Изобретение относится к пайке, в частности к способам подготовки поверхности керамических изделий для пайки с керамикой, стеклами, металлами.
Известен способ пайки керамики с металлами [1], при котором на керамику наносят металлическую пасту при высоких температурах (вжиганием или напылением) и проводят пайку в восстановительной атмосфере.
Недостатком этого способа является сложная технология, высокая температура, сложное оборудование для получения восстановительной атмосферы с заданной влажностью.
Наиболее близким техническим решением является способ пайки труднопаяемых материалов [2] с предварительным обслуживанием паяемых поверхностей галлием в вакууме с последующей термообработкой, состоящей из выдержки при температуре 380-500оС в течении 30-120 мин и 600-900оС в течении 60-120 мин, после проведенного таким образом обслуживания производят пайку.
Недостатками этого способа является сложная технология, требующая вакуумной печи, герметичную камеру, приспособление для опускания изделия в галлий в вакууме; двухступенчатая термообработка при высоких температурах; галлий имеет высокую стоимость.
Цель изобретения - упрощение технологии пайки керамических и керамикометаллических соединений.
Это достигается тем, что предварительное обслуживание керамических материалов производят на воздухе при температуре 50-70оС сплавом висмут-индий-олово-кадмий с последующей термообработкой на воздухе при температуре 100-140оС в течении 1-3 ч.
П р и м е р 1. Сплав, содержащий, мас.%: висмут 27,7; индий 50,6; олово 16,0; кадмий 5,7, имеет температуру плавления 49оС. Сплав нагревают до температуры плавления и наносят на пластинку поликора низкотемпературным паяльником. Температура рабочего жара паяльника 50-70оС. После нанесения на спаиваемую поверхность сплава пластинку помещают в печь, нагревают до 100оС и выдерживают 3 ч.
П р и м е р 2. Пластинку керамики 22ХС обслуживают аналогичным образом и выдерживают в печи при 140оС в течении 1 ч.
П р и м е р 3. Пластинку ситалла обслуживают так же, как и в первых двух случаях, помещают в печь и выдерживают при 120оС в течении 2 ч. Обслуженные таким образом керамические образцы можно соединить между собой или с любыми металлическими материалами диффузионнотвердеющими (металлокерамическими) или мягкими припоями, например, оловянно-свинцовыми.
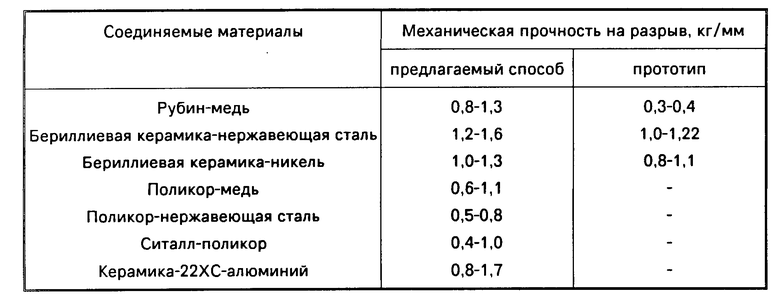
В таблице приведены данные механической прочности на разрыв соединений некоторых керамических материалов. Пайка выполнена металлокерамическим припоем, приготовленным из сплава, использованного для обслуживания и медного порошка. Состав припоя: сплав висмут-индий-олово-кадмий - 40 мас.% и медный порошок дисперсностью 40 мкм - 60 мас.%. Сплав расплавляют, смешивают с медным порошком до получения однородной пасты, наносят на обслуженные поверхности, детали фиксируют струбциной во избежании их сдвигов, пока припой находится в пастообразном состоянии, и выдерживают на воздухе при 70оС до полного затвердевания припоя.
Из таблицы очевидно, что механическая прочность соединений при использовании предлагаемого метода повышается, например, для соединения медь-рубин в 2-3 раза.
Использование изобретения позволяет исключить сложное дорогостоящее оборудование и материалы, уменьшить число и сократить время технологических операций и повысить качество соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 1992 |
|
RU2012468C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ПРЕИМУЩЕСТВЕННО МЕДИ И СПЛАВОВ НА ОСНОВЕ МЕДИ | 1993 |
|
RU2041783C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ И СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1993 |
|
RU2096150C1 |
| Способ пайки труднопаяемых материалов | 1975 |
|
SU579109A1 |
| Способ соединения материалов | 1979 |
|
SU833384A1 |
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ НЕФТЕГАЗОПРОМЫСЛОВОГО ОБОРУДОВАНИЯ | 1994 |
|
RU2070496C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ | 2008 |
|
RU2374056C1 |
| СПОСОБ ЗАПАЙКИ МИКРОТЕЧЕЙ{JU^" | 1971 |
|
SU316535A1 |
Использование: пайка керамических материалов. Сущность изобретения: пайку керамических материалов производят следующим образом: паяемую поверхность керамических изделий обслуживают сплавом индий-висмут-олово-кадмий на воздухе при температуре 50 - 70°С, затем выдерживают в течение 1 - 3 ч при температуре 100 - 140°С. После обслуживания возможна пайка диффузионно-твердеющими (металлокерамическими) или мягкими (свинцово-оловянными) припоями. 1 табл.
СПОСОБ ПАЙКИ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ, включающий предварительное облуживание паяемых поверхностей низкотемпературным материалом, термообработку и последующую пайку, отличающийся тем, что при использовании в качестве низкотемпературного облуживающего материала сплава висмут-индий-олово-кадмий термообработку проводят при 100 - 140oС в течение 1 - 3 ч.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ пайки труднопаяемых материалов | 1975 |
|
SU579109A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
