Изобретение относится к электронной технике.
Известен способ изготовления анодного блока магнетрона, состоящего из анодного цилиндра и ламелей, закрепленных на внутренней поверхности анодного цилиндра и направленных по радиусу к его оси. Каждая вторая ламель замкнута накоротко при помощи пары кольцевых связок. На внутренней поверхности анодного цилиндра имеется не менее двух выступов, между которыми расположен один конец ламели и зажат ими.
Способ изготовления анодного блока магнетрона включает установку ламелей между выступами в данном положении относительно анодного цилиндра при помощи оправки, зачеканку выступов в момент нахождения ламелей в оправке для механической фиксации положения ламелей в анодном цилиндре, удаление оправки и пайку зафиксированных ламелей с анодным цилиндром, а кольцевых связок и вывода - с ламелями. В качестве припоя для пайки всех элементов анодного блока используется серебро.
Однако имеют место случаи, когда отдельные ламели при пайке не припаиваются к кольцевым связкам. Это происходит из-за того, что посадочные места под кольцевые связки получают в результате сборки анодного цилиндра с ламелями и точность их зависит от точности изготовления этих деталей.
Прототипом и одновременно базовым объектом изобретения является способ изготовления анодного блока магнетрона, содержащего множество ламелей, которые контактируют с анодным цилиндром и направлены внутрь его оси. В ламелях сделаны пазы, в которых размещены медные кольца для удержания ламелей в контакте с анодным цилиндром. К торцу одной из ламелей присоединен вывод, а внутренние концы ламелей соединены через один с кольцевыми связками, образуя единый анодный блок.
Способ изготовления анодного блока магнетрона включает изготовление анодного цилиндра, ламелей, вывода, медных колец и кольцевых связок, сборку узла с установкой в пазы ламелей медного кольца, вывода и кольцевых связок и последующую их одновременную пайку за счет серебряных припоев.
Недостатком известного способа изготовления анодного блока является недостаточная надежность соединения кольцевых связок с ламелями, т.е. имеет место непропай отдельных ламелей к связкам. Это связано с тем, что посадочные места под кольцевые связки получают в результате сборки анодного цилиндра с ламелями и точность их зависит от точности изготовления этих деталей. При определенном сочетании допусков на детали (анодный цилиндр, ламели, кольцевые связки) между отдельной ламелью и кольцевой связкой получается зазор, что и приводит к непропаю.
