f
Изобретение относится к области металлургии алюминия и может быть использовано при монтаже катода алюминиевого электролизера.
Целью изобретения является повышение надежности работы катодной секции.
Сущность изобретения заключается в том, что пазы выполняются на рабочей части токоподводящего стержня, т.е. той части стержня, которая входит в угольный блок.
Пазы выполняются на верхней и нижней гранях токоподводящего стержня или на его боковых гранях.
В случае вьшолнения пазов на верхней и нижней гранях глубина паза составляет 0,55-0,60 высоты токоподводящего стержня, а в слу- . чае выполнения пазов на боковых гранях - 1,15-1 , 20 высоты.
Выполнение пазов указанной глубины важно, т.к. если глубина будет меньше указанной, то не произойдет смыкания противоположных граней паз и будет работать как обычный цельны стержень с увеличенной возможностью трещинообразования угольного блока; если глубина паза будет больше указанных пределов, то возможен разрыв стержня по уменьшенному сечению и самопроизвояьное отключение из электрической цепи.
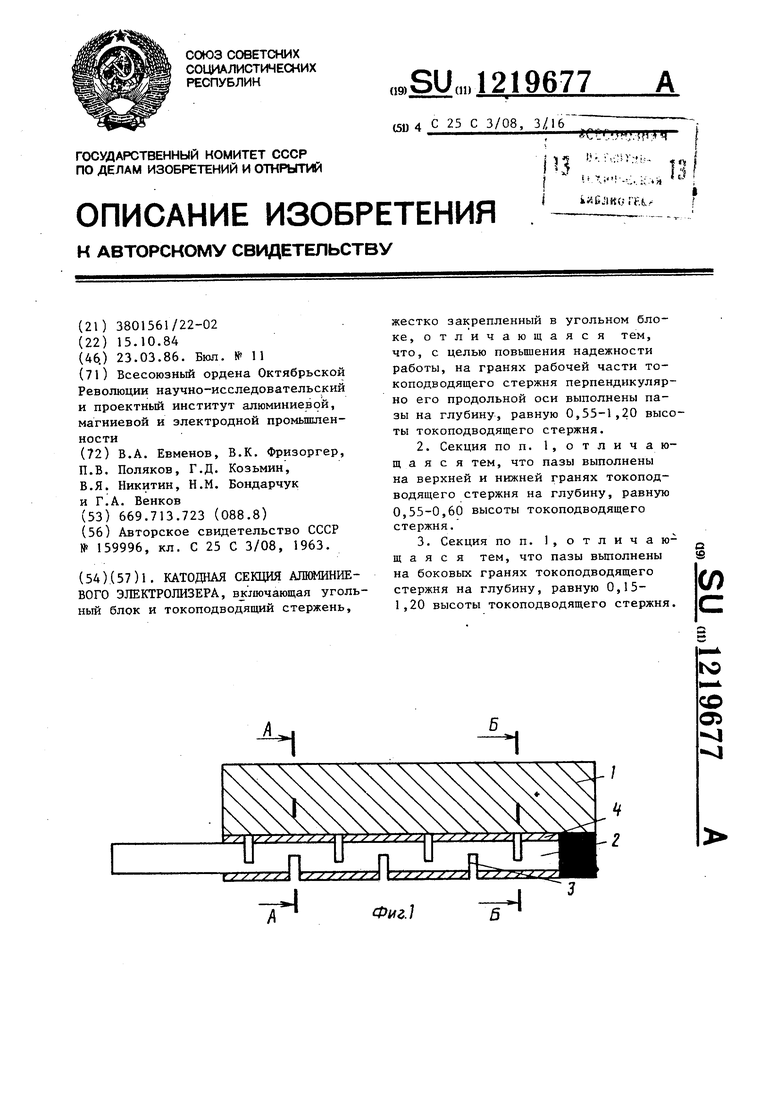
На фиг. I изображена катодная секция с токоподводящим стержнем, выполненным с верхними и нижними пазами; на фиг. 2 - разрез А-А на фиг. 1, вьшолнение пазов на нижней
л-1
10
15
19677
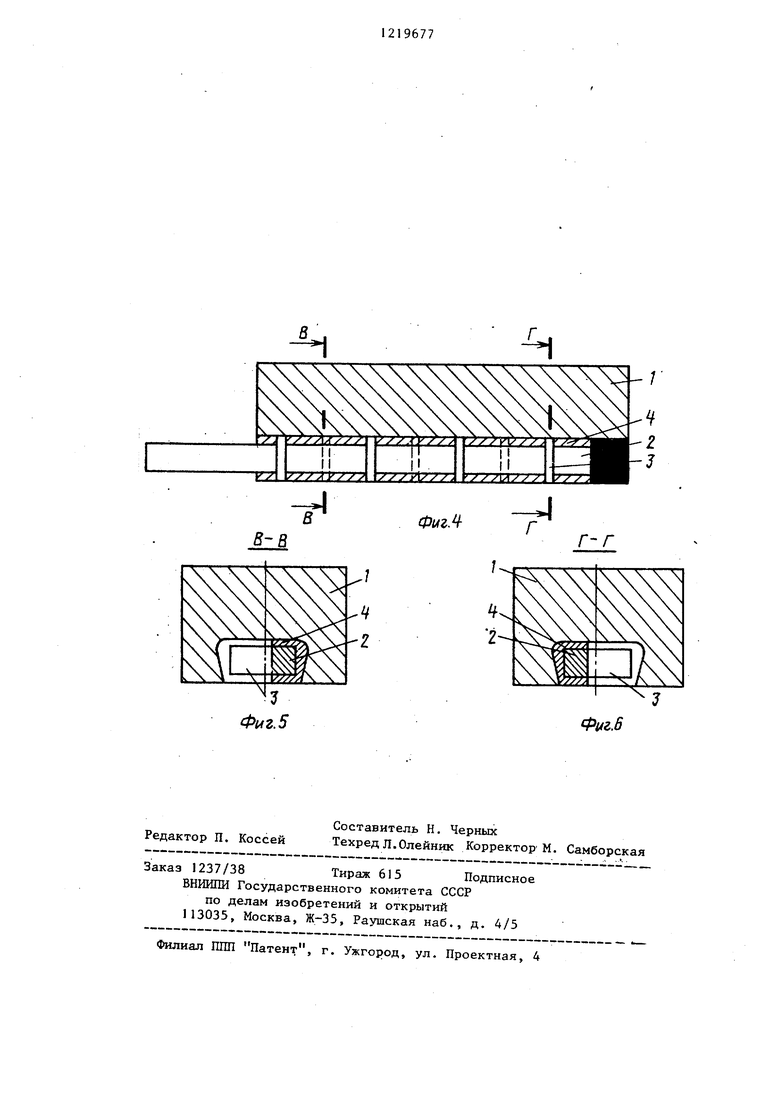
грани; на фиг. 3 - разрез Б-Б на фиг. 1, выполнение пазов на верхней грани; на фиг. 4 - катодная секция с токоподводящим стержнем, выполнен- 5 ным с боковыми пазами; на фиг. 5 - разрез В-В на фиг. 4, вьшолнение пазов на левой грани; на фиг. 6 - разрез Г-Г на фиг. 4, выполнение пазов на правой грани.
Катодная секция состоит из уголь- його блока 1, металлического токо- подйодящего стержня 2 с пазами 3, слоя материала 4.
Работа катодной секции осуществляется следующим образом.
В угольный блок 1 вставляют металлический токоподвсдящий стержень 2 с пазами 3. Стержень закрепляют слоем материала 4 одним из известных способов: может - быть залит чугуном, заделан подовой массой или закреплен клеевьм составом.
