Изобретение относится к производству строительных изделий сложной конфигурации и может быть применено для производства железобетонных подрельсовых оснований, в частности железобетонных шпал и брусьев стрелочных переводов.
Известна конвейерная установка для изготовления длинномерных железобетонных изделий (авт. св. СССР N 1000275, кл. В 28 В 5/00), состоящая из форм, устройства армирования форм, пустотообразователей, приводного рольганга, устройств формования.
Недостатком данной конвейерной установки является большая трудоемкость ручных операций при закреплении пустотообразователей в форме (при помощи болта с гайкой), а также при извлечении их из свежеотформованного изделия.
Наиболее близким к предлагаемому изобретению является технологическая линия по производству шпал (конвейерная установка), включающая в себя пресс, станок для резки струнопакетов, установку для вытяжки струнопакетов, установку для укладки струнопакетов, форму, кантователь, технологическую оснастку, самоходную тележку, пропарочные камеры, виброплощадку, бетоноукладчик, натяжное устройство с вертикально подвижной предохранительной сеткой, бетоноукладчик, пост укладки и уплотнения бетонной смеси, пост съема технологической оснастки, станок для резки струн, штабелировщик (1).
Недостатком указанной технологической линии (конвейерной установки) является большая трудоемкость ручных операций при закреплении пустотообразователей в форме при помощи болта с гайкой, а также при извлечении их из свежеотформованного изделия.
Целью изобретения является снижение трудоемкости сборки и разборки форм.
Поставленная цель достигается тем, что вертикально подвижная предохранительная сетка натяжного устройства снабжена жестко закрепленными вдоль продольной оси формы горизонтальными направляющими с подвижными относительно продольной оси формы подпружиненными фиксаторами рабочего положения пустотообразователей, пост доуплотнения бетонной смеси снабжен порталом с подвешенной на нем вертикально подвижной горизонтальной рамой, на которой жестко закреплены вдоль продольной оси горизонтальные направляющие под подвижные подпружиненные фиксаторы рабочего положения пустотообразователей. Подпружиненные фиксаторы рабочего положения пустотообразователей на посту уплотнения бетонной смеси могут быть снабжены электромагнитами.
