Изобретение относится к электронной технике.
Известен способ изготовления анодного блока магнетрона, состоящего из анодного цилиндра и ламелей, закрепленных на внутренней поверхности анодного цилиндра и направленных по радиусу к его оси. Каждая вторая ламель замкнута накоротко при помощи пары кольцевых связок. На внутренней поверхности анодного цилиндра имеется не менее двух выступов, между которыми расположен один конец ламели и зажат ими.
Способ изготовления анодного блока магнетрона включает установку ламелей между выступами в данном положении относительно анодного цилиндра при помощи оправки, зачеканку выступов в момент нахождения ламелей в оправке для механической фиксации положения ламелей в анодном цилиндре, удаление оправки и пайку зафиксированных ламелей с анодным цилиндром, а кольцевых связок и вывода с ламелями. В качестве припоя для пайки всех элементов анодного блока используется серебро (патент ЕПВ N 0212611, кл. Н 01 J 23/00).
Недостатком данного способа изготовления анодного блока является то, что имеют место случаи, когда отдельные ламели при пайке не припаиваются к кольцевым связкам. Это происходит из-за того, что посадочные места под кольцевые связки получают в результате сборки анодного цилиндра с ламелями и точность их зависит от точности изготовления этих деталей.
Прототипом и одновременно базовым объектом изобретения является способ изготовления анодного блока магнетрона, содержащего множество ламелей, которые контактируют с анодным цилиндром и направлены внутрь его оси. В ламелях выполнены пазы, в которых размещены медные кольца для удержания ламелей в контакте с анодным цилиндром. К торцу одной из ламелей присоединен вывод, а внутренние концы ламелей соединены через один с кольцевыми связками, образуя единый анодный блок.
Способ изготовления анодного блока магнетрона включает изготовление анодного цилиндра, ламелей, вывода, медных колец и кольцевых связок, сборку узла с установкой в пазы ламелей медного кольца, вывода и кольцевых связок и последующую их одновременную пайку за счет серебряных припоев (патент США N 4109179, кл. Н 01 J 25/587).
Недостатком известного способа изготовления анодного блока является недостаточная надежность соединения кольцевых связок с ламелями, т.е. имеет место непропай отдельных ламелей к связкам. Это связано с тем, что посадочные места под кольцевые связки получают в результате сборки анодного цилиндра с ламелями и точность их зависит от точности изготовления этих деталей. При определенном сочетании допусков на детали (анодный цилиндр, ламели, кольцевые связки) между отдельной ламелью и кольцевой связкой получается зазор, что и приводит к непропаю.
Целью изобретения является повышение надежности соединения кольцевых связок с ламелями.
Цель достигается тем, что по способу изготовления анодного блока магнетрона, включающему изготовление анодного цилиндра, ламелей, вывода, кольцевых связок, сборку анодного цилиндра с центральным стержнем и с ламелями, размещенными в радиальных пазах верхнего торца оправки, установку кольцевых связок в пазы ламелей и припоя, например, в виде скобы в места контакта анодного цилиндра и вывода с ламелью и пайку ламелей к анодному цилиндру, а вывода и связок к ламелям, при нагреве анодного блока для пайки его деталей к торцу кольцевых связок, свободному от контакта с ламелями, прикладывают усилие, направленное вдоль оси анодного блока.
Известных решений, содержащих сходные отличительные признаки, не обнаружено.
