Изобретение относится к цветной металлургии, может быть использовано при монтаже катодного устройства электролизера для производства алюминия.
Известен способ, при котором катодный стержень, уложенный в паз угольного (подового) блока, разделенного керамическими перегородками, заливают чугуном [1].
Недостаток данного способа заделки катодного стержня заключается в его трудоемкости и неэкологичности, а также в том, что по мере остывания чугуна в катодной секции возникают напряжения, которые приводят к растрескиванию блока или в период его остывания, или в период обжатия и пуска ванн при разогреве подины.
Известен также способ, при котором катодный стержень заделывается в подовом блоке путем забивки зазоров между катодным стержнем и блоком подовой горяченабивной массой. Применение горяченабивной подовой массы осложняет состояние окружающей среды (вредные возгоны), а сама технология заделки предусматривает использование ручных перфомолотков и не поддается механизации [2].
Наиболее близким по технической сущности и достигаемому результату является способ заделки катодного стержня специальными пастами из твердого наполнителя, синтетической жидкой смолы и отвердителя. Пасту заливают в пространство между блоком и стержнем или утрамбовывают с помощью трамбовок [3].
К недостаткам данного способа можно отнести токсичность и трудность в механизации данного способа. Жидкотекучая паста дает большую усадку в процессе сушки, ввиду чего катодный стержень может вывалиться при транспортировке или монтаже секций. Густая паста поддается только набойке трамбовками вручную, возможность механизации процесса заделки катодного стержня маловероятна, так как довольно сложно создать механическое устройство, позволяющее забивать зазор 5-10 мм между блоком и катодным стержнем пастой.
Допускаемая кривизна паза в блоке по длине до 2 см еще более усложняет задачу механической набойки, кроме того, применение паст с добавками смол и отвердителя удлиняет процесс затвердевания пасты до 24 ч и не дает гарантии прочной механической связи блока с катодным стержнем.
Целью изобретения является совершенствование технологии изготовления катодных секций, повышение производительности и обеспечение механизации работ при этом.
Это достигается тем, что уплотнение массы в пазу блока осуществляют в два приема. Сначала производят ее предварительное уплотнение перед установкой катодного стержня путем прижатия к стенкам паза, затем окончательное уплотнение массы за счет впрессовывания катодного стержня в паз подового блока в направлении, параллельном дну паза, при этом давление на стенки паза не должно превышать допустимую прочность блока на излом в районе стыковки стенка - дно паза.
На боковых стенках катодного стержня в торцовой его части, входящей в паз подового блока, выполняют закругления или скосы, или на стержне скосы не выполняют, а при запрессовке катодного стержня впереди чего в паз блока устанавливают обтекатель со скосами, который после запрессовки катодного стержня извлекается из паза. Перед запрессовкой стержня паз блока со стороны потая перекрывают заслонкой, а на дно паза в районе потая засыпают массу. Верхнюю часть блока перед запрессовкой стержня закрывают крышкой. Поверхность катодного стержня перед запрессовкой подвергают смазке.
