Изобретение относится к обработке металлов давлением, в частности к изготовлению оснастки для обработки поверхностным пластическим деформированием (ППД) сферических поверхностей, например автомобильных шаровых пальцев.
Известно устройство, состоящее из шпинделя, в котором установлены деформирующие элементы, служащее для реализации способа обкатки сферических поверхностей, согласно которому обрабатываемой заготовки и деформирующему инструменту сообщают вращательное движение, причем деформирующему инструменту сообщают вращение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, при этом угловая скорость деформирующего инструмента связана с угловой скоростью обрабатываемой заготовки соотношением ωин≫ωз, кроме того, дано математическое соотношение между усилием нагружения и усилием обкатывания [1].
Недостатком известного устройства является так называемое "переобкатывание", в результате которого происходит излишнее деформирование и отслаивание упрочненного поверхностного слоя. Причем сопровождающая процесс обкатывания пластическая волна, идущая впереди деформирующих элементов, приводит к трещинообразованию. Неблагоприятные условия обработки заготовки в части сферической поверхности, близлежащей к оси вращения заготовки, где происходит многократное (до 700 и более раз) обкатывание, которое приводит к увеличенной пластической деформации, углубленному следу и отрицательно отражается на высоте микронеровностей. Поэтому работа устройства отличается неустойчивостью и нестабильностью процесса, что ведет к появлению большого количества бракованных деталей.
Задачей изобретения является расширение технологических возможностей ППД сферических поверхностей путем использования деформирующего элемента в виде охватывающего кольца со сферической внутренней поверхностью, значительно уменьшающего величину пластической волны, что позволяет ликвидировать трещинообразование и отслаивание обрабатываемого поверхностного слоя, т.е. улучшить качество обрабатываемой поверхности, повысить производительность и снизить себестоимость обработки.
Поставленная задача решается предлагаемым охватывающим устройством для обкатывания сферических поверхностей, содержащим шпиндель и установленный на нем деформирующий элемент, причем деформирующий элемент выполнен в виде установленного в корпусе на подшипнике кольца с внутренней сферической поверхностью радиусом Rи, охватывающей обрабатываемую сферическую поверхность, для обеспечения возможности перемещения контакта деформирующего кольца с обрабатываемой заготовкой по окружности корпус имеет возможность планетарного движения обкатывания посредством установленного на шпинделе кривошипа, причем ось деформирующего кольца, проходящая через центр сферы инструмента, и ось вращения инструмента, проходящая через центр сферы заготовки, разнесены на величину эксцентриситета е, кроме того, ось деформирующего инструмента установлена под углом α к плоскости, перпендикулярной оси вращения обрабатываемой сферической поверхности заготовки, и проходит через ее центр, при этом
Rи=Rз+e/cos[arcsin(h/Rз)], α=arcsin(h/Rз), где
Rз - радиус сферы обрабатываемой заготовки, мм;
h - величина смещения плоскости вращения деформирующего кольца относительно центра обрабатываемой сферической поверхности, как это изображено на фиг.1, зависящая от конструктивных параметров заготовки, мм.