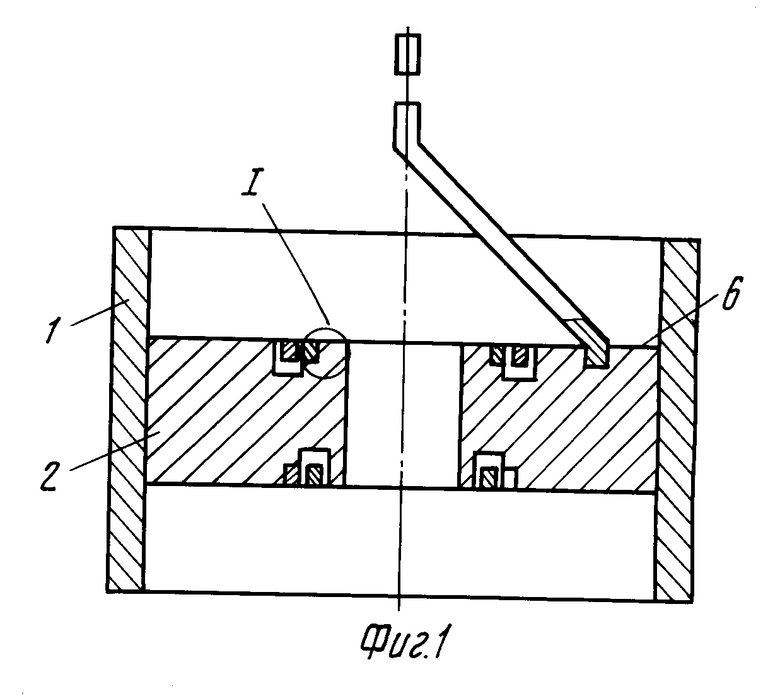
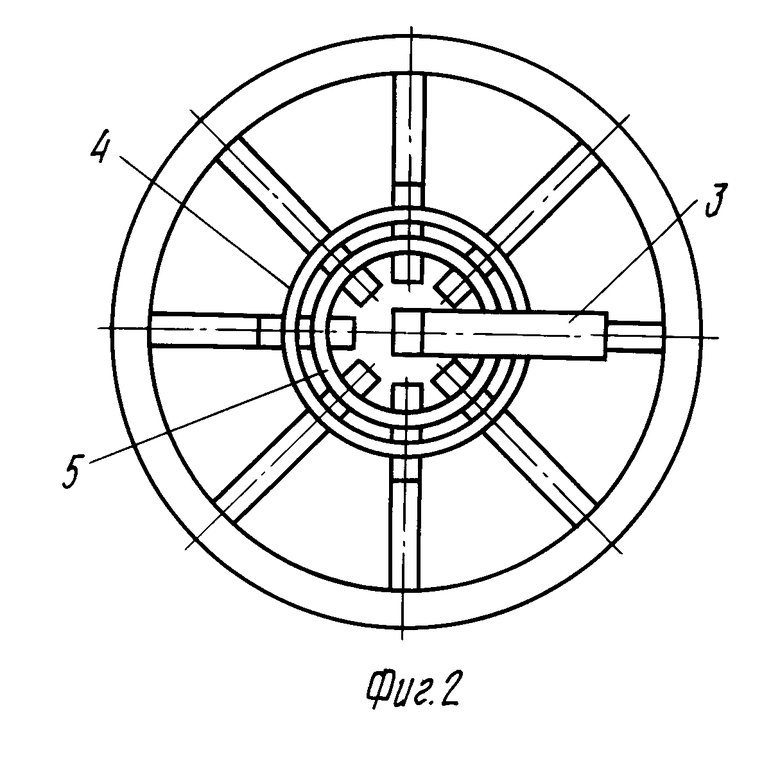
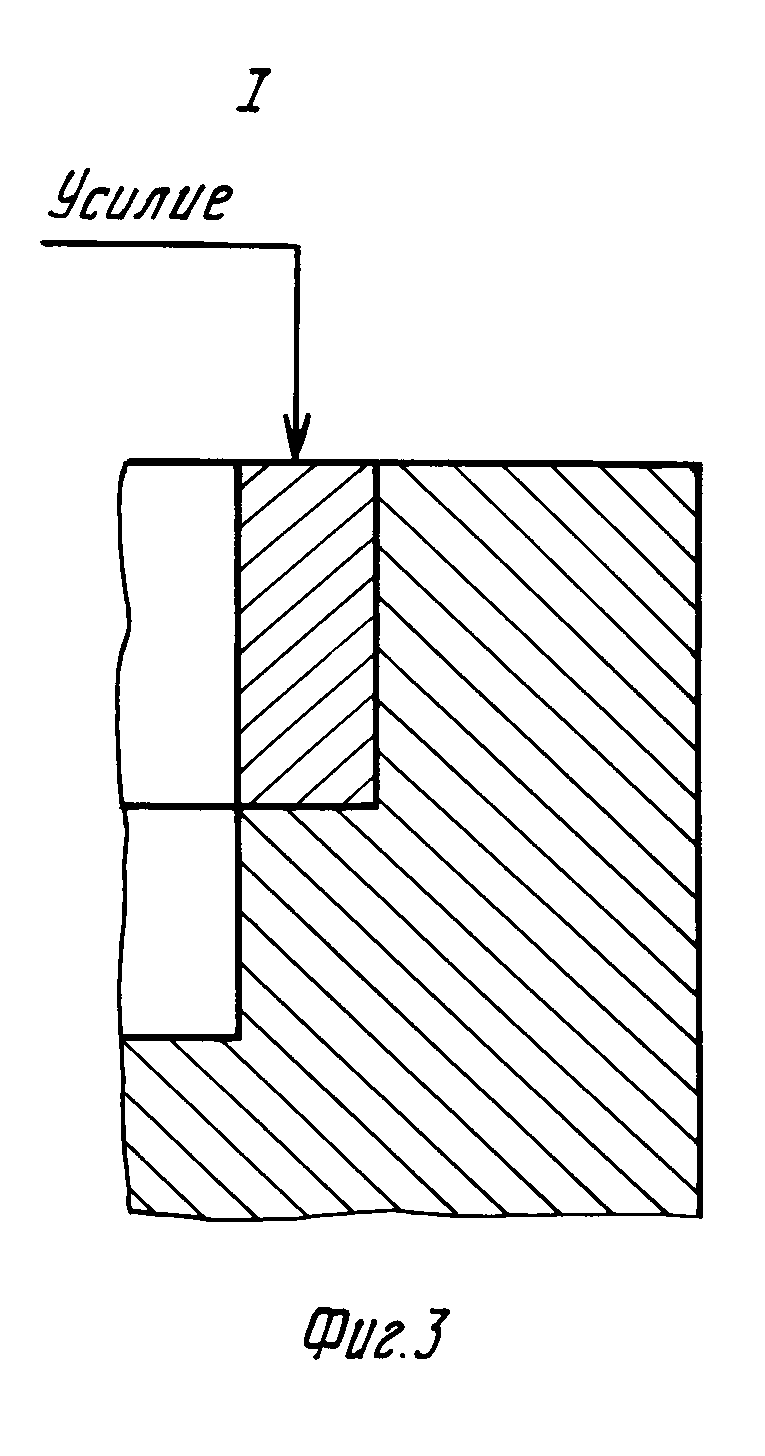
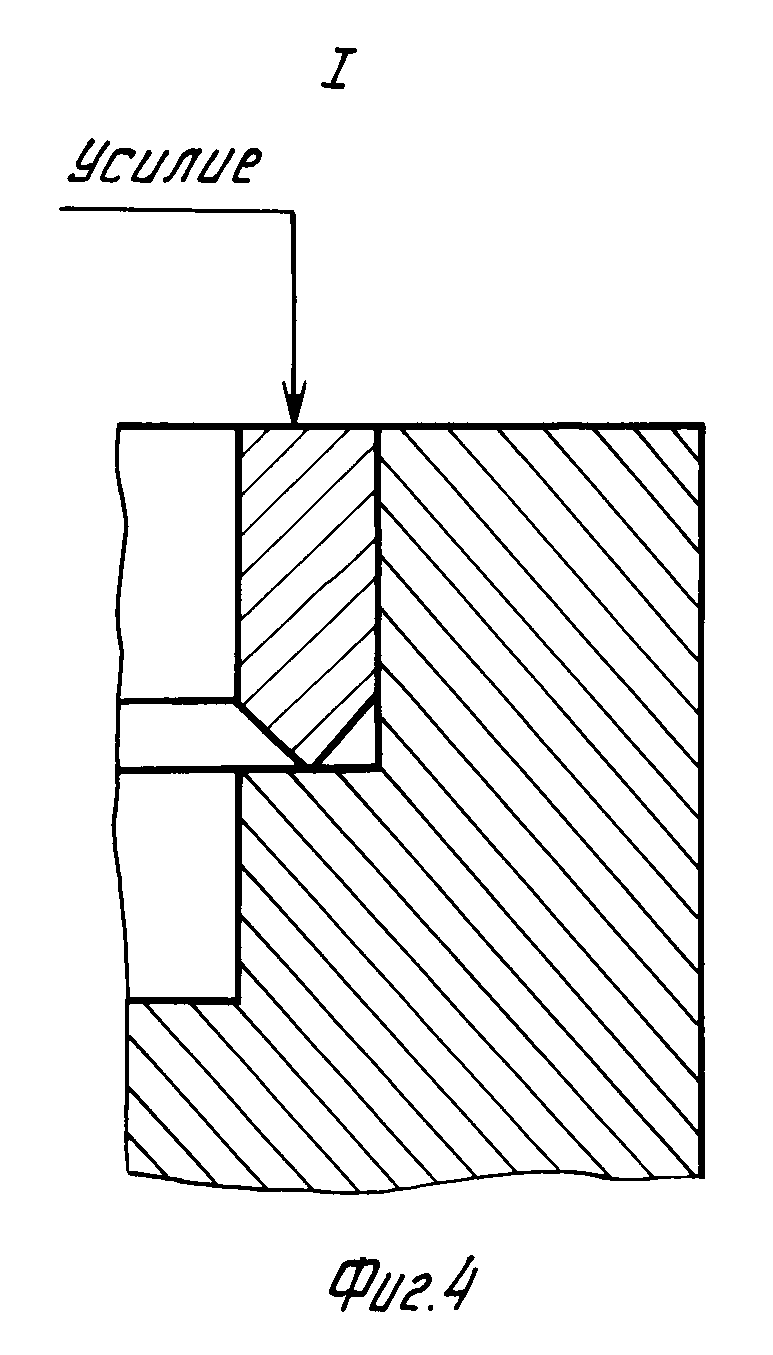
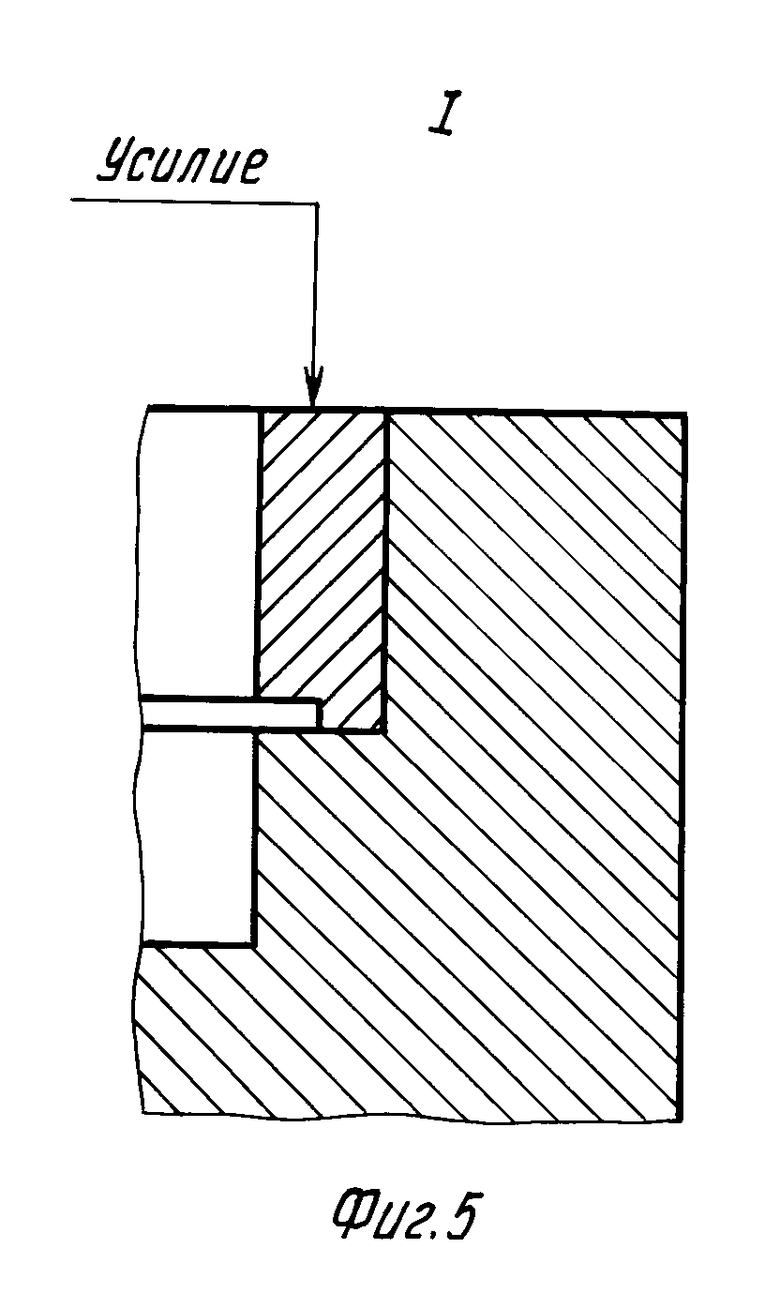
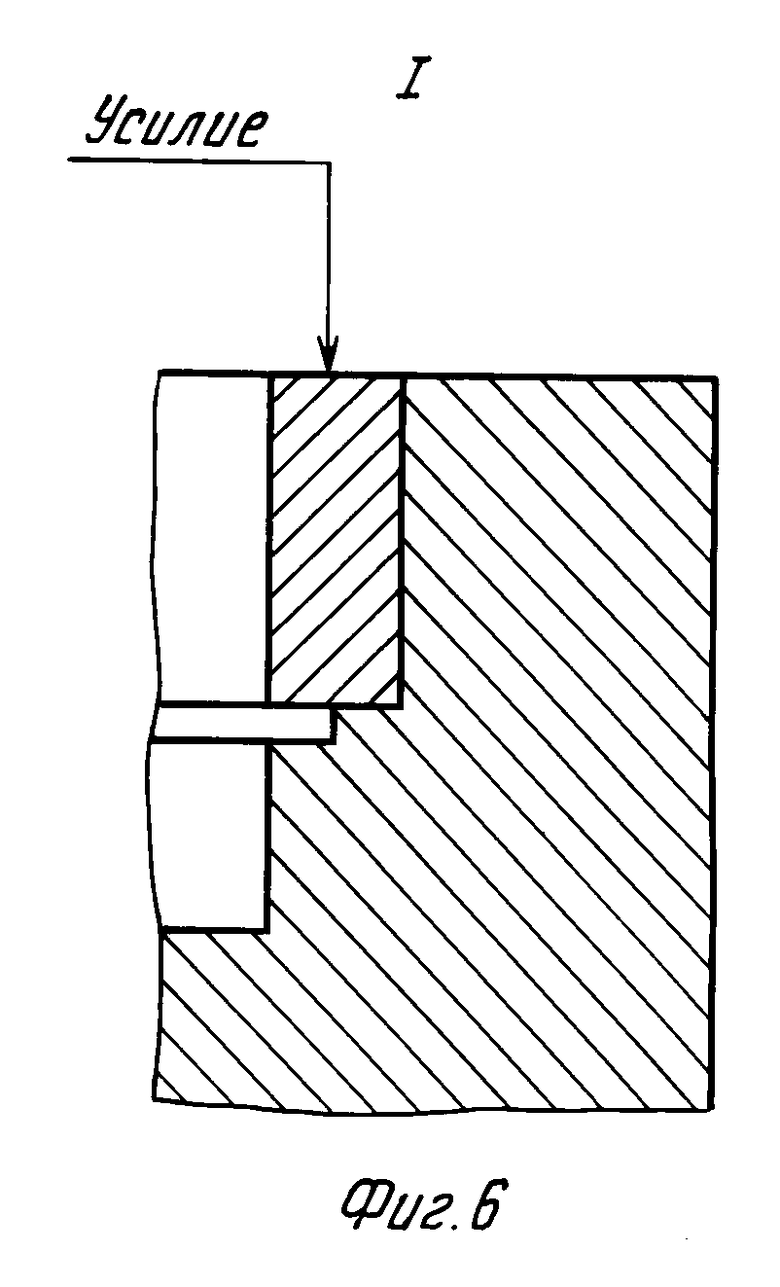
На фиг. 1 представлен анодный блок магнетрона, изготовленный по предложенному способу, в разрезе; на фиг. 2 - тот же анодный блок, вид сверху; на фиг. 3 показано приложение осевого усилия к торцу кольцевых связок; на фиг. 4-6 - варианты контактирующих торцов кольцевых связок и ламелей при приложении осевых усилий к противоположному торцу кольцевых связок.