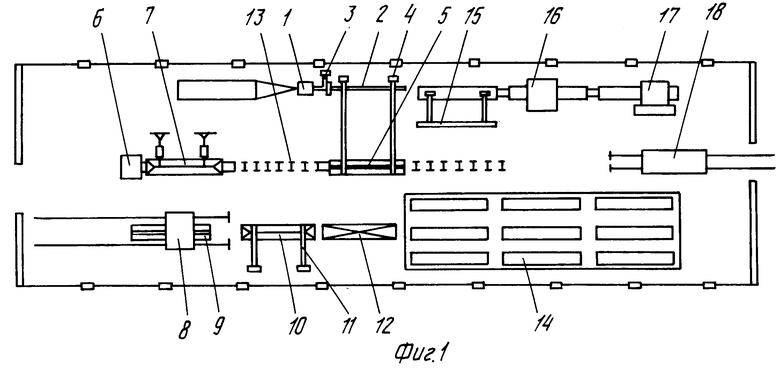
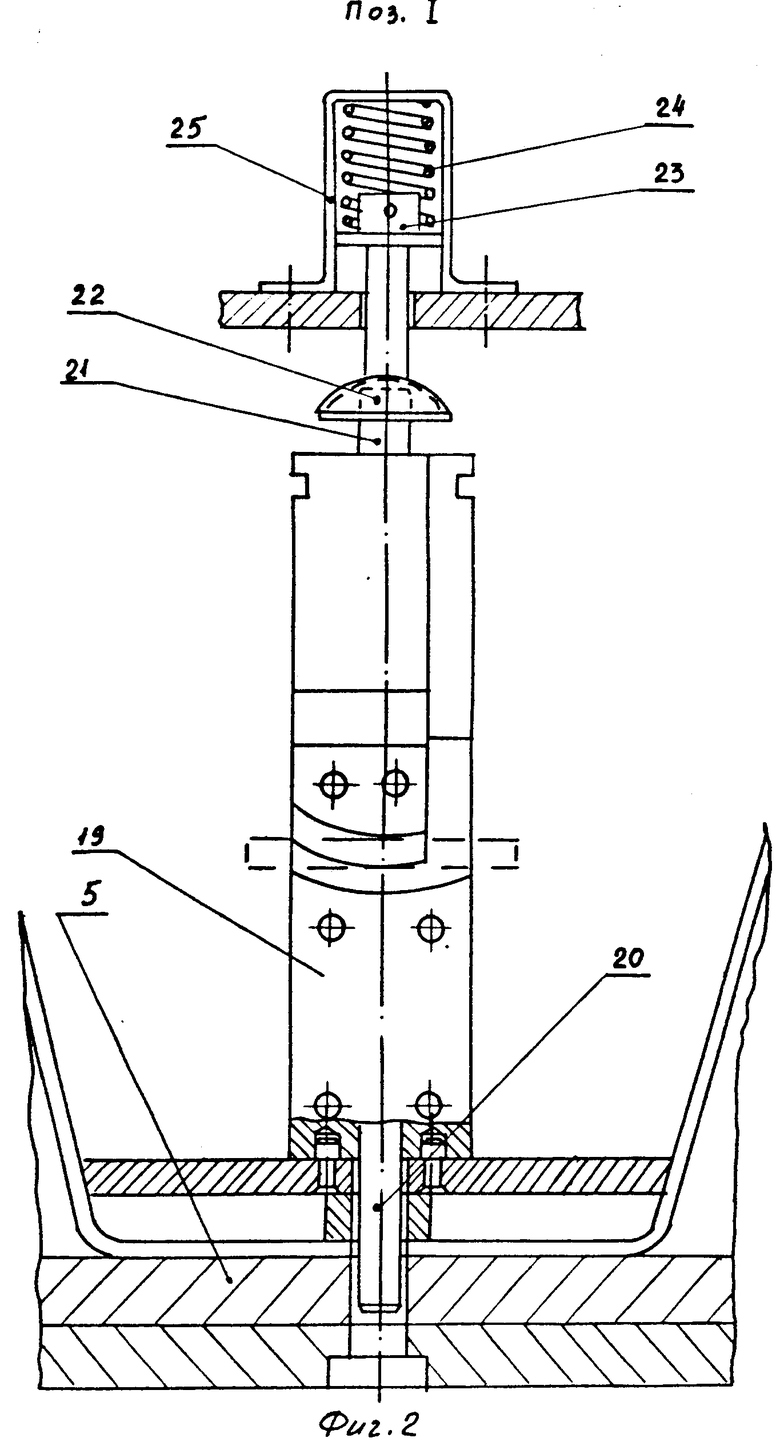
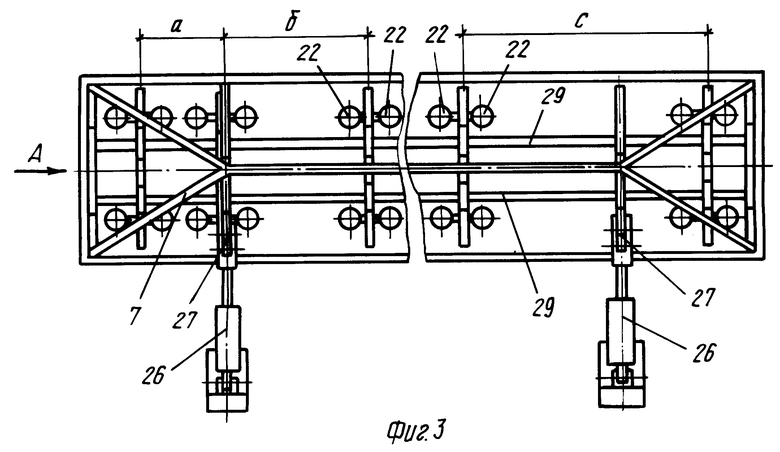
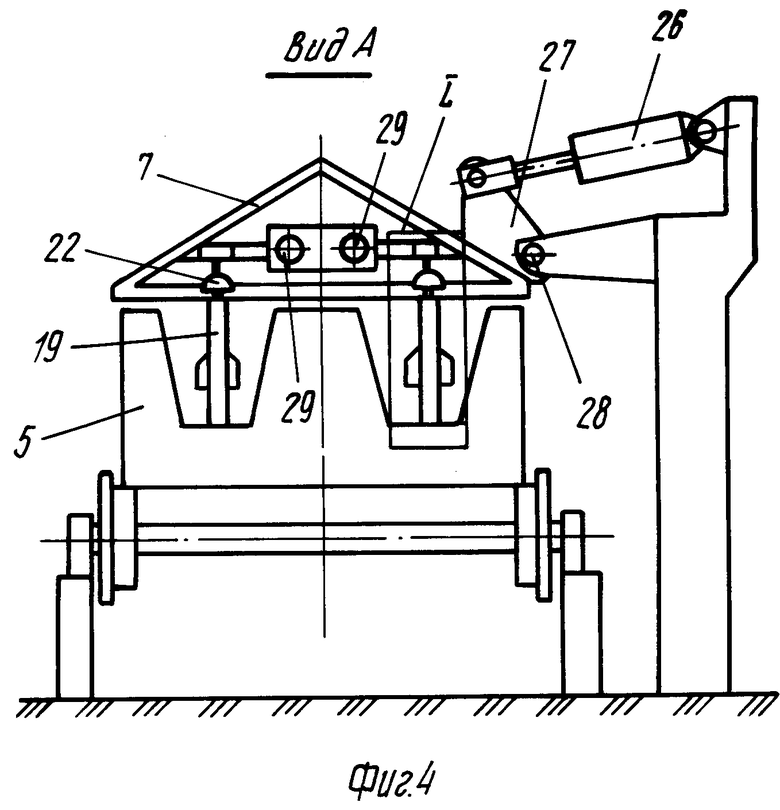
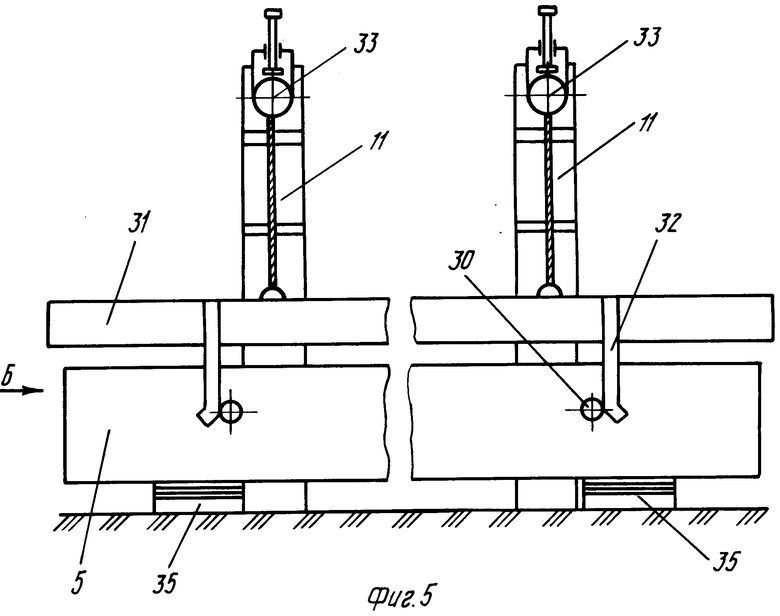
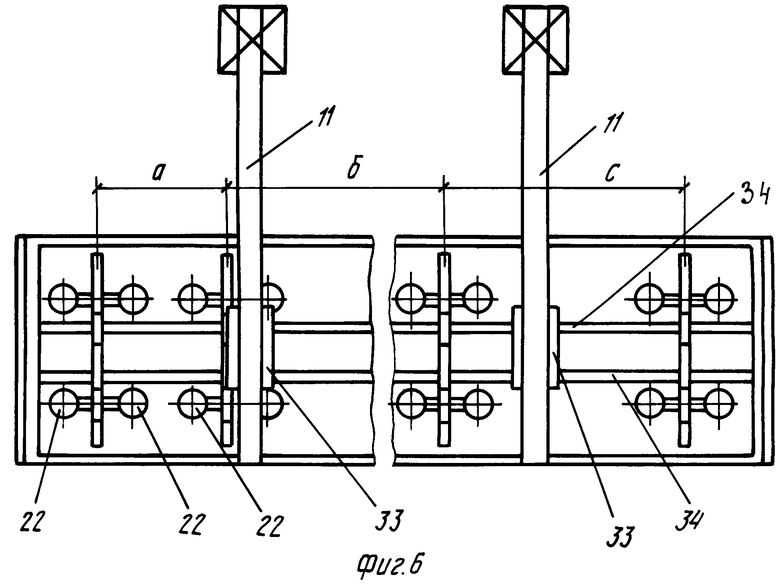
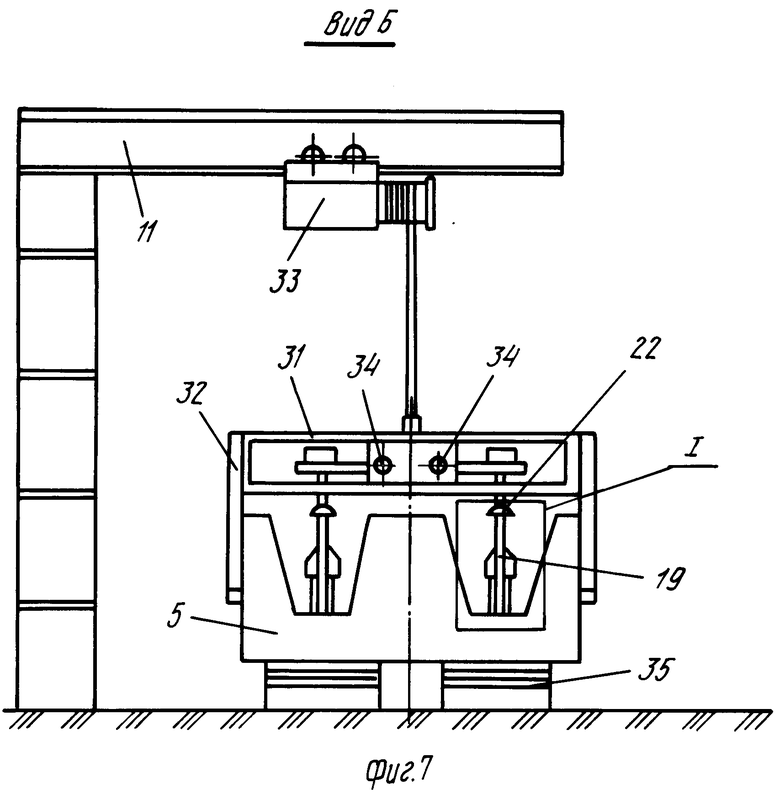
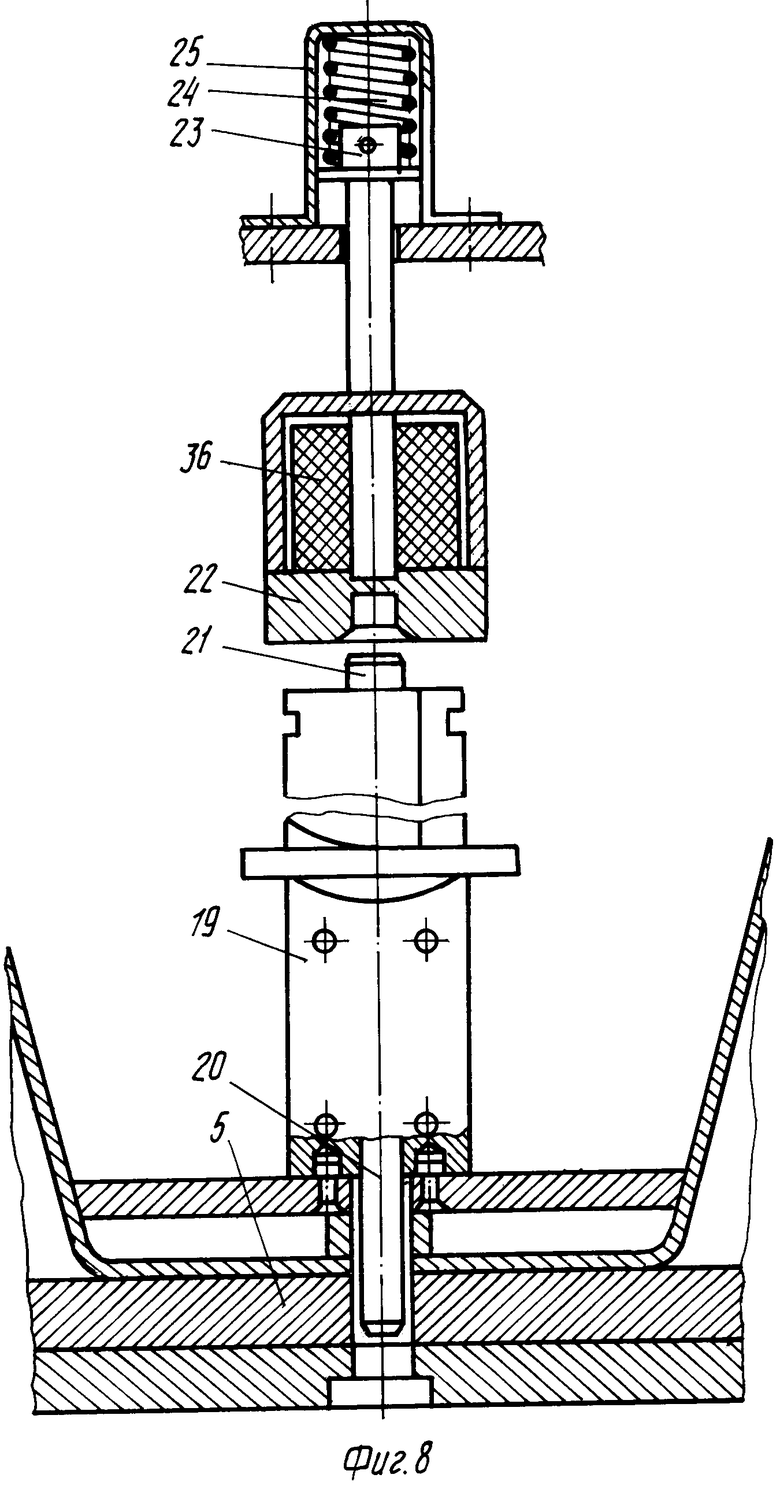
На фиг. 1 показана планировка конвейерной установки для производства железобетонных подрельсовых оснований; на фиг.2 - пустотообразователь в форме, в рабочем положении; на фиг.3 - вертикально подвижная предохранительная сетка натяжного устройства, снабженная подвижными относительно продольной оси формы подпружиненными фиксаторами рабочего положения пустотообразователей, план; на фиг.4 - вид по стрелке А на фиг.3; на фиг.5 - пост уплотнения бетонной смеси с порталом, оборудованный вертикально подвижной рамой, оснащенной подвижными относительно продольной оси формы подпружиненными фиксаторами рабочего положения пустотообразователей, план; на фиг.6 - то же, вид сверху; на фиг.7 - вид по стрелке Б на фиг.5; на фиг.8 - пустотообразователь в форме на посту уплотнения бетонной смеси с порталом, оборудованный рамой, оснащенной подвижными относительно продольной оси формы подпружиненными фиксаторами рабочего положения с электромагнитами.
Конвейерная установка (фиг.1) содержит следующее оборудование для производства железобетонных подрельсовых оснований: пресс 1, установку 2 для вытягивания струнопакетов, станок 3 для резки струнопакетов, установку 4 для укладки струнопакетов, форму 5, натяжное устройство 6, вертикально подвижную предохранительную сетку 7 (представляет из себя двухскатную объемную раму, на которую натянута и на которой закреплена металлическая малоячеистая сетка), снабженную подвижными относительно продольной оси формы подпружиненными фиксаторами, бетоноукладчик 8, пост 9 укладки бетонной смеси, пост 10 уплотнения бетонной смеси, портал 11, пост 12 съема пустотообразователей, передаточные рольганги 13, пропарочные камеры 14, кантователь 15, станок 16 для резки струн, штабелировщик 17, самоходную тележку 18.
Пустотообразователь 19 (фиг.2) имеет в верхней осевой части упор 21, в нижней части - установочный штырь 20. Упор 21 пустотообразователя контактирует с подпружиненным фиксатором 22, выполненным в виде полусферы и имеющим жестко закрепленную фасонную чашку 23, пружину 24 сжатия, корпус 25. На раме подвижной предохранительной сетки 7 жестко закреплены направляющие 29, на которых закреплены подпружиненные фиксаторы 22 (при необходимости между фиксаторами расстояние "а", "б", "с" и т.д. может регулироваться).
Пост 10 уплотнения бетонной смеси с порталом 11 имеет вертикально подвижную раму 31, оборудованную ловителями 32 (для точной установки над формой 5), виброблоки 35. На раме жестко закреплены направляющие 34, на которых закреплены подпружиненные фиксаторы 22 (при необходимости между ними расстояние "а", "б", "с" и т.д. может регулироваться). Портал 11 имеет тельфер 33 для подъема и опускания рамы 31.
На посту 10 уплотнения бетонной смеси с порталом 11 подпружиненные фиксаторы 22 могут быть оснащены электромагнитами 36, а у пустотообразователей 19 верхняя часть корпуса (клина) выполнена обязательно из магнитопроводного материала.