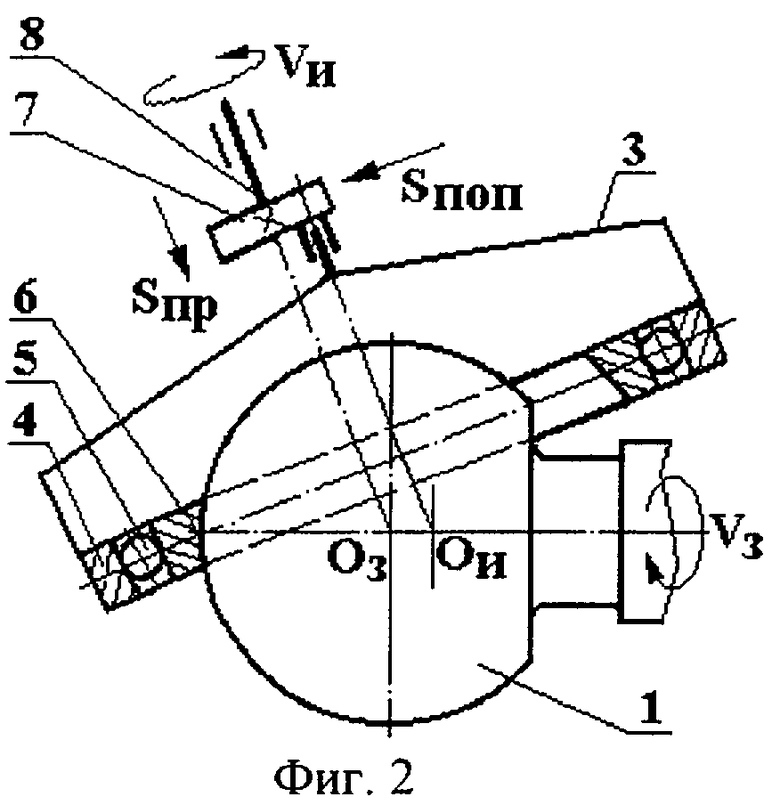
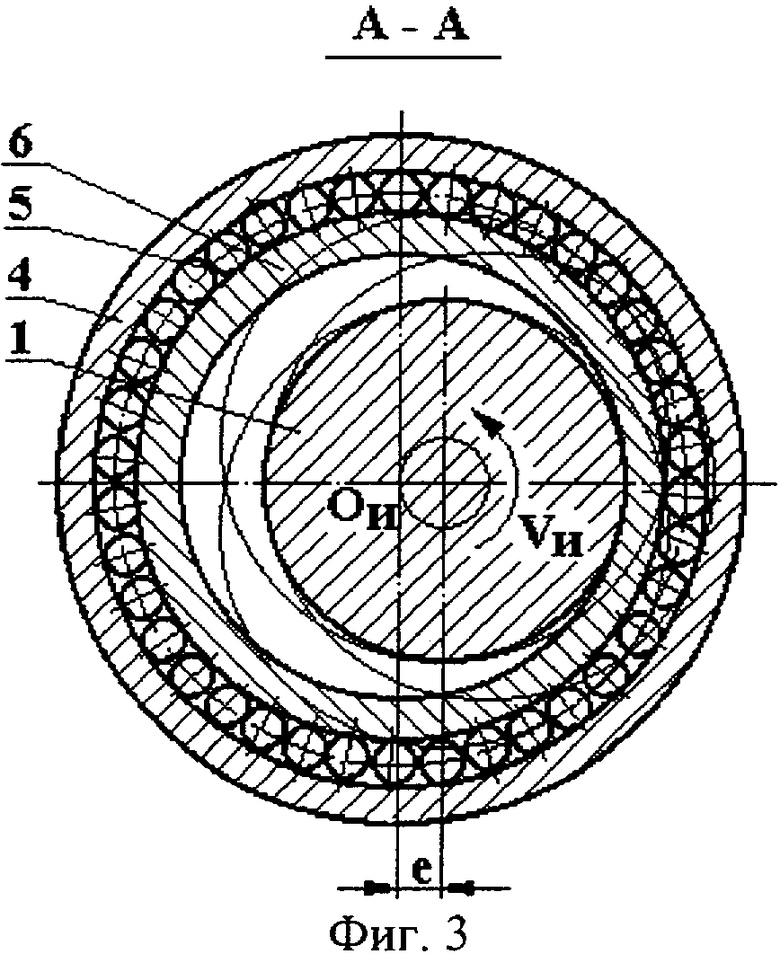
На фиг.1 показано устройство и схема обработки, плоскость вращения деформирующих элементов в виде шариков показана проходящей через центры шариков на расстоянии h от центра обрабатываемой сферической поверхности; на фиг. 2 - схема поверхностного пластического деформирования сферы устройством, где инструмент повернут на 180° относительно положения, показанного на фиг.1; на фиг.3 - сечение А-А на фиг.1.
Предлагаемое устройство применяется при поверхностном пластическом деформировании неполных сферических поверхностей. Работа его основана на свойстве сферической поверхности, заключающемся в том, что ее любое сечение плоскостью, включая плоскости, смещенные относительно центра сферы, дает окружность. Это позволяет представить процесс формообразования неполной сферы методом ППД как движение образующей линии окружности, описанной деформирующим элементом, плоскость которой смещена относительно центра сферы, по направляющей линии - окружности, полученной за счет вращения обрабатываемой заготовки. Таким образом, точность формообразования сферы определяется не профилем инструмента, а точностью траектории этих движений, т.е. кинематикой процесса, что позволяет получить сферические поверхности высокой точности.
Для поверхностного пластического деформирования (ППД) сферической поверхности заготовки 1, предварительно обработанной, например, точением, ее закрепляют в приспособлении 2 и сообщают вращательное движение Vз вокруг собственной оси, а деформирующему инструменту 3 - поперечную Sпоп и продольную Sпр подачи.
Инструмент 3 представляет собой установленное в корпусе 4 на подшипнике 5 деформирующее кольцо 6 с внутренней сферической поверхностью радиусом Rи. Деформирующее кольцо 6 охватывает обрабатываемую заготовку 1 и благодаря сообщению корпусу 4 планетарного движения обкатывания Vи обеспечивается перемещение контакта инструмента 6 с заготовкой 1 по окружности. Для осуществления планетарного движения обкатывания Vи использован кривошип 7, с помощью которого ось деформирующего кольца, проходящая через центр сферы Ои инструмента, и ось вращения инструмента, проходящей через центр сферы Оз заготовки, разнесены на величину эксцентриситета е. Кривошип 7 установлен на шпинделе 8, который имеет индивидуальный привод вращения (не показан), обеспечивающий скорость вращения Vи.
Так как обработке подвергается неполная сферическая поверхность, то ось деформирующего инструмента 3 устанавливается под углом α к плоскости, перпендикулярной оси вращения заготовки 1 и проходящей через центр сферы Оз, при этом угол α определяется по формуле:
α=arcsin(h/Rз).
Радиус Rи внутренней сферической поверхности деформирующего кольца инструмента зависит от радиуса сферы обрабатываемой заготовки, эксцентриситета между осью деформирующего кольца и осью вращения инструмента, угла наклона деформирующего инструмента, величины смещения плоскости вращения деформирующего кольца относительно центра обрабатываемой сферической поверхности и определяется по формуле:
Rи=Rз+e/cos[arcsin(h/Rз)],
где Rи - радиус внутренней сферической поверхности деформирующего кольца инструмента, мм;
α - угол установки оси вращения инструмента к плоскости, перпендикулярной оси вращения заготовки и проходящей через центр сферы Оз;
е - эксцентриситет между осью деформирующего кольца и осью вращения инструмента, мм;
Rз - радиус сферы обрабатываемой заготовки, мм;
h - величина смещения плоскости вращения деформирующего кольца относительно центра обрабатываемой сферической поверхности, зависящая от конструктивных параметров заготовки, мм.
Из последнего соотношения вытекает следующее: настройка на необходимую величину деформируемого слоя с получением сферы заготовки меньшего радиуса Rз должна производиться за счет увеличения эксцентриситета е, т.к. радиус Rи внутренней сферической поверхности деформирующего кольца инструмента остается постоянным.
Профилирование сферы предлагаемым устройством осуществляется благодаря кинематической связи двух вращательных движений инструмента и заготовки, оси которых перекрещиваются. Такое взаимное расположение заготовки и инструмента обеспечивает не только поверхностное пластическое деформирование, но и фрикционное поверхностное упрочнение.
Поэтому, если требуется увеличить эффект поверхностного пластического деформирования, уменьшить трение в зоне контакта и уменьшить износ формирующей поверхности деформирующего кольца инструмента, скорость вращения деформирующего инструмента Vи должна быть связана с скоростью заготовки Vз соотношением Vи≫Vз.
Устройство позволяет снизить величину шероховатости обрабатываемой сферы за счет поверхностного пластического деформирования участком инструмента, имеющим внутреннюю охватывающую сферическую поверхность, близкую по размерам к обрабатываемой сфере. Такое сочетание поверхностей заготовки и деформирующего инструмента и их взаимное расположение, как это видно на фиг.3, где показаны (тонкими линиями) промежуточные положения охватывающей сферической поверхности деформирующего кольца 6 инструмента 3, позволяет увеличить пятно контакта и снизить величину шероховатости обрабатываемой сферы.
При этом наблюдается значительное уменьшение величины пластической волны, возникающей перед зоной контакта инструмента с заготовкой в направлении движения контакта, что резко снижает вероятность трещинообразования и отслаивание обработанного поверхностного слоя.
Установленную в специальном электромеханическом приспособлении в шпинделе передней бабки токарного станка мод. 16К20ФЗ заготовку пальца шарового верхнего 2101-2904187, изготовленную из стали 20Х ГОСТ 1050-74, обрабатывают сферу диаметром 32,7±0,1; исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63 мкм; деформирующий инструмент - кольцо из твердого сплава ВК8 ГОСТ 3882-74 с внутренним сферическим отверстием радиусом Rи=21,6 мм, величина смещения плоскости вращения деформирующего кольца относительно центра обрабатываемой сферической поверхности - h=5 мм; эксцентриситет е=5 мм; деформирующий инструмент его продольную ось планетарного движения обкатывания устанавливали под углом α=17°50/ к плоскости, перпендикулярной оси заготовки и проходящей через центр сферы.
ППД вели на следующих режимах: скорость обкатывания Vи=12,0 м/мин (nи=116,8 мин-1); скорость вращения заготовки (подача) Vз=0,13 мм-1; Sпоп и Sпр - ручные, осуществляли до значения усилия обкатывания, равного Ро≈1700...1750 Н; диаметр сферы изменился после обкатывания на 0,02 мм (0,01 мм на сторону); глубина наклепанного слоя находилась в пределах 0,15...0,20 мм; смазывающе-охлаждающей жидкостью при обкатывании служил сульфофрезол (5%-ная эмульсия).
Требуемая шероховатость и точность сферической поверхности были достигнуты через Тм=0,71 мин (против  мин по базовому варианту при традиционной обработке обкатыванием на Орловском сталепрокатном заводе ОСПАЗ). Контроль проводился индикаторной скобой с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68 и на профилометре мод. 283 тип АН ГОСТ 19300-86. В обработанной партии (равной 100 штук) бракованных деталей не обнаружено. Отклонение обкатанной поверхности от сферичности составило не более 0,02 мм, что допустимо ТУ.
мин по базовому варианту при традиционной обработке обкатыванием на Орловском сталепрокатном заводе ОСПАЗ). Контроль проводился индикаторной скобой с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68 и на профилометре мод. 283 тип АН ГОСТ 19300-86. В обработанной партии (равной 100 штук) бракованных деталей не обнаружено. Отклонение обкатанной поверхности от сферичности составило не более 0,02 мм, что допустимо ТУ.
Использование в предлагаемом устройстве деформирующего элемента в виде охватывающего кольца со сферическим отверстием позволяет достичь высокой производительности обработки (требуется всего 1,5...2 оборота заготовки), обеспечить высокую точность, снизить величину высоты шероховатости обработанной поверхности и уменьшить себестоимость обработки.
