Изобретение относится к пайке, в частности, к составам припоев для низкотемпературной бесфлюсовой пайки, исполь- зуемых в радиоэлектронной, электронно-вакуумной, полупроводниковой технике.
Известны припои для бесфлюсовой низкотемпературной, диффузионно упрочняющейся пайки, в состав которых входит галлий или его эвтектические сплавы и медные порошки с добавками порошков других металлов. [1] . Эти припои после приготовления имеют пастообразную консистенцию, легко наносятся на соединяемые поверхности, хорошо смачивают широкий круг материалов и позволяют осуществлять низкотемпературное бесфлюсовое соединение стали, никеля, титана, стекол, керамики. При самоотвердении указанных припоев в интервале температур 70 - 120оС (обычно рекомендуемый интервал затвердевания при пайке радиоэлектронных элементов) в припое образуются тугоплавкие соединения, что позволяет эксплуатировать изделия при температурах до 600-700оС.
Известен припой для бесфлюсовой пайки, содержащий, мас. % : висмут 14,1-22,2 свинец 7,0-11,0 индий 6,7-10,7 олово 3,9-6,1 галлий 1,0-1,5 кобальт 5,0-15,0 медь - остальное [2]
В качестве жидкого компонента в этом припое используют сплав, содержащий индий - висмут - олово - кадмий - свинец - галлий, в качестве основного наполнителя - медный порошок, и в качестве упрочняющей добавки - порошок кобальта. Температура плавления сплава - жидкого компонента 39,7 - 40,5оС. Сплав расплавляют при температуре на 5 - 10оС выше температуры плавления и смешивают с порошками.
Полученный после смешивания пастообразный припой наносят на паяемые поверхности, элементы деталей фиксируют струбциной, чтобы не произошло сдвига и подвергают термообработке. Припой соединяет широкий круг материалов. Температура распоя ≈700оС. Прочность припоя на срезах зависит от состава и находится в интервале 3,3 - 4 кг/мм2.
Однако, при использовании указанный припой требует длительной термообработки. Затвердевание припоя при 70оС происходит за 120-150 ч, при 100оС за 100-120 ч, при 200оС за 40-50 ч. При этом в случае получения герметических швов термообработка должна быть непрерывной. Длительный процесс термообработки требует специального оборудования, затрат энергии, ночных смен, т. е. усложняет и удорожает пайку.
Целью настоящего изобретения является сокращение времени затвердевания металлокерамического припоя.
Поставленная цель достигается тем, что припой для бесфлюсовой пайки дополнительно содержит никель, бор, кремний, углерод при следующем соотношении компонентов, мас. % : индий 21,2-28,5 висмут 12,0 - 15,6 олово 7,0 - 9,5 кадмий 1,9 - 3,8 никель 8,0 - 18,3 углерод 0,9 - 2,3 бор 1,3 - 2,0 кремний 0,3 - 1,1 медь 31,6 - 60,4
Для получения припоя сначала получают сплав индия - висмута - олова - кадмия. Для этого перечисленные металлы сплавляют при температуре 150-200оС. Полученный сплав имеет температуру плавления 49оС, его нагревают на 5-10оС выше температуры плавления и вносят в него порошки никеля, углерода, бора, кремния и меди. Сплав тщательно перемешивают до получения однородной массы и получают композиционный припой, обладающий способ- ностью к самотверждению. После приготовления припой имеет пастообразную консистенцию, легко наносятся на поверхности и в зазоры.
П р и м е р. Для приготовления припоя использовали порошки никеля, углерода, бора, кремния, меди с размером частиц не более 40 мкм.
Навески металлов: висмута - 27,6 индия - 50,6 олова - 16,20 кадмия - 5,6
помещают в алундовый тигель и смешивают при температуре 150-200о. Полученный сплав имеет температуру плавления 49,7оС. Затем 50 г сплава при температуре 54-59оС смешивают с 16,5 г никелевого порошка, с 1,2 г углерода, с 1,7 г бора, с 0,6 г кремния, с 30,0 г. меди. Получают однородную смесь сплава и порошков с содержанием компонентов, мас. % : 1. никель - 16,5 углерод - 1,2 бор - 1,7 кремний - 0,6 медь - 30,0 индий - 25,3 висмут - 13,8 олово - 8,1 кадмий - 2,8
Аналогично получают припои с другим содержанием компонентов, мас. % : 2. никель - 21,0 углерод - 2,16 бор - 2,8 кремний - 0,9 медь - 33,14 индий - 20,24 висмут - 11,04 олово - 6,48 кадмий - 2,24 3. никель - 6,0 углерод - 1,44 бор - 1,5 кремний - 0,7 медь - 20,36 индий - 30,36 висмут - 16,56 олово - 9,72 кадмий - 3,36 4. никель - 2,0 углерод - 1,08 бор - 1,62 кремний - 1,0 медь - 66,0 индий - 35,42 висмут - 19,32 олово - 11,34 кадмий - 3,92 5. никель - 27,0 углерод - 2,1 бор - 3,0 кремний - 1,2 медь - 61,0 индий - 15,18 висмут - 8,28 олово - 4,86 кадмий - 1,68
Приготовленные припои подвергаются термообработке, т. е. выдерживаются до затвердевания при температуре 70, 150 или 200оС. После затвердевания проводят контроль механической прочности припоев.