Анодный блок, изготовленный по предлагаемому способу, содержит анодный цилиндр 1, ламели 2, расположенные на одинаковом расстоянии друг от друга вдоль окружности анодного цилиндра 1 и направленные к его оси. К торцу одной из ламелей присоединен вывод 3, а в пазы ламелей установлены кольцевые связки 4 и 5, которые соединяют ламели друг с другом через одну, образуя единый анодный блок. Скобы 6 припоя, например, марки ПМГрН10-1,5В размещены сверху на торце ламели 2 в местах их контакта с анодным цилиндром 1 и выводом 3 энергии.
Способ изготовления анодного блока включает следующие операции.
Раздельно независимо друг от друга изготовляют анодный цилиндр 1, ламели 2, вывод 3, кольцевые связки 4 и 5, скобы 6 припоя. Затем производят сборку. Вначале собирают анодный цилиндр 1 с ламелями 2, в результате чего получают посадочные места под кольцевые связки 4 и 5. После этого в пазы ламелей устанавливают кольцевые связки 4 и 5, а также вывод 3, причем на поверхности кольцевых связок отсутствует покрытие слоем припоя.
При нагревании, которое происходит при одновременной пайке деталей анодного блока, к торцу кольцевых связок 4 и 5, свободных от контакта с ламелями 2, прикладывают усилие, направленное вдоль оси анодного блока. Усилие создают, например, за счет веса груза, который устанавливают на торец кольцевых связок 4 и 5, расположенных при пайке сверху. При этом кольцевые связки, размещенные внизу, устанавливают на подставку с упором в свободный торец, что позволяет передать на них действие осевых усилий, создаваемых весом груза (фиг. 3).
Для повышения удельного давления, действующего на контактных поверхностях, уменьшают площадь соприкосновения между ламелями 2 и кольцевыми связками 4 и 5. Для этого торец кольцевых связок выполняют конусным или с заточкой, а выступ на торце ламели 2 выполняют длиной меньшей, чем толщина кольцевых связок. Усилие, которое прикладывают к торцу ламелей при нагревании анодного блока, позволяет улучшить контакт между ламелями и кольцевыми связками и, тем самым, повысить надежность соединения между ними (фиг. 4-6).