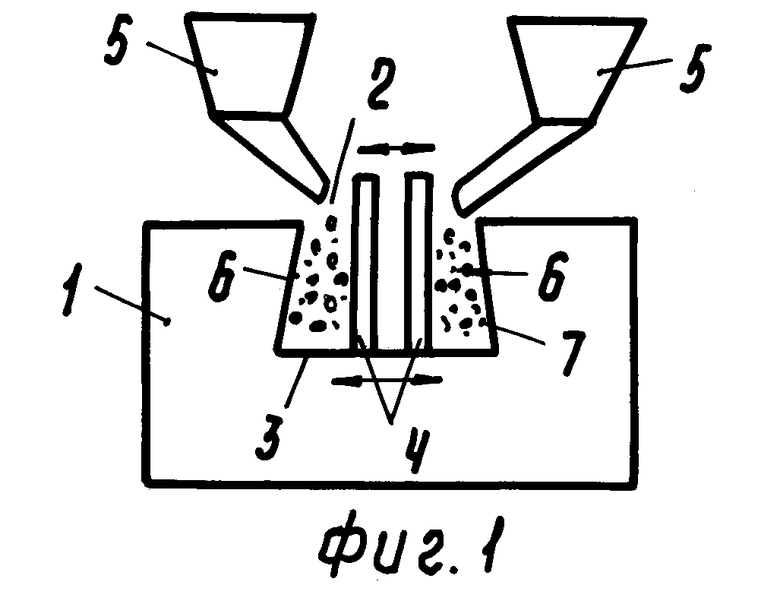
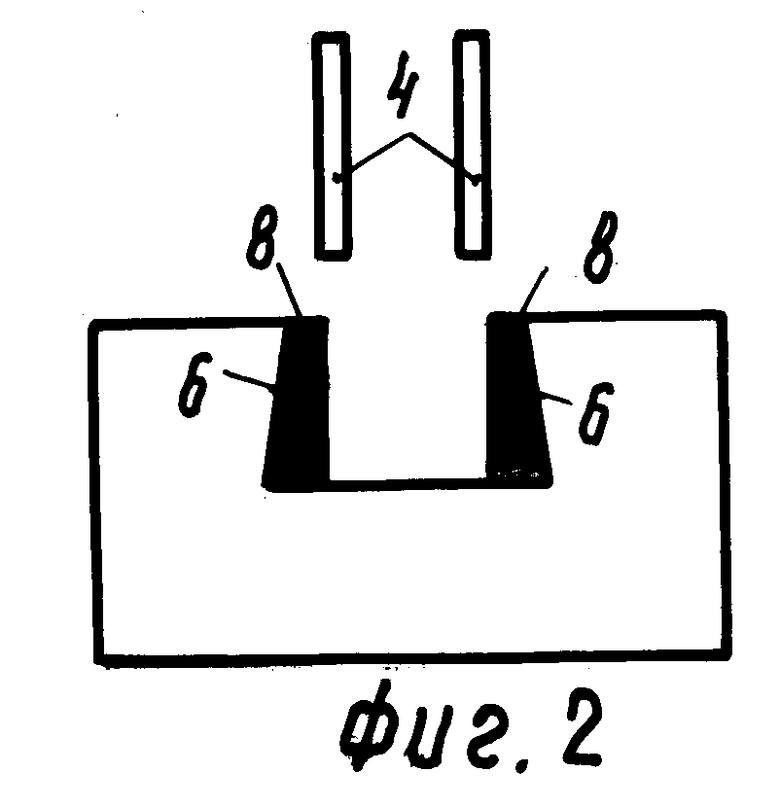
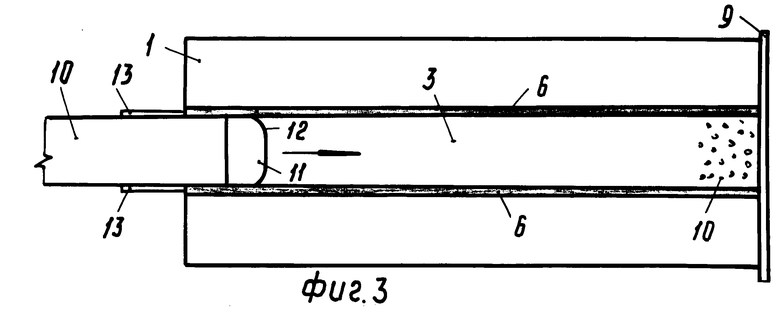
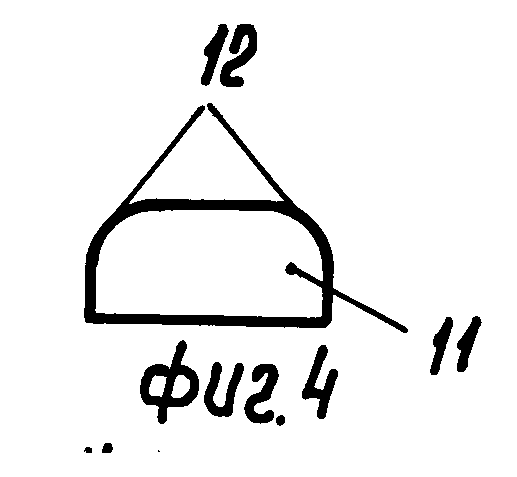
На фиг. 1 показана засыпка электропроводной пластичной массы в паз подового блока, поперечный разрез; на фиг. 2 - подовый блок с предварительно уплотненной вдоль стенок паза подовой массой, поперечный разрез); на фиг. 3 - начало запрессовки катодного стержня в паз блока, план; на фиг. 4 - обтекатель, план;
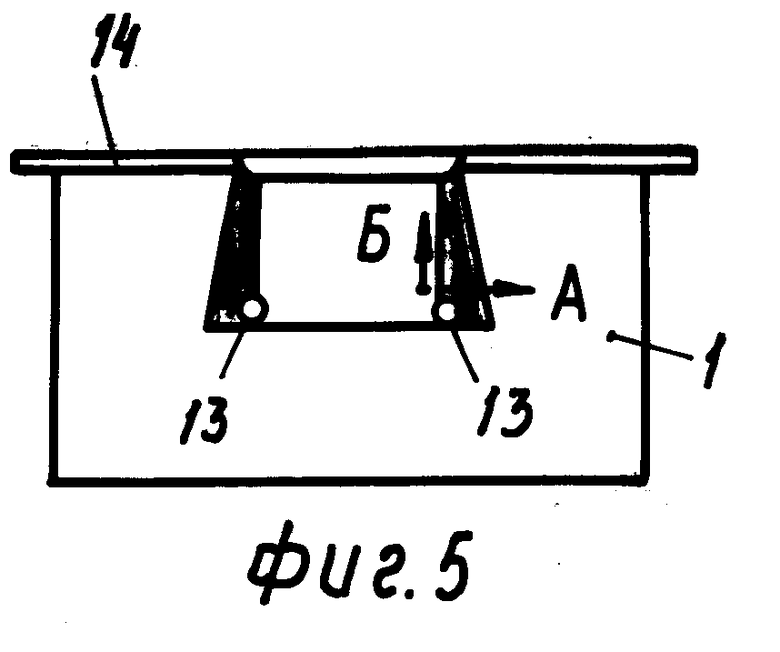
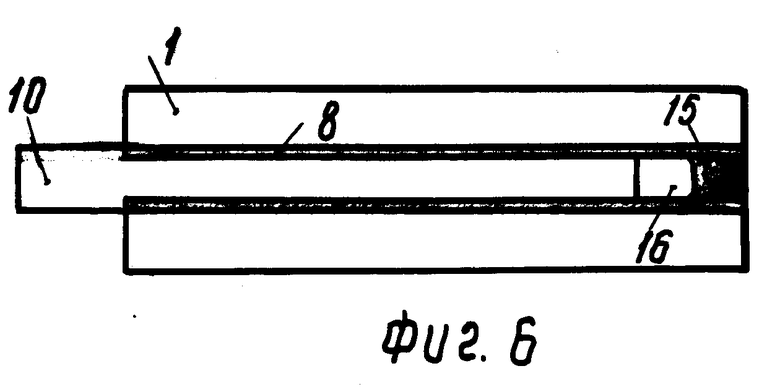
на фиг. 5 и 6 - готовая секция с запрессованным катодным стержнем.
Соответственно план и поперечный разрез 6).
Перед началом заделки катодного стержня подовый блок 1 (см. фиг. 1) устанавливают пазом 2 вверх. На дно паза 3 устанавливают раздвигающиеся рейки 4, соответствующие длине блока. Из бункеров 5 на дно паза в пространство между раздвижными рейками и стенками паза 6 засыпают пластичную массу 7. Затем рейки 4 с усилием раздвигают в направлении, указанном стрелками, и уплотняют массу, прижимая ее к стенкам паза. Уплотненная масса 8 покрывает стенки паза 6 на всю длину и высоту, образуя прямоугольное сечение паза в блоке (см. фиг. 2).
Раздвижные рейки извлекают из паза. К подовому блоку с торцовой части крепят заслонку 9 (см. фиг. 3). На дно паза непосредственно перед заслонкой насыпают необходимое для формирования потая количество массы. С противоположного торца блока в паз вводят конец катодного стержня 10 или обтекатель 11 со скосами или закруглениями 12.
К основанию катодного стержня крепят пластину 13 или выполняют приливы, уширяющие основание. Катодный стержень (без обтекателя или с обтекателем) впрессовывается в паз блока, параллельно дну паза.
При движении стержень уплотняет массу вдоль стенок паза в направлении А (см. фиг. 5), а за счет пластины или уширения 12 основания катодного стержня масса уплотняется в направлении Б. Упорная крышка 14 сдерживает давление массы вверх, обеспечивая ее уплотнение в верхней части паза.
По мере приближения катодного стержня к заслонке он сжимает массу 10, образуя плотную пробку (потай) 15 (см. фиг. 6). Выдавливание массы через верх паза препятствует крышка 14. После запрессовки стержня снимают заслонку 9 и упорную крышку 14. При этом катодный стержень 10 прочно удерживается в блоке. На конце паза блока формируется потай 15. Причем, если катодный стержень запрессовывается без обтекателя, то его торец примыкает непосредственно к потаю, если же запрессовка осуществляется с обтекателем, то по окончании процесса его извлекают и между торцом катодного стержня и потаем образуется температурный зазор 16.
Испытания проводили в лаборатории на модели, составляющей 1/6 натуральной величины катодной секции. Испытания показали, что катодный стержень прочно удерживается в пазу подового блока, весь технологический процесс поддается механизации.
Таким образом изобретение позволяет усовершенствовать технологию изготовления катодных секций, повысить производительность труда за счет введения механизации для всех операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| Способ монтажа подины алюминиевого электролизера | 1990 |
|
SU1770452A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2320780C2 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| Катодная секция алюминиевого электролизера | 1984 |
|
SU1219677A1 |
| Угольная масса для заделки катодных стержней алюминиевого электролизера | 1989 |
|
SU1686038A1 |
| Электролизер для получения алюминия | 1986 |
|
SU1444402A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2014 |
|
RU2575524C2 |
| Способ контроля качества изготовления катодной секции алюминиевого электролизера | 1990 |
|
SU1696598A1 |
| Холоднонабивной композиционный материал для монтажа подины алюминиевого электролизера | 1990 |
|
SU1749321A1 |
Изобретение относится к цветной металлургии и может быть использовано при монтаже подины электролизера для получения алюминия. Целью изобретения является совершенствование технологии изготовления катодных секций, повышение производительности и обеспечение механизации работ при этом. В предлагаемом способе заделки катодного стержня в подовом блоке вместо заливки чугуном производится сначала предварительное уплотнение электропроводной пластичной массы путем прижатия ее к стенкам паза, затем окончательное уплотнение массы за счет впрессования катодного стержня в паз подового блока, при этом давление на стенки паза не должно превышать допустимую прочность подового блока на излом. На боковых стенках катодного стержня в торцовой его части, входящей в паз угольного блока, выполняют закругления или скосы. Если необходимо обеспечить температурный зазор между торцом катодного стержня и потаем, то при запрессовке катодного стержня впереди него в паз блока устанавливают обтекаталь со скосами, который после запрессовки извлекается из паза. Со стороны потая паз блока перекрывают заслонкой и на дно паза засыпают массу. Верхнюю часть блока перед запрессовкой закрывают крышкой, а поверхность катодного стержня подвергают смазке. 5 з.п.ф-лы, 6 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Вергазов Г.Д | |||
| и др | |||
| Катодные секции для алюминиевых электролизеров с вклеенными токоподводами, Цветные металлы, 1992, N 3, с.32-33. | |||