Целью изобретения является повышение надежности соединения кольцевых связок с ламелями.
Это достигается тем, что в известном способе изготовления анодного блока магнетрона, включающем изготовление анодного цилиндра, ламелей, вывода, кольцевых связок, сборку анодного цилиндра с центральным стержнем и с ламелями, размещенными в радиальных пазах верхнего торца оправки, установку кольцевых связок в пазы ламелей и припоя, например, в виде скобы в места контакта анодного цилиндра и вывода с ламелью и пайку ламелей к анодному цилиндру, а вывода и связок к ламелям, после установки кольцевых связок в пазы ламелей осуществляют осадку ламелей и/или кольцевых связок на участках, прилегающих друг к другу, и проводят нагревание анодного блока с одновременной пайкой его деталей. При этом на боковой поверхности кольцевых связок со стороны, контактирующей с ламелью, выполнена кольцевая канавка или заточка, в которую закладывают припой, например, марки ПМГрН10-1,5В в виде кольца или устанавливают его на торцевую поверхность кольцевых связок. Кроме того, припой в виде кольца размещают между двумя кольцами, образующими кольцевую связку.
Известных решений, содержащих сходные отличительные признаки, не обнаружено.
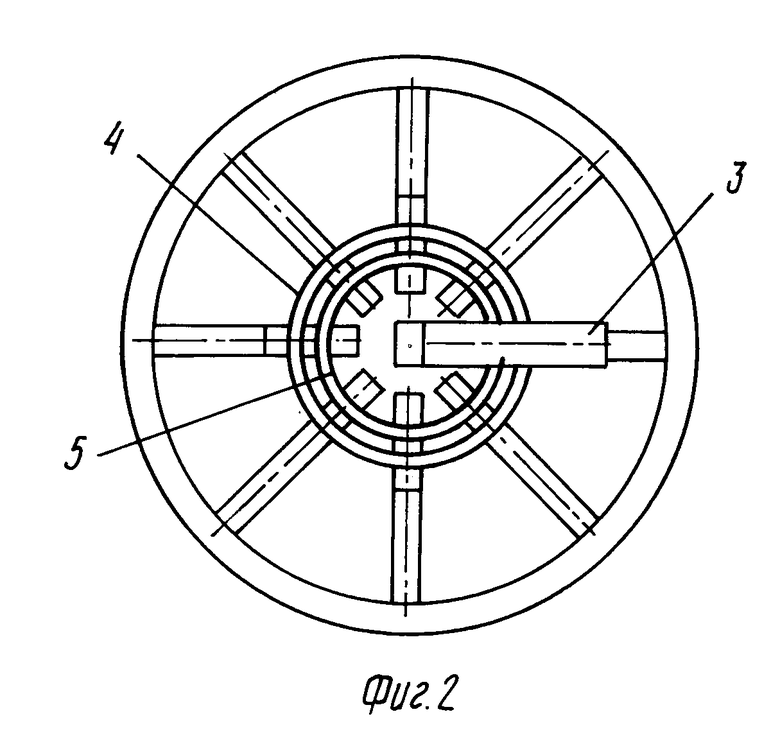
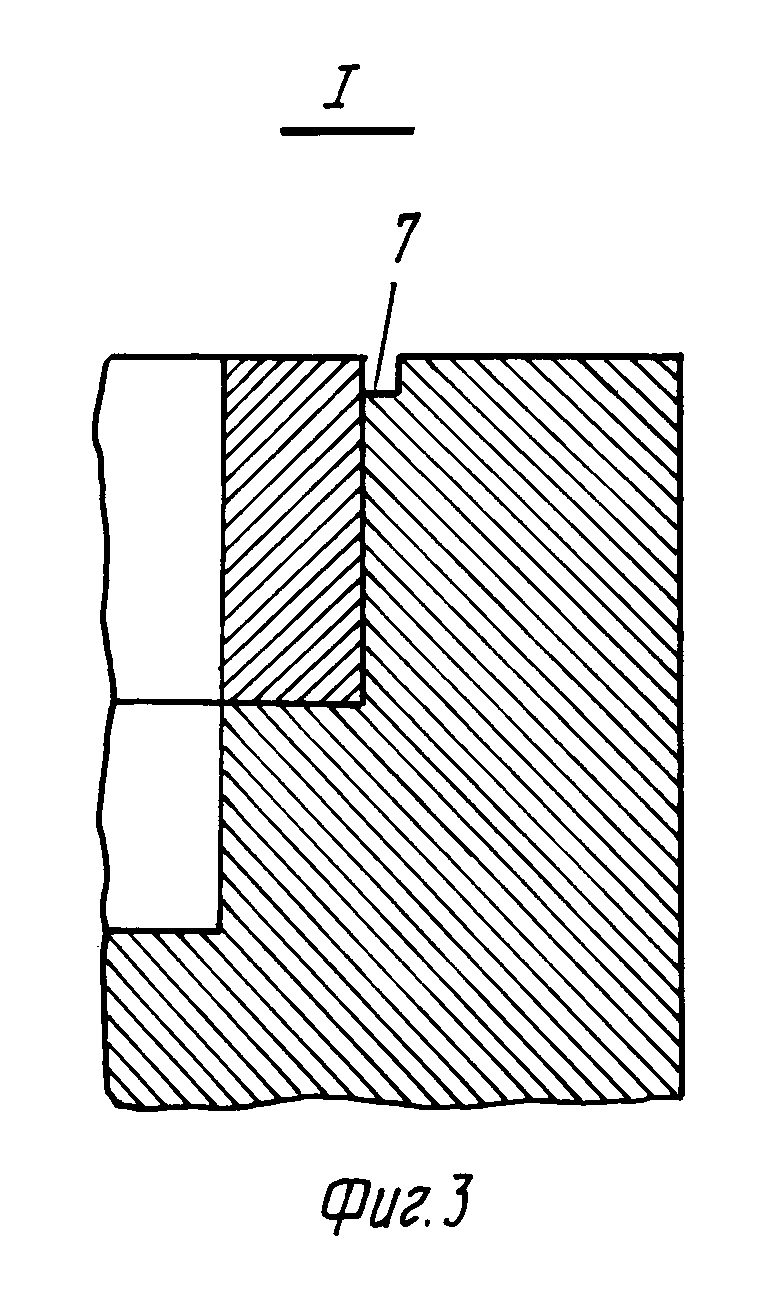
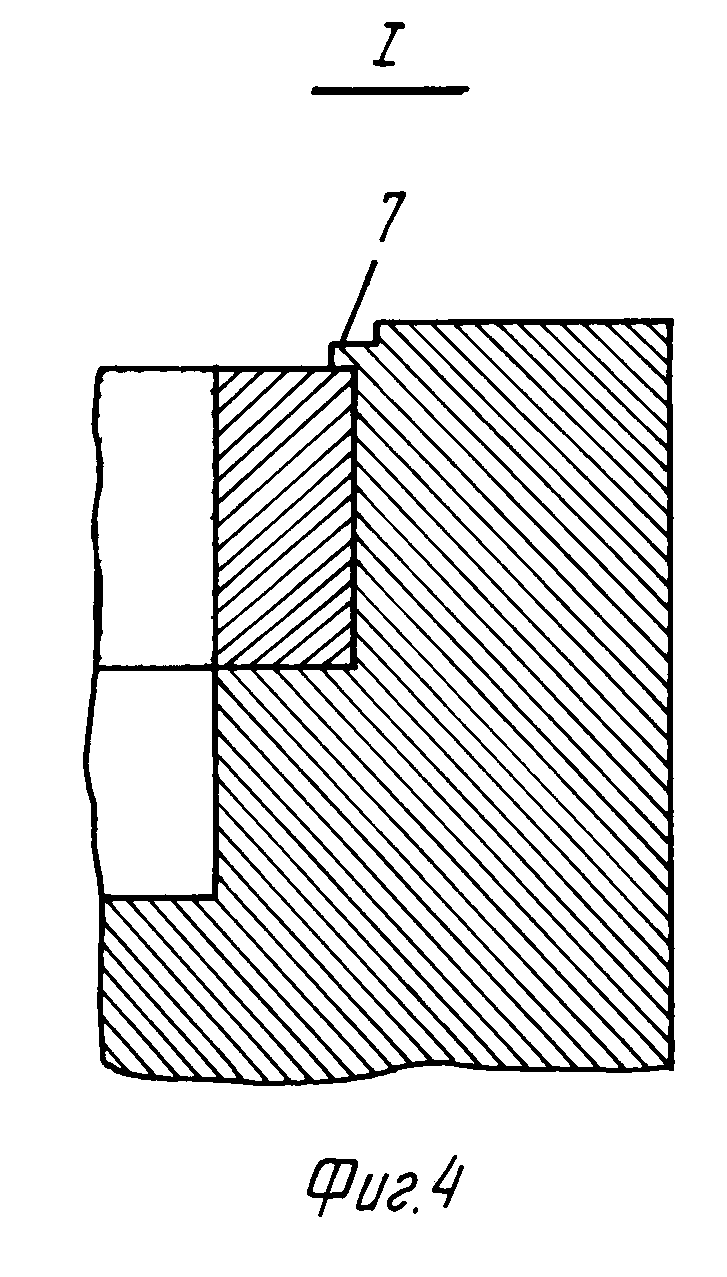
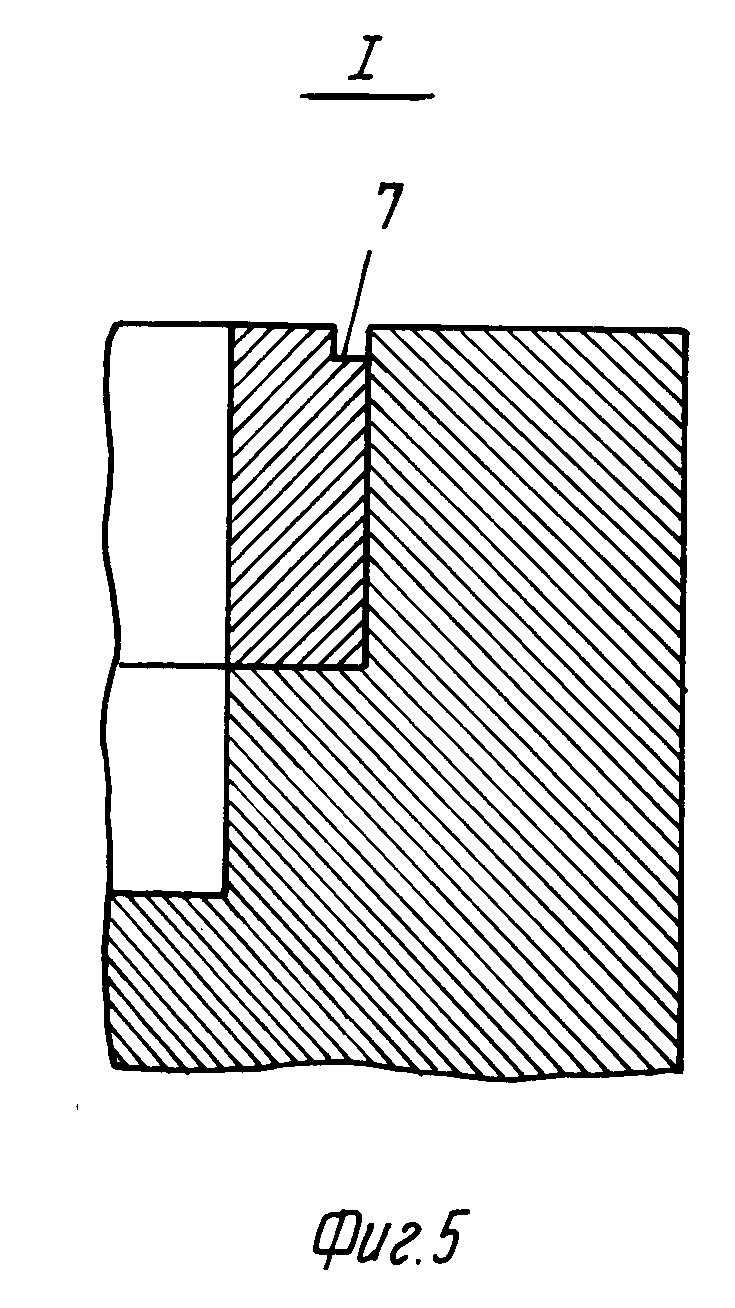
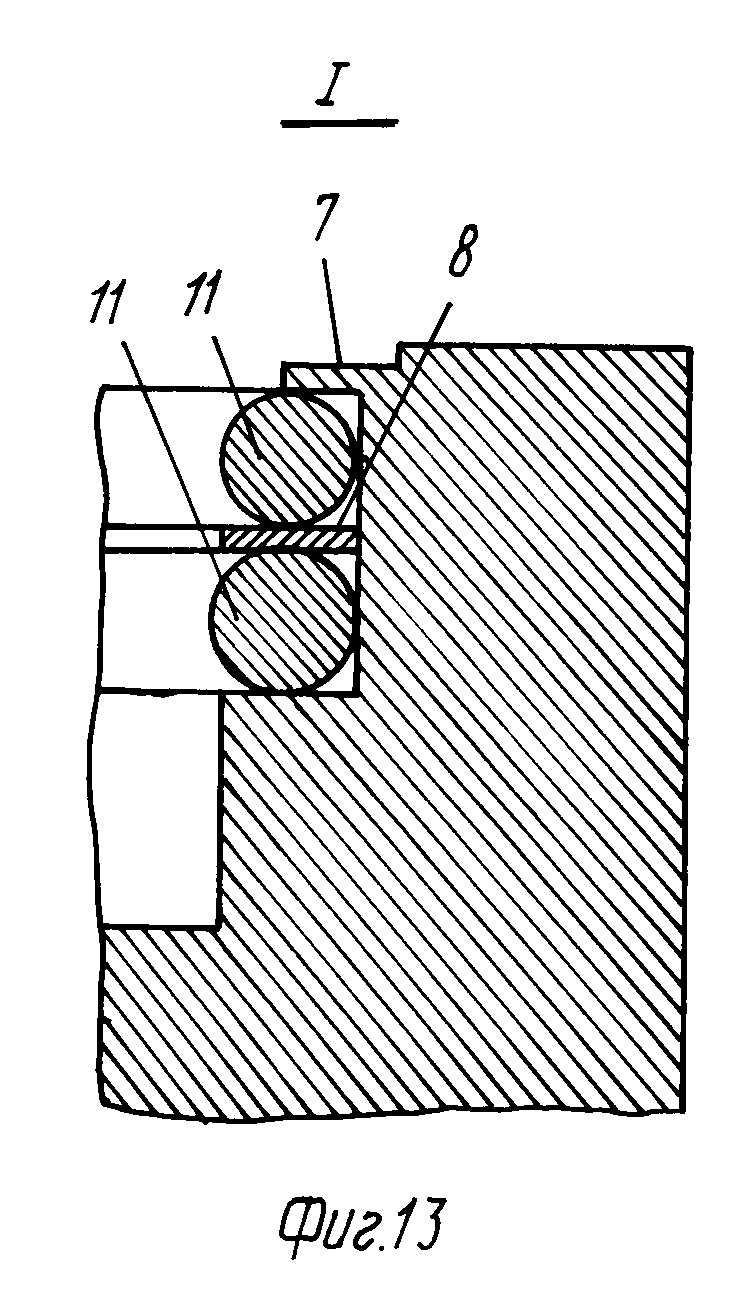
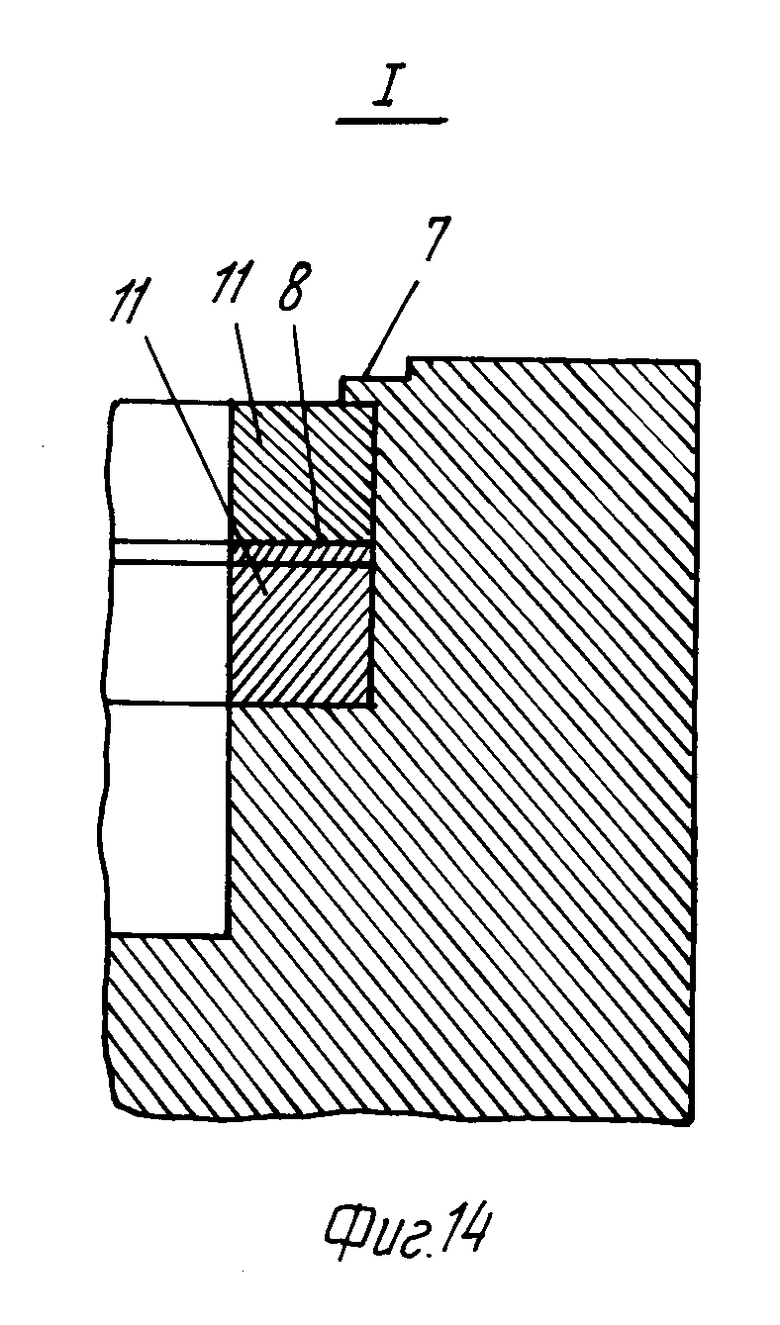
На фиг. 1 представлен анодный блок магнетрона (разрез), изготовленный по предлагаемому способу, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3-6 - варианты осадки ламелей и/или кольцевых связок на участках, прилегающих один к другому; на фиг. 7 и 8 - варианты размещения кольца припоя круглого и прямоугольного сечений в кольцевой канавке на кольцевых связках; на фиг. 9 и 10 - варианты размещения кольца припоя круглого поперечного сечения в заготовке на кольцевых связках; на фиг. 11 и 12 - варианты размещения кольца припоя прямоугольного поперечного сечения на торцевой поверхности кольцевых связок; на фиг. 13 и 14 - варианты кольцевых связок, собранных из двух колец круглого или прямоугольного поперечного сечений, между которыми размещен припой в виде кольца.
