит в состав основной погрешности устройства, которая не должна превышать пределов, установленных ГОСТ 8.051-81.
Все пневматические устройства, имеющие входные сопла, имеют погрешность, привносимую неравномерностью скоростей и давлений газа по сечению измерительной камеры. Эта неравномерность проявляется в возникновении локальных зон высокого и низкого давления по всей длине измерительной камеры. Этот эффект проявляется даже после установки показаний и связан с характером истечения газа из входного сопла. Отбор газа в чувствительный элемент в зоне нестабильного давления приводит к колебаниям показаний и, следовательно, к увеличению погрешности измерения.
Описанное устройство использует измерительные камеры, построенные по известной схеме с противодавлением, и имеют так называемый «винт противодавления», который представляет собой регулируемый дроссель для сброса газа в атмосферу, с помощью которого выставляют определенную постоянную величину противодавления. Известно, что расход газа через подобные устройства подвержен температурному дрейфу из-за неравномерного температурного расширения его деталей и изменения пневматического сопротивления. В результате сигнал, поступающий с дифференциального чувствительного элемента, начинает плавно изменяться. В устройствах, работающих в пределах стандартных характеристик, этим эффектом, как правило, пренебрегают, подстраивая устройство в начале работы.
Устройство построено на основе схемы с противодавлением и имеет достаточно протяженные коммуникации, соединяющие все его элементы. Известно, что увеличение объемов измерительных камер снижает скорость установки показаний, особенно это касается пневматических устройств с высокой чувствительностью (до 10 с). Уровень времени срабатывания для устройств с большим диапазоном измерения может составлять от 1,2 с до 4 с.
В схеме с противодавлением пульсации, которые возникают при истечении из входного сопла в полость измерительной камеры, воздействуют на чувствительный элемент дважды со стороны измерительной камеры и камеры противодавления. В устройствах с обычной точностью измерения этим эффектом пренебрегают или проводят отбор газа в чувствительный элемент на расстоянии от 12 до 20 диаметров (обычно это 4-6 мм) воздушного канала от среза входного сопла. Таким образом, длина измерительной камеры увеличивается еще на 60-120 мм. Подобный подход приводит к увеличению объема измерительной камеры и ухудшению быстродействия.
Данные об истинном размере контролируемого объекта в данном устройстве получаются расчетным путем, за счет линейной интерполяции между двумя заданными при настройке точками. Таким образом, устройство при расчете оперирует не истинными манометрическими характеристиками измерительных камер, а некими приближенными к ним, принятыми на основе экспериментальных данных БВ-ОРТМ-32-72. Манометрические характеристики измерительных камер являются сугубо индивидуальными, т.к. на них влияет весь объем измерительной камеры: от среза входного сопла до среза сопла измерительного, влияет на них и характер изготовления всех конструктивных элементов измерительного устройства, их объем, взаимное расположение, точность обеспечения начальных зазоров и шероховатость поверхности внутренних каналов, по которым течет газ. Конструкция устройства не позволяет, во-первых снять реальную манометрическую кривую с помощью образцовых средств измерения, а во-вторых использовать подобные данные из-за алгоритма расчета, заложенного в память электронного блока.
Известно, что измерительное усилие пневматических устройств зависит от выбранного рабочего давления, величины измерительного зазора и конструкции торца измерительного сопла. В зависимости от комбинации этих факторов одно и то же устройство может развивать измерительные усилия от -20 до +80 грамм. Стандартное измерительное сопло, в котором сопряжение рабочей части сопла и его корпуса происходит под прямым углом, создает дополнительное усилие в зазоре между контролируемой поверхностью и торцом корпуса, в случае контроля деталей из твердых материалов этот эффект является несущественным, но в случае контроля маложестких тонкомерных объектов он существенно повышает погрешность измерения.
Задачей заявляемого изобретения является создание бесконтактного способа для измерения геометрических параметров малоустойчивых тонкомерных объектов, например пластин из полупроводниковых и диэлектрических материалов, и устройства для его осуществления, позволяющего проводить контроль геометрических размеров и погрешностей формы малой величины внутри большого диапазона измерения и с малой погрешностью измерения, путем использования малых рабочих давлений, и соответственно малых рабочих усилий, реализации дозвукового ламинарного течения внутри диапазона рабочего давления, предварительного снятия индивидуальных манометрических характеристик, ведущих к повышению объективности результатов измерения.