Изготовление железобетонных подрельсовых оснований на конвейерной установке (фиг.1) производят следующим образом.
На прессе 1 производят опрессовку струнопакета в обойме с одного конца, затем его вытяжку на установке 2, опрессовку второго конца струнопакета и отрез на станке 3 для резки струнопакета. Готовый струнопакет при помощи устройства 4 укладывают в форму 5, после чего форму 5 с уложенными струнопакетами передают на натяжное устройство 6 с предохранительной сеткой 7, оснащенной подпружиненными фиксаторами 22, после установки пустотообразователей 19 (фиг.2) установочными штырями 20 в форму 5 включают цилиндры привода 26 на опускание, штоки которых, воздействуя на рычаги 27, поворачивают жестко скрепленную с ними раму сетки 7 вокруг оси 28 на опускание. Фиксаторы 22, опускаясь вместе с рамой сетки 7, входят в контакт с упором 21 пустотообразователя 19, при этом происходит фиксация пустотообразователя 19 в вертикальной плоскости, а при дальнейшем опускании фиксатор 22 поднимается вверх и, воздействуя фасонной чашкой 23 на пружину 24 сжатия, обеспечивает надежное силовое крепление пустотообразователя 19 в форме 5 и предупреждение их вырова из гнезда формы в случае обрыва проволоки струнопакета при натяжении его до проектного усилия. После натяжения струнопакетов до проектного усилия включают цилиндры привода 26 на подъем, при этом рама сетки 7 с фиксаторами 22 поднимается по радиусу в вертикальное положение, а форма 5 освобождается и передается на пост 9 укладки бетонной смеси. На посту 9 укладки бетонной смеси (фиг.1) бетоноукладчик 8 заполняет бетонной смесью формы 5. Заполненная бетонной смесью форма 5 затем поступает на пост 10 уплотнения бетонной смеси с порталом 11 и устанавливается на виброблоки 35. Посредством включения закрепленного на портале 11 тельфера 33 на опускание происходит опускание рамы 31 на форму 5. Ловители 32 при опускании, воздействуя на цапфы 30 формы 5, производят точную фиксацию рамы 31 над формой 5. При дальнейшем опускании подпружиненные фиксаторы 22 входят в контакт с упорами 21 пустотообразователей 19 и обеспечивают надежное крепление пустотообразователей 19 в форме 5.
Включают виброблоки 35 и производят уплотнение бетонной смеси. После уплотнения бетонной смеси включают тельфер 33 на подъем. Рама 31 движется вверх и происходит освобождение пустотообразователей 19 и формы 5.
После данной операции форма 5 подается на пост 12 съема технологической оснастки 12 (пустотообразователей). После съема пустотообразователей 19 форма 5 подается в пропарочные камеры 14.
С целью снижения трудоемкости сборки и разборки форм подпружиненные фиксаторы рабочего положения пустотообразователей на посту уплотнения бетонной смеси снабжены электромагнитами.
Конвейерная установка для производства подрельсовых оснований содеpжит то же самое оборудование что и конвейерной установки, описанная выше. У пустотообразователей 19 (фиг.8) верхняя часть корпуса (клина) выполнена обязательно из магнитопроводного материала, а на посту 10 уплотнения бетонной смеси с порталом 11 подпружиненные фиксаторы 22 оснащены электромагнитом 36.
Изготовление железобетонных подрельсовых оснований на конвейерной установке производят до поста 10 уплотнения бетонной смеси с порталом 11 в том же порядке, что и у описанной выше конвейерной установки.
Заполненная бетонной смесью на посту 9 (фиг.1) форма 5 поступает на пост 10 уплотнения бетонной смеси с порталом 11 и устанавливается на виброблоки 35. Посредством включения закрепленного на портале 11 тельфера 33 на опускание происходит опускание рамы 31 на форму 5. Ловители 32 на опускании, воздействуя на цапфы 30 формы 5, производят точную фиксацию рамы 31 над формой 5. При дальнейшем опускании подпружиненные фиксаторы 22 с электромагнитом 36 входят в контакт с упорами 21 и верхней частью корпуса пустотообразователя 19 в форме 5 и при дальнейшем опускании рамы 31 фиксаторы 22 с электромагнитами 36 движутся вверх, сжимают пружину 24 фасонной чашкой 23 и надежно закрепляют пустотообразователь 19 в форме 5. Включают виброблоки 35 и производят уплотнение бетонной смеси. После уплