Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием (ППД), например, шаровых пальцев автомобилей.
Известен способ обкатки деталей с неполной сферической поверхностью (авт. св. N 273241, кл. C 21 D 7/04, 1970) и устройство для его осуществления, согласно которому обрабатываемая деталь устанавливается на нож таким образом, чтобы центр сферической поверхности оказался на линии центров обкатного и опорного роликов, а цапфа детали - между двумя опорами. Рабочая поверхность роликов имеет профиль тора, малый радиус которого соответствует радиусу обрабатываемой сферической поверхности детали.
Точность формообразования сферической поверхности (формообразование здесь: перемещение образующей дуги окружности, полученной копированием профиля инструмента, по направляющей линии окружности) определяется в основном точностью профиля обкатного и опорного роликов и точностью выполнения предшествующей накатыванию операции обработки сферы.
Кроме того, наблюдаемое скольжение в местах контакта роликов с обрабатываемой поверхностью отрицательно сказывается на качестве поверхности. Изменение диаметра детали резко меняет протекание процесса ППД.
Известен способ накатывания радиусных канавок, например, при обработке сфер (Лапшев Д.Д. Упрочнение деталей обкаткой шариками. М.: Машиностроение, 1968, с. 121-126), заключающийся в том, что при накатывании, например, на токарных станках обрабатываемая деталь устанавливается на шпиндель станка и ей сообщается вращение. Инструмент для накатывания монтируется на суппорте станка и устанавливается таким образом, чтобы ось поворота поворотной плиты совместилась с центром обрабатываемой сферической поверхности. В этом случае деформирующий инструмент будет совершать относительно центра сферической поверхности движение по дуге окружности, радиус которой можно регулировать перемещением суппорта устройства. Обладая высокой универсальностью, устройство для накатывания радиусных канавок не приспособлено для обработки участков сферической поверхности, прилегающих к оси вращения обрабатываемой детали, там, где линейная скорость деформирующего элемента относительно накатываемой поверхности близка к нулю.
Кроме того, в процессе накатывания деформирующий элемент прижат к обрабатываемой поверхности с помощью устройства нагружения и может свободно перемещаться в радиальном направлении, поэтому точность обработки сферической поверхности обеспечивается на предшествующей накатыванию операции обработки сферы и не исправляет погрешностей этой операции.
Известен способ [3] поверхностного деформирования шаровых поверхностей, согласно которому упрочнение поверхности производится поверхностным пластическим деформированием, при котором обрабатываемой детали сообщают вращательное движение относительно оси симметрии, деформирующие элементы (ролики) смонтированы на осях в корпусе в виде вилки, имеющей ось поворота, проходящую через центр накатываемой сферической поверхности. Оси деформирующих элементов могут устанавливаться на любой угол самоподачи. Благодаря тому, что ролики установлены под углом к плоскости вращения детали, вилка получает вращательное движение вокруг своей оси, производя обработку шаровой поверхности.
Процесс неустойчив, так как по мере поворота вилки относительно своей оси угол между векторами скорости детали и деформирующих роликов в точке их контакта изменяется от нуля до 90о, что существенно меняет протекание процесса ППД (от обкатывания роликом до выглаживания невращающимся роликом) и соответственно приводит к нестабильности качества поверхности и упрочненного слоя металла.
Предлагаемый способ обработки неполных сферических поверхностей деталей поверхностным пластическим деформированием, при котором обрабатываемой детали и деформирующему элементу (элементам) сообщают вращательное движение, отличается тем, что, с целью повышения точности обработки, стабилизации процесса поверхностного пластического деформирования и снижения усилия нагрузочного механизма, деформирующему элементу (элементам) сообщают движение по окружности, лежащей в плоскости, которая смещена относительно центра обрабатываемой сферической поверхности, причем угловая скорость деформирующего элемента значительно больше угловой скорости детали.
Способ обработки неполных сферических поверхностей ППД основан на свойстве сферической поверхности: ее любое сечение плоскостью, включая плоскости, смещенные относительно центра сферы, дает окружность. Это позволяет представить процесс формообразования неполной сферы методом ППД как движение образующей линии окружности, описанной деформирующими элементами, плоскость которой смещена относительно центра сферы, по направляющей линии - окружности, полученной за счет вращения обрабатываемой детали. Таким образом, точность формообразования сферы определяется не профилем инструмента, а точностью траектории этих движений, т.е. кинематикой процесса, что позволяет получить сферические поверхности высокой точности.
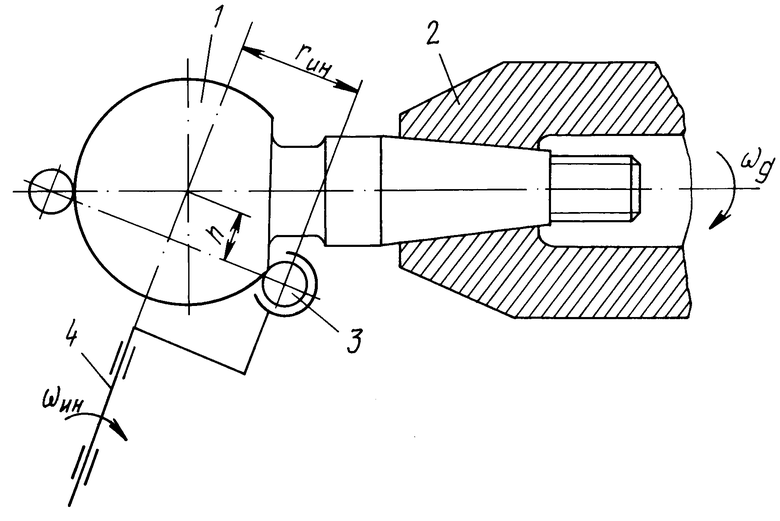
На чертеже представлена схема реализации этого способа обработки. Обрабатываемая деталь 1 (например, шаровой палец автомобиля) закрепляется в шпинделе 2, и ей сообщается вращательное движение ωд.
Деформирующий элемент (элементы) 3 располагается на шпинделе 4, которому сообщается вращение с угловой скоростью ωин. Угловая скорость ωин значительно выше, чем ωд. Поэтому установленный в шпинделе 4 деформирующий элемент 3 описывает в пространстве окружность, плоскость которой смещена относительно центра сферы на величину h, и упрочняет полоску материала по окружности радиусом rд.э (зона упрочнения). В результате более медленного вращения детали (скорость ее выбирается исходя из подачи при обработке ППД) зона упрочнения последовательно переносится на всю неполную сферическую поверхность.
Этим способом можно накатывать участки сферической поверхности, располагающиеся на оси вращения детали, где линейная скорость детали приближается к нулю, а также лежащие за осью детали. Во всех случаях скорость накатывания остается почти постоянной, что стабилизирует процесс ППД.
Кроме того, в процессе реализации этого способа обработки сферических поверхностей можно значительно уменьшить усилие, развиваемое механизмом нагружения. Например, если выполнить механизм нагружения смещающим шпиндель 4 в осевом направлении, то нормальное к поверхности сферы усилие накатывания потребует меньшего усилия нагрузочного механизма.
Использование, например, многошарикового инструмента для накатывания сферической поверхности пальца автомобиля позволяет значительно уменьшить усилие механизма нагружения, достичь высокой производительности обработки (1,5. ..2 оборота детали при ωд = 3 с-1), обеспечивая сферичность поверхности в пределах 0,02 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2276005C1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332292C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2332291C1 |
| ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ СФЕРЫ | 2004 |
|
RU2275287C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332295C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ ОБКАТНЫМ КОЛЬЦОМ | 2004 |
|
RU2259911C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2332296C1 |
| СПОСОБ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2350455C1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2350454C1 |
Использование: обработка металлов давлением, в частности обработка поверхностным пластическим деформированием деталей, например шаровых пальцев автомобилей. Сущность изобретения: согласно описываемому способу, обрабатываемой детали и деформирующему инструменту сообщают вращательное движение. Деформирующему инструменту сообщают вращение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности. Угловая скорость деформирующего инструмента связана с угловой скоростью обрабатываемой детали соотношением ωин≫ ωд Дано математическое соотношение между усилием нагружения и усилием обкатывания. 1 ил.
СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ, при котором обрабатываемой детали и деформирующему инструменту сообщают вращательные движения, причем деформирующему инструменту сообщают движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, отличающийся тем, что угловая скорость деформирующего инструмента связана с угловой скоростью обрабатываемой детали соотношением
ωин ≫ ωд,
а усилие нагружения связано с усилием обкатывания соотношением
Pнагр. = Pоб · z · h / Rсф,
где ωин - угловая скорость деформирующего инструмента, с-1;
ωд - угловая скорость обрабатываемой детали, с-1;
z - число деформирующих элементов накатного инструмента;
Pоб - усилие обкатывания одним деформирующим элементом, нормальное к обрабатываемой поверхности, Н;
h - величина смещения плоскости вращения деформирующих элементов относительно центра обрабатываемой сферической поверхности, мм;
Rсф - радиус обрабатываемой сферической поверхности, мм.
| Чистосердов П.С | |||
| Комбинированные инструменты для отделочно-упрочняющей обработки | |||
| Минск: Беларусь, 1977, с.106-107, рис.51. |