Поставленная задача решается тем, что в способе для измерения геометрических размеров и погрешностей формы малоустойчивых тонкомерных объектов, заключающемся в том, что подают газ через входные сопла в полости независимых измерительных камер и далее через измерительные сопла в зазор между торцевыми поверхностям измерительных сопел и поверхностью измеряемого объекта, регистрируют изменения давления с помощью чувствительного элемента и определяют размерные характеристики объекта с помощью электронного блока обработки информации (БОИ), при измерении вышеуказанных объектов используют малые рабочие давления, обеспечивающие дозвуковой, ламинарный характер течения газа и отсутствие разрывов на манометрических характеристиках пневматически разобщенных измерительных каналов, обеспечивают малые измерительные усилия, не способные вызвать нарушения первоначальных геометрических параметров объектов, их отрыв от измерительных баз или перемещение в процессе измерения, данные о действительных геометрических параметрах измеряемого объекта получают в процессе измерения через БОИ с использованием индивидуальных манометрических характеристик каждого независимого измерительного канала, предварительно определенных экспериментально и заложенных в память БОИ, при этом не определяют газодинамические параметры газа в измерительном зазоре, а получают данные путем сопоставления уровня зарегистрированного давления с манометрической характеристикой и определяют величину измерительного зазора, соответствующего данному уровню давления, пределы измерения устанавливают перед началом проведения измерения без помещения в измерительный зазор эталонных деталей за счет перемещения измерительного сопла одной из камер, регистрации изменения давления и приведения его к уровню, соответствующему начальной точке диапазона измерения, которая задается на предварительно определенной экспериментально и заложенной в память БОИ индивидуальной манометрической характеристике измерительного канала, а отбор давления газа в камеры датчика дифференциального давления происходит из зон, максимально близких к переднему и заднему срезу входного сопла диафрагменного устройства, в устройстве для измерения геометрических размеров и погрешностей формы малоустойчивых тонкомерных объектов, содержащем пневматически независимые измерительные камеры, снабженные входными соплами и расположенными оппозитно измерительными соплами, чувствительный элемент, электронный блок обработки информации, снабженный запоминающим устройством, пневматический измерительный блок выполнен в виде диафрагменного измерительного устройства, в пневмокамере перед входными соплами и в измерительной камере после входных сопел расположены рассекатели, выравнивающие газодинамические параметры воздушного потока, измерительные сопла, одно из которых подвижно в вертикальной плоскости, выполнены съемными, а их конструкция позволяет установку сопел на образцовые средства измерения для снятия индивидуальных манометрических характеристик, для чего корпуса сопел имеют цилиндрическую направляющую часть, при этом сопряжение рабочей части сопла с корпусом выполнено по конусу.
В способе при измерении тонкомерных малоустойчивых объектов, например пластин, используются сверхмалые рабочие давления (до 0,02 мПа), обеспечивающие дозвуковой ламинарный режим истечения газа и отсутствие разрывов на манометрических характеристиках пневматически разобщенных измерительных каналах, обеспечивающие малые измерительные усилия, не способные вызвать нарушение первоначальных геометрических параметров пластин, их отрыв от измерительных баз или перемещение в процессе измерения.
В процессе измерения задействованы все участки манометрической кривой, линейные и нелинейные. Поскольку каналы работают независимо, то суммарный диапазон измерения равен удвоенному диапазону каждого канала.
Предварительное определение индивидуальной манометрической характеристики каждого канала позволяет существенно снизить погрешности измерения, свойственные измерениям в широких диапазонах, в том числе устранить погрешности, связанные с использованием нелинейных участков кривой и отойти от стандартных характеристик с высокими измерительными усилиями.
Дополнительным фактором повышения стабильности и точности показаний является отказ от стандартной схемы с противодавлением и использование расходомерного диафрагменного устройства с чувствительным дифференциальным элементом. Отказ от камеры противодавления позволил избежать температурного дрейфа показаний измерительной системы.
В описании приведены чертежи.