Анодный блок, изготовленный по предлагаемому способу, состоит из анодного цилиндра 1, ламелей 2, расположенных на одинаковом расстоянии друг от друга вдоль окружности анодного цилиндра 1 и направленных к его оси. К торцу одной из ламелей 2 присоединен вывод 3, а в пазы ламелей 2 установлены кольцевые связки 4 и 5, которые соединяют ламели 2 друг с другом через одну, образуя единый анодный блок. Скобы припоя 6, например, марки ПМГрН10-1,5В размещены сверху на торце ламели 2 в местах их контакта с анодным цилиндром 1 и выводом 3 энергии (фиг. 1 и 2).
Способ изготовления анодного блока включает следующие операции.
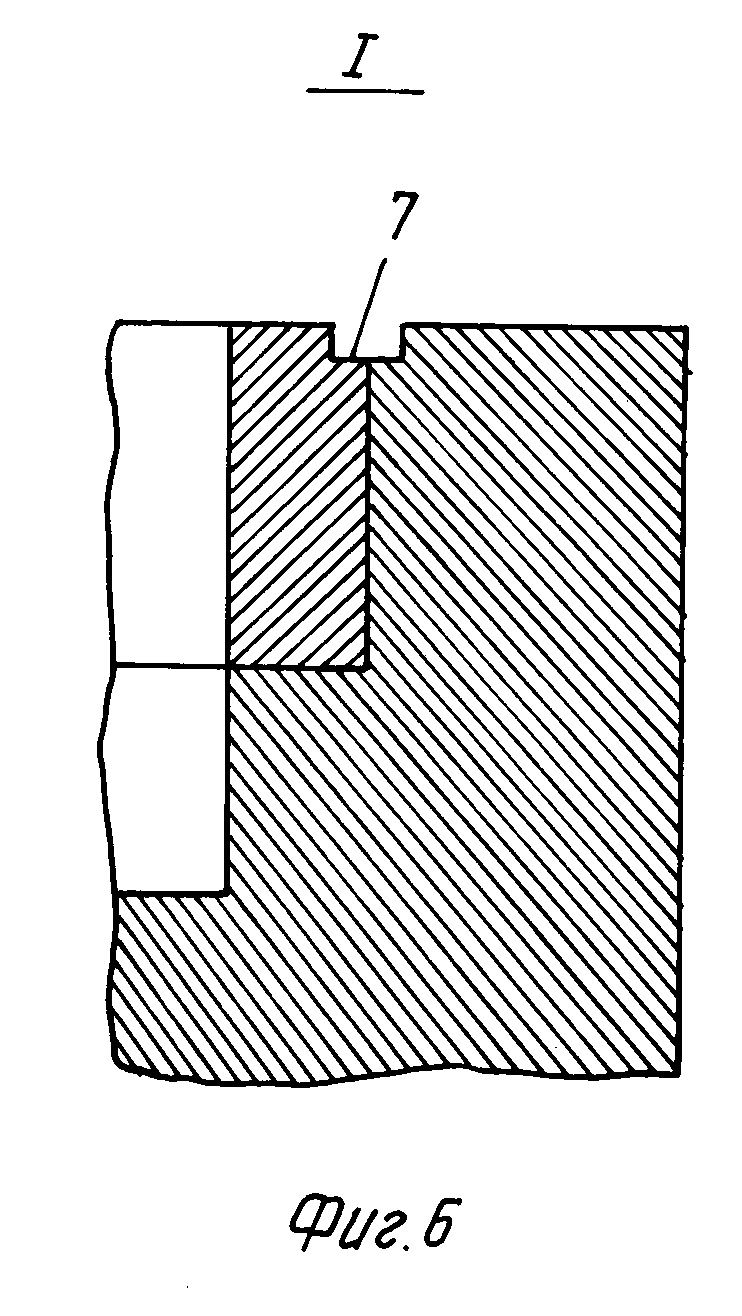
Раздельно независимо друг от друга изготавливают анодный цилиндр 1, ламели 2, вывод 3, кольцевые связки 4 и 5, скобы припоя 6. Затем производят сборку. Вначале собирают анодный цилиндр 1 с ламелями 2, в результате чего получают посадочные места под кольцевые связки 4 и 5. После этого в пазы ламелей 2 устанавливают кольцевые связки 4 и 5, например, покрытые гальванически слоем серебра, и осуществляют осадку ламелей 2, при которой происходит пластическое деформирование материала ламелей 2 на участке, прилегающем к кольцевым связкам 4 и 5. При пластическом деформировании на торцах ламелей 2 образуется кольцевая канавка 7 и вытесненный материал перемещается в сторону кольцевых связок 4 и 5 до контакта с ними. Это позволяет устранить возможный зазор между отдельными ламелями и кольцевыми связками 4 и 5, чем обеспечивается надежная пайка ламелей 2 с кольцевыми связками 4 и 5, т.е. повышается надежность соединения кольцевых связок 4 и 5 с ламелями 2.