В процессе сборки на катодном стержне пазы закрывают валиком из огнеупорной глины, перекрывая периметр паза валиком таким образом, чтобы при закреплении токоподводящего стержня одним из названных способов чугун, подовая масса или клеевой состав не попали в паз.
Выполнение пазов (фиг. 1) позволяет компенсировать термические напряжения, действующие со стороны токоподводящего стержня на нижнюю грань паза блока, и в основном на боковые грани паза угольного блока (фиг. 4), что повьш1ает надежность работы секции в целом.
20
25
30
35
Фиг,. 2
.
.,6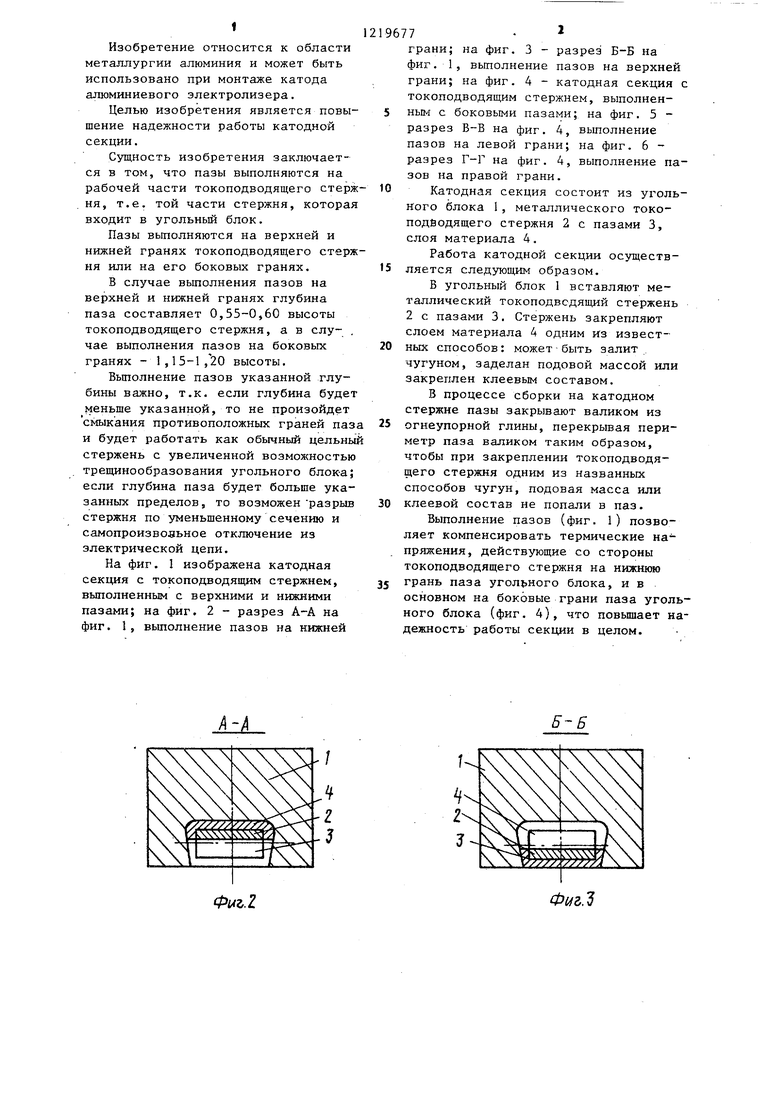
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа подины алюминиевого электролизера | 1990 |
|
SU1770452A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| Подовая секция алюминиевого электролизера | 1989 |
|
SU1620507A1 |
| Электролизер для получения алюминия | 1986 |
|
SU1444402A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2179201C2 |
| Катодная секция алюминиевого электролизера | 1980 |
|
SU926079A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2320780C2 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ | 2005 |
|
RU2303654C2 |
| СПОСОБ ЗАДЕЛКИ КАТОДНОГО СТЕРЖНЯ В ПОДОВОМ БЛОКЕ | 1992 |
|
RU2031190C1 |
| 0 |
|
SU159996A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