По предложенному способу был изготовлен анодный блок с ламелями, имеющими толщину 2 мм и высоту 9,5 мм. Анодный цилиндр, ламели, вывод и кольцевые связки были изготовлены из меди. После сборки анодного цилиндра с ламелями в пазы ламелей устанавливали кольцевые связки и производили пайку. При пайке анодного блока к торцу кольцевых связок, свободному от контакта с ламелями, прикладывалось усилие, направленное вдоль оси анодного блока. Усилие создавалось за счет веса груза, установленного на свободном торце кольцевых связок. Другой торец кольцевых связок, контактирующий с ламелью, был выполнен конусным с углом конуса 90о. Поверхность кольцевых связок не была покрыта никаким припоем, и не использовался припой в виде кольца. Удельное давление в зоне контакта кольцевых связок с ламелями, создаваемое грузом, составляло величину порядка 0,5 кг/мм2. Пайка анодного блока производилась в водородной среде при 1020оС. После пайки анодного блока каких-либо искажений кольцевых связок не наблюдалось, хотя в зоне их контакта с ламелями имело место незначительное смятие конусного торца кольцевых связок. Соединение кольцевых связок с ламелями было достаточно прочным, т.е., по-видимому, произошла диффузионная сварка соединяемых материалов.
Преимуществом предложенного способа по сравнению с прототипом является то, что повышается надежность соединения кольцевых связок с ламелями, так как исключаются случаи неприсоединения отдельных ламелей к кольцевым связкам. Это обеспечивается за счет того, что при нагреве анодного блока к торцу кольцевых связок, свободному от контакта с ламелями, прикладывалось усилие, направленное вдоль оси анодного блока. Дополнительным преимуществом предложенного способа являются снижение трудоемкости и экономия дорогостоящего припоя, так как присоединение кольцевых связок к ламелям производится без использования припоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1992 |
|
RU2030014C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1990 |
|
SU1809697A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| АНОД МАГНЕТРОНА | 2000 |
|
RU2256978C2 |
| РЕЗОНАТОРНАЯ СИСТЕМА КОАКСИАЛЬНОГО МАГНЕТРОНА | 1986 |
|
RU2022391C1 |
| ТРУБНАЯ МУФТА | 1998 |
|
RU2137012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ ПАЙКОЙ | 2012 |
|
RU2537979C2 |
| ЛЕНТА ИЗ ПОРОШКОВОГО ВЫСОКОТЕМПЕРАТУРНОГО ПРИПОЯ НА ОРГАНИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2515157C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕСТРОЙКИ ЧАСТОТЫ СВЧ-ПРИБОРА | 1990 |
|
SU1840430A1 |
| МЕХАНИЗМ ПЕРЕСТРОЙКИ ЧАСТОТЫ СВЧ ГЕНЕРАТОРА | 1987 |
|
SU1840491A1 |
Использование: при изготовлении устройств электронной техники. Сущность изобретения: по способу изготовления анодного блока магнетрона, включающему изготовление анодного цилиндра, ламелей, вывода, кольцевых связок, сборку анодного цилиндра с центральным стержнем и ламелями, размещенными в радиальных пазах верхнего торца оправки, установку кольцевых связок в пазы ламелей и припоя, например, в виде скобы в места контакта анодного цилиндра и вывода с ламелью и пайку ламелей к анодному цилиндру, а вывода и связок к ламелям, при нагреве анодного блока для пайки его деталей к торцу кольцевых связок, свободному от контакта с ламелями, прикладывают усилие, направленное вдоль оси анодного блока, что повышает надежность соединения кольцевых связок с ламелями. 1 з.п. ф-лы, 6 ил.
| Транспортирующее очистительное устройство | 1987 |
|
SU1491378A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