Осадку материала с образованием кольцевых канавок 7 можно проводить на участках кольцевых связок 4 и 5, прилегающих к ламелям 2, или одновременно на ламелях 2 и кольцевых связках 4 и 5 на участках, прилегающих один к другому (фиг. 3-6).
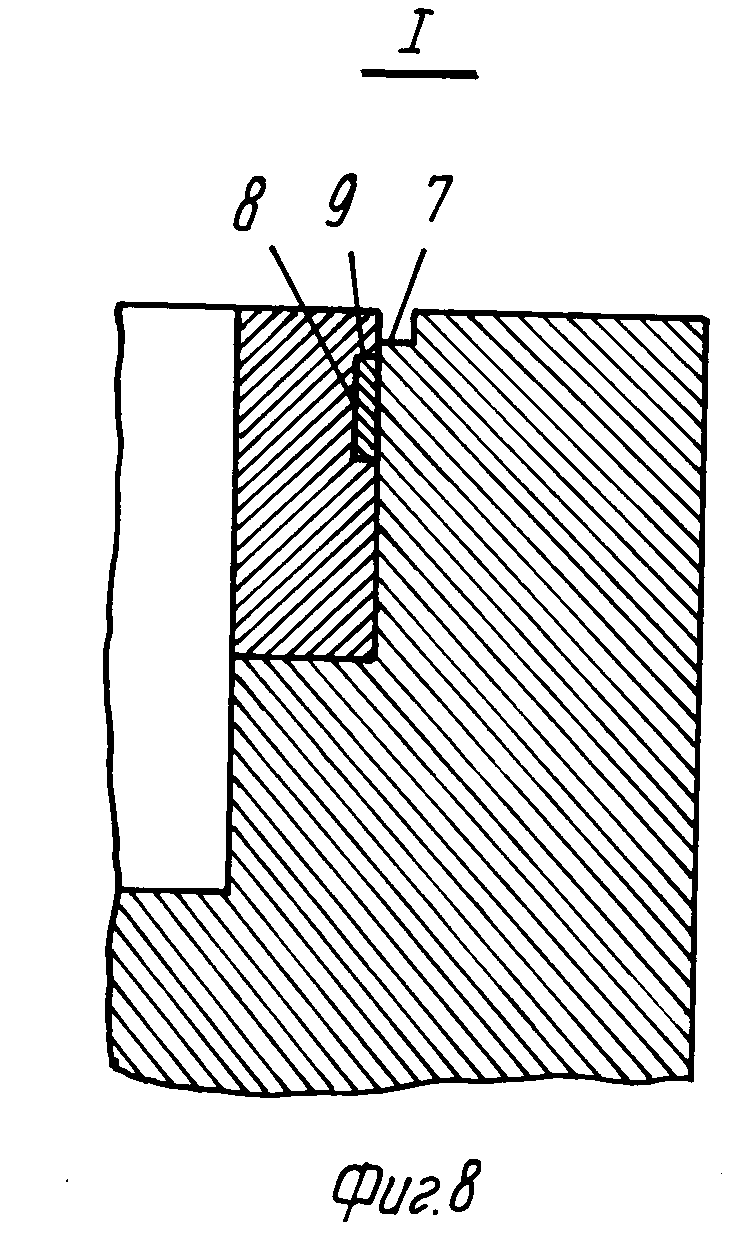
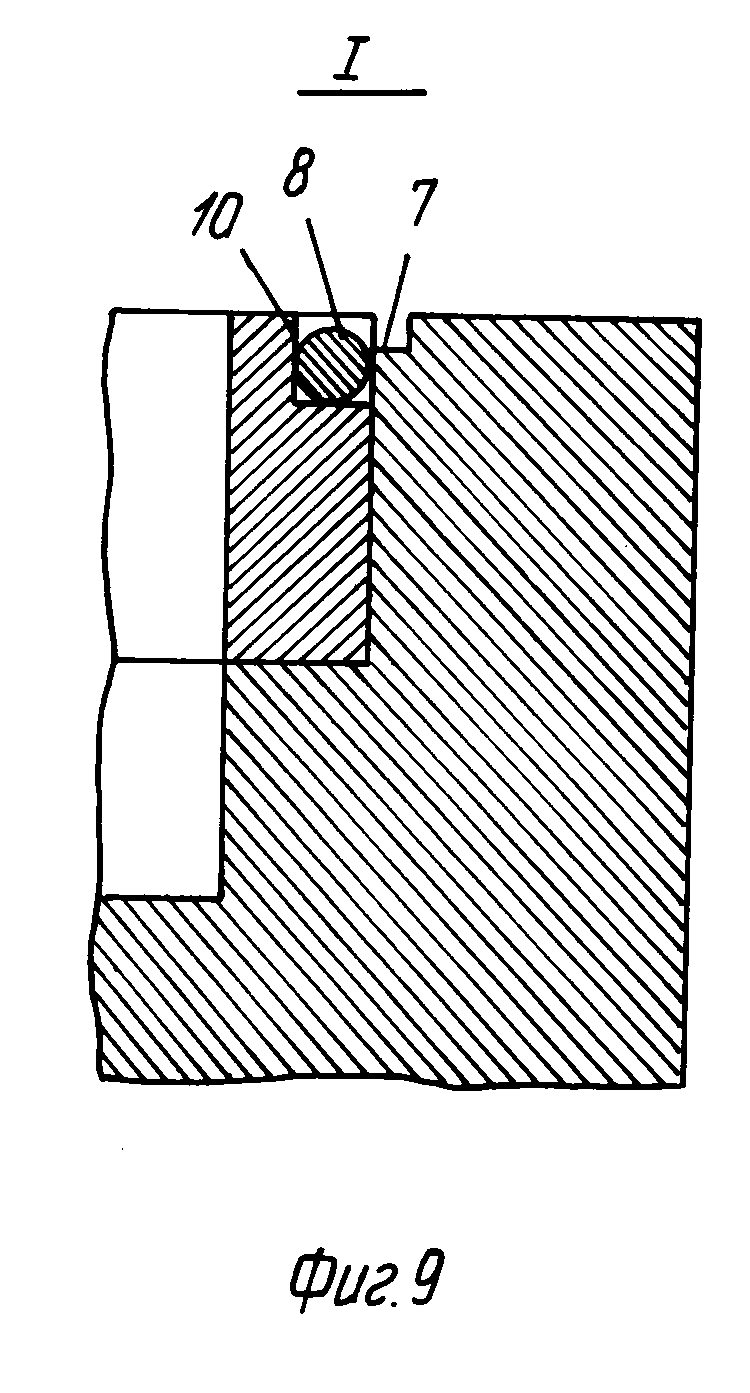
Припаивание кольцевых связок при помощи припоя в виде кольца 8 позволяет проводить пайку при больших зазорах между кольцевыми связками 4 и 5 и ламелями 2, чем при пайке за счет покрытия, например гальванического, серебром поверхности кольцевых связок 4 и 5. Для этого на боковой поверхности кольцевых связок со стороны, контактирующей