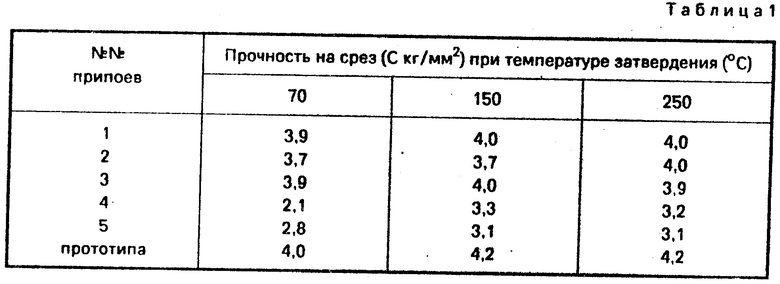
Для испытания механических свойств затвердевших припоев были изготовлены образцы в виде цилиндров диаметром 25 мм. На разрывной машине ГМ-250 определяли прочность на срез (С) кг/мм2.
В табл. 1. показана прочность на срез вышеуказанных припоев в сравнении с известными.
Как видно из табл. 1. прочность на срез предлагаемого припоя существенно не отличается от прочности прототипа. Температура распоя соединений, выполненных припоем, при скорости нагревания образцов в град/сек и растягивающем напряжении 0,2 г/мм2 равна 620-680оС.
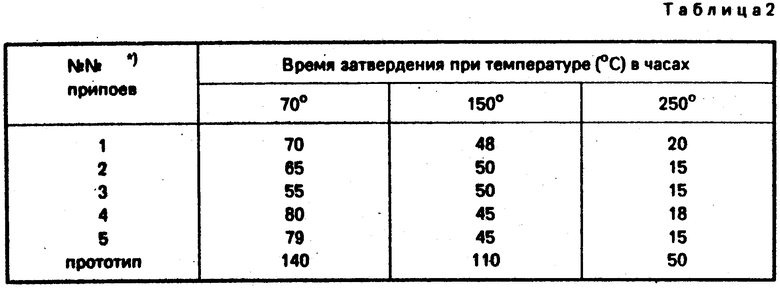
Данные о времени затвердевания предлагаемого и известного припоев при различных температурах затвердевания приведены в табл. 2.
Как видно из таблицы, использование припоя позволяет резко снизить время затвердевания припоев, в 2 раза.
Припой может быть использован в электронно-вакуумной, радиоэлектронной полупроводниковой технике.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2030977C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ И СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1993 |
|
RU2096150C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ПРЕИМУЩЕСТВЕННО МЕДИ И СПЛАВОВ НА ОСНОВЕ МЕДИ | 1993 |
|
RU2041783C1 |
| ПРИПОЙ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2002 |
|
RU2219030C1 |
| ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 2012 |
|
RU2498889C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ НЕФТЕГАЗОПРОМЫСЛОВОГО ОБОРУДОВАНИЯ | 1994 |
|
RU2070496C1 |
| ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 2006 |
|
RU2317882C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 1979 |
|
SU803280A1 |
| Припой для пайки меди и ее сплавов | 1990 |
|
SU1706816A1 |
| Припой для бесфлюсовой пайки и способ его изготовления | 2015 |
|
RU2609583C2 |
Использование: бесфлюсовая пайка изделий радиоэлектронной, эектронно-вакуумной, полупроводниковой техники. Сущность изобретения: припой содержит следующие компоненты, мас. % : индий 21,2 - 28,5; висмут 12,0 - 15,6; олово 7,0 - 9,5; кадмий 1,9 - 3,8; никель 8,0 - 18,3; углерод 0,9 - 2,3; бор 1,3 - 2,0; кремний 0,3 - 1,1; медь 31,6 - 60,4. 2 табл.
ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ, содержащий висмут, индий, олово, кадмий, медь, отличающийся тем, что он дополнительно содержит никель, бор, углерод, кремний при следующем соотношении компонентов, мас. % :
Индий 21,2 - 28,5
Висмут 12,0 - 15,6
Олово 7,0 - 9,5
Кадмий 1,9 - 3,8
Никель 8,0 - 18,3
Углерод 0,9 - 2,3
Бор 1,3 - 2,0
Кремний 0,3 - 1,1
Медь 31,6 - 60,4