Источники информации
1. Патент РФ 2031770, МКП6 B 24 В 39/04, 39/00. Способ обработки неполных сферических поверхностей деталей поверхностным деформированием. Гаврилин А.М., Самойлов Н.Н. 5045958/27; 14.04.92; 27.03.95. Бюл. №9 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ ОБКАТНЫМ КОЛЬЦОМ | 2004 |
|
RU2259911C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
| СПОСОБ ОБКАТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2276005C1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ АЛМАЗОАБРАЗИВНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2333093C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ АЛМАЗОАБРАЗИВНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2333092C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2332296C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2370355C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332295C1 |
Изобретение относится к обработке металлов давлением, в частности к поверхностному пластическому деформированию нежестких валов, винтов и других тел вращения. Устройство содержит шпиндель и установленный на нем деформирующий элемент в виде установленного в корпусе на подшипнике кольца с внутренней сферической поверхностью, охватывающей обрабатываемую сферическую поверхность, для обеспечения возможности перемещения контакта деформирующего кольца с обрабатываемой заготовкой по окружности. Корпус имеет возможность планетарного движения обкатывания посредством установленного на шпинделе кривошипа. Ось деформирующего кольца, проходящая через центр сферы инструмента, и ось вращения инструмента, проходящая через центр сферы заготовки, разнесены на величину эксцентриситета. Ось деформирующего инструмента установлена под углом к плоскости, перпендикулярной оси вращения обрабатываемой сферической поверхности заготовки, и проходит через ее центр. Расширяются технологические возможности, повышается производительность и улучшается качество. 3 ил.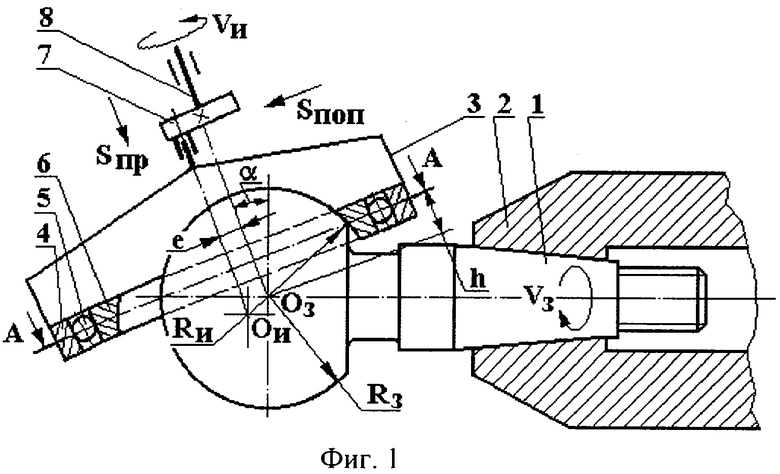
Охватывающее устройство для обкатывания сферических поверхностей, содержащее шпиндель и установленный на нем деформирующий элемент, отличающееся тем, что деформирующий элемент выполнен в виде установленного в корпусе на подшипнике кольца с внутренней сферической поверхностью радиусом Rи, охватывающей обрабатываемую сферическую поверхность, для обеспечения возможности перемещения контакта деформирующего кольца с обрабатываемой заготовкой по окружности корпус имеет возможность планетарного движения обкатывания посредством установленного на шпинделе кривошипа, причем ось деформирующего кольца, проходящая через центр сферы инструмента, и ось вращения инструмента, проходящая через центр сферы заготовки, разнесены на величину эксцентриситета е, кроме того, ось деформирующего инструмента установлена под углом α к плоскости, перпендикулярной оси вращения обрабатываемой сферической поверхности заготовки, и проходит через ее центр, при этом Rи=Rз+e/cos[arcsin(h/Rз)], а α=arcsin(h/Rз),
где Rз - радиус сферы обрабатываемой заготовки, мм; h - величина смещения плоскости вращения деформирующего кольца относительно центра обрабатываемой сферической поверхности, как это изображено на фиг.1, и зависящая от конструктивных параметров заготовки, мм.
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Устройство для обкатывания наружных сферических поверхностей | 1972 |
|
SU462708A2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 0 |
|
SU335082A1 |
| DE 10318766 А, 13.11.2003. | |||