с ламелью 2, выполняют кольцевую канавку 9 или заточку 10, в которую закладывают припой, например, марки ПМГрН10-1,5В в виде кольца 8 круглого или прямоугольного поперечного сечения. При нагревании припой расплавляется и заполняет зазоры и тем самым обеспечивает надежное соединение кольцевых связок 4 и 5 с ламелями 2 (фиг. 7-10).
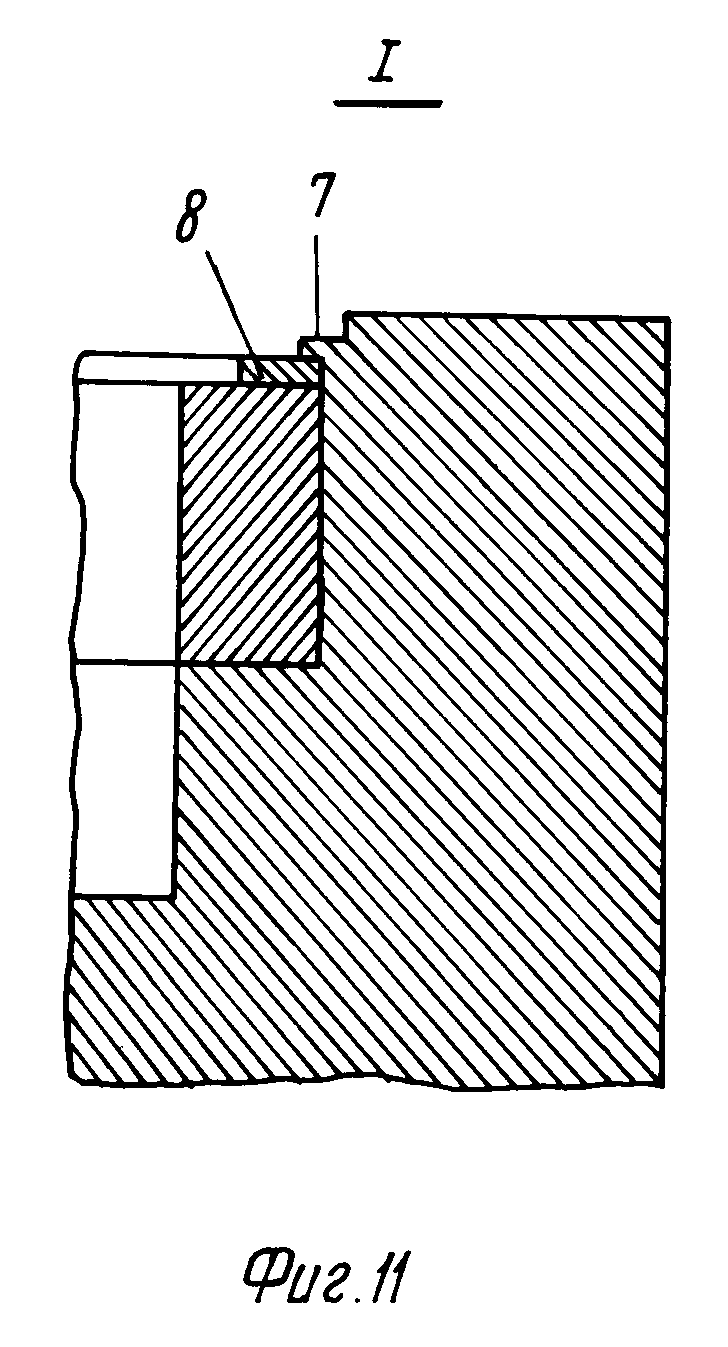
На торцовую поверхность кольцевых канавок 4 и 5 устанавливают припой в виде кольца 8, который затем при помощи осадки части материала ламели 2 прижимают к поверхности кольцевых связок 4 и 5, обеспечивая тем самым надежный контакт ламели 2 с кольцевыми связками 4 и 5 (фиг. 11 и 12).