На фиг.1 - метрологическая схема устройства и общий вид измерительного узла.
Фиг.2 - измерительное сопло.
Фиг.3 - расположение максимумов погрешностей при разных положениях рабочего участка.
Фиг.4 и фиг.5 - описание способа снятия и оцифровки манометрической характеристики.
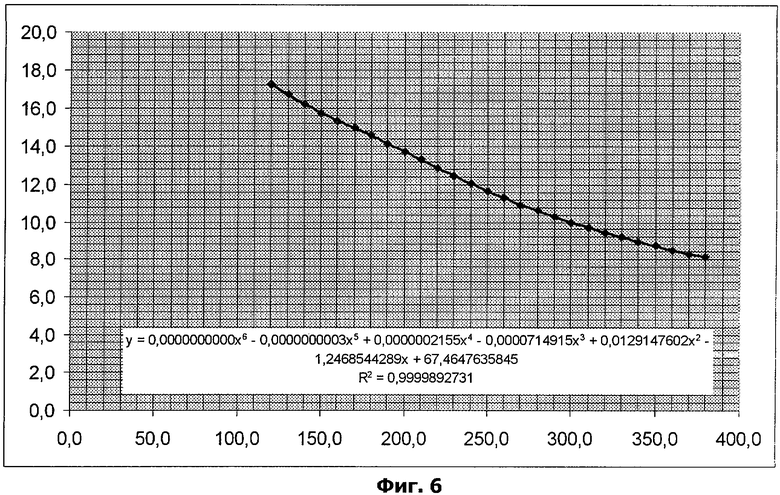
Фиг.6 - рабочая характеристика одного из измерительных каналов и уравнение аппроксимации.
Фиг.7 - результаты измерения пластины вдоль трассы сканирования и значения контролируемых параметров.
Устройство для осуществления способа (фиг.1) содержит две независимые измерительные камеры 1 и 2, в каждой из которых расположены входные сопла 3 и 4, а также оппозитно расположенные измерительные сопла 5 и 6, чувствительные элементы 7 и 8, электронный блок информации 9, в котором находится запоминающее устройство 10. Пневматический измерительный блок выполнен в виде диафрагменного измерительного устройства 11, а в пневмокамере перед входными соплами 3, 4 и в измерительной камере после входных сопел расположены рассекатели 12. Измерительные сопла 5 и 6 выполнены съемными и имеют цилиндрическую направляющую часть, позволяющую точное позиционирование как при снятии характеристики, так и в процессе измерения.
Принцип действия устройства состоит в следующем.
Верхнее сопло закрепляют в кронштейне 13, нижнее - в отверстии гранитной плиты 14. Положение нижнего сопла обеспечивается упором 15, который выполнен на корпусе сопла 6. Для установки верхнего сопла 5 используют блок концевых мер длины высотой 25,720 мм, который устанавливают на основании 16, сопло 5 предварительно опускают до упора в блок плоско параллельных концевых мер. Затем под сопло устанавливается блок концевых мер высотой 25,600 мм и контролируют через ПК сигнал, поступающий с датчиков 7,8, который должен составлять в данном случае 16,8 мВ, что соответствует началу рабочего участка характеристики (фиг.6). Снимают 50 показаний с верхнего измерительного канала в мВ, соответствующих данному положению сопла. Запись результатов производится автоматически управляющей программой по команде оператора. Далее система выполняет расчет коэффициентов аппроксимации зависимости S(мкм)=f(U(мВ)), где S - измерительный зазор, a U - уровень напряжения, поступающего с датчика. После чего в устройство устанавливается нижнее сопло 6, которое базируется по упору 15, после чего система готова к работе.
Таким образом, пределы измерения устанавливаются перед началом проведения измерений без последовательного помещения в измерительный зазор двух эталонных настроечных элементов, а за счет вертикального перемещения измерительного сопла одной из камер, регистрации изменения давления и приведения его к уровню, соответствующему начальной точке диапазона измерения, которая задается заранее, на предварительно снятой с помощью образцовых средств измерения индивидуальной манометрической кривой (фиг.6), заложенной в память блока обработки информации в виде массива значений давления и соответствующих им значений измерительных зазоров, определенных с шагом в 10 мкм на диапазон 250 мкм. Далее положение сопла остается фиксированным. Аппроксимация при снятии характеристики, проводится с помощью полинома или уравнения кривой в отрезках. Фиг.4 и 5. В системе координат S - зазор, V(H) - V - напряжение на датчике (Н - давление).
Способ осуществляют следующим образом.
Контролируемую пластину 18 диаметром 100 мм помещают на опоры 17, базовое кольцо 16 устанавливают на гранитную плиту 14 так, чтобы контролируемая пластина находилась между двумя измерительными соплами 5 и 6. Дают команду измерительной системе через интерфейс программного обеспечения на начало измерения. По определенной траектории производят сканирование поверхности пластины 18. При этом на экране монитора графически отображаются текущие значения по обоим измерительным каналам. Дают команду ИС через интерфейс программного обеспечения на конец измерения (стоп). На экране монитора ИС появляются расчетные данные TTV, WARP, BOW, определенные с погрешностью 0,002 мм.
Определение контролируемых размеров идет путем сопоставления уровня зарегистрированного давления с действительной манометрической характеристикой измерительного канала, определения измерительного зазора, соответствующего данному давлению. Далее по комбинации измерительных зазоров первого и второго канала электронный блок обработки информации вычисляет суммарный зазор, затем толщину пластины, затем погрешности ее формы.
Таким образом, описанный способ и устройство для его осуществления позволяют с высокой точностью измерять тонкомерные малоустойчивые объекты за счет использования сверхмалых рабочих давлений, не нарушающих первоначальных геометрических параметров измеряемого объекта, предварительного определения индивидуальных манометрических характеристик каждого канала и реализации ламинарного течения газа по измерительным каналам внутри всего диапазона измерения.





Подают газ через входные сопла в полости независимых измерительных камер и далее через измерительные сопла в зазор между торцевыми поверхностями измерительных сопел и поверхностью измеряемого объекта. Регистрируют изменения давления по обоим независимым измерительным каналам с помощью чувствительных элементов. С помощью электронного блока обработки информации (БОИ) определяют измерительный зазор, соответствующий уровню давления. По комбинации измерительных зазоров измерительных каналов вычисляют суммарный зазор и определяют действительные размерные характеристики объекта. При измерении используют малые рабочие давления, обеспечивающие дозвуковой, ламинарный характер течения газа. Данные о действительных геометрических параметрах объекта получают с использованием индивидуальных манометрических характеристик каждого независимого измерительного канала, предварительно определенных экспериментально и заложенных в память БОИ. Перед началом проведения измерения устанавливают его пределы за счет перемещения измерительного сопла одной из камер. Измерительные сопла выполнены съемными, сопряжение рабочей части сопла с корпусом выполнено по конусу. Изобретение позволяет с высокой точностью контролировать линейные размеры и погрешности формы тонкомерных объектов внутри большого диапазона измерения. 2 н.п. ф-лы, 7 ил.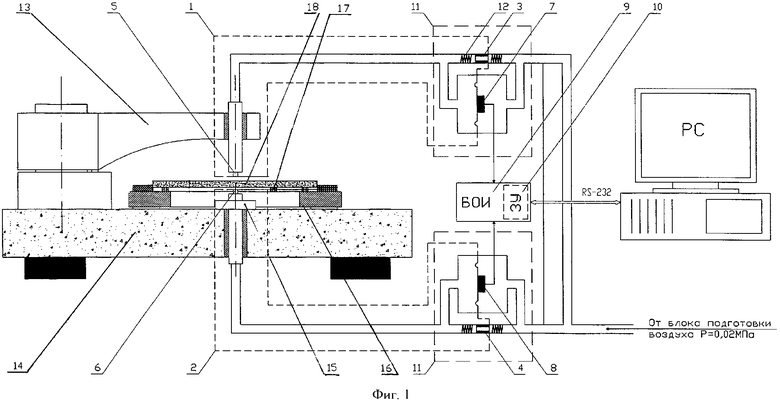
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2240506C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2001 |
|
RU2262662C2 |
| СПОСОБ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2004 |
|
RU2244257C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ПОЛИМЕРНОЙ ПЛЕНКИ | 1994 |
|
RU2087860C1 |