Применение осадки части материала ламели 2 позволяет выполнить сборные в горизонтальной плоскости кольцевые связки 4 и 5, состоящие из двух колец 11 круглого или прямоугольного поперечного сечений, общая высота которых равна высоте кольцевых связок 4 и 5. Для соединения между собой и с ламелями 2 кольца 11 покрывают слоем припоя или размещают между ними припой в виде кольца 8. При нагревании происходит одновременная пайка колец 11 между собой и с ламелями 2 (фиг. 13 и 14). Выполнение сборных кольцевых связок позволяет упростить процесс их изготовления.
По предложенному способу был изготовлен анодный блок с ламелями, имеющими толщину 2 мм и высоту 9,5 мм. Анодный цилиндр, ламели, вывод и кольцевые связки изготавливают из меди. Кольцевые связки покрыты слоем серебра толщиной 6 мкм. После сборки анодного цилиндра с ламелями в пазы ламелей устанавливают кольцевые связки и производят пластическое деформирование материала путем осадки торца ламели. В результате на торце ламелей образуется кольцевая канавка глубиной порядка 0,1 мм. Такой деформации вполне достаточно, чтобы обеспечить надежный контакт кольцевых связок с ламелями. При последующем нагревании происходит припаивание всех ламелей к кольцевым связкам, т.е. обеспечивается надежное соединение кольцевых связок с ламелями. Кроме того, изготовляют анодные блоки, в которых кольцевые связки имеют на боковой поверхности кольцевую канавку глубиной 0,3 мм и высотой 0,5 мм. При сборке анодного блока в кольцевую канавку закладывают припой в виде кольца, изготовленный из проволоки диаметром 0,3 мм. В качестве материала для припоя используют припой марки ПМГрН10-1,5В ТУ48-21-662-79. После установки кольцевых связок с припоем в кольцевой канавке проводят осадку части торца ламели, обеспечивая контакт ламелей с кольцевыми связками. Затем в местах контакта ламелей с выводом и анодным цилиндром устанавливают скобы припоя марки ПМГрН10-1,5 В и производят пайку. В результате все ламели припаиваются к анодному цилиндру, а вывод и все кольцевые связки - к ламелям, т.е. обеспечено надежное соединение всех элементов анодного блока.
Преимуществом предлагаемого способа по сравнению с прототипом является то, что повышается надежность соединения кольцевых связок с ламелями, так как исключаются случаи неприпайки отдельных ламелей к кольцевым связкам. Это обеспечивается за счет осадки ламелей и/или кольцевых связок на участках, прилегающих друг к другу, что позволяет получить надежный контакт кольцевых связок с ламелями.
Кроме того, проведение пайки кольцевых связок к ламелям при помощи припоя, выполненного в виде кольца, позволяет проводить пайку при больших зазорах между ними, что также повышает надежность соединения кольцевых связок с ламелями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1992 |
|
RU2030013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1990 |
|
SU1809697A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| АНОД МАГНЕТРОНА | 2000 |
|
RU2256978C2 |
| РОТОР МАЛОГАБАРИТНОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2038675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2012 |
|
RU2489765C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2474913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА КРИТИЧЕСКОГО СЕЧЕНИЯ СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2352445C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОВОЙ ТРУБЫ КАМЕРЫ СГОРАНИЯ АВИАЦИОННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2258869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2013 |
|
RU2550350C2 |




Использование: в электронной технике. Сущность изобретения: в способе, включающем изготовление анодного цилиндра, ламелей, вывода, кольцевых связок, сборку анодного цилиндра с центральным стержнем и ламелями, размещенными в радиальных пазах верхнего торца оправки, установку кольцевых связок в пазы ламелей и припоя, например, в виде скобы в места контакта анодного цилиндра и вывода с ламелью и пайку ламелей с анодным цилиндром, а вывода и связок - с ламелями. После установки кольцевых связок в пазы ламелей осуществляют осадку ламелей и/или кольцевых связок на участках, прилегающих друг к другу, и проводят нагревание анодного блока с одновременной пайкой его деталей, что повышает надежность соединения кольцевых связок с ламелями. При этом на боковой поверхности кольцевых связок со стороны, контактирующей с ламелью, выполнена кольцевая канавка или заточка, в которую закладывают припой в виде кольца или устанавливают его на торцевую поверхность кольцевых связок. Припой в виде кольца может быть размещен между двумя кольцами, образующими кольцевую связку. 3 з.п. ф-лы, 14 ил.
| Транспортирующее очистительное устройство | 1987 |
|
SU1491378A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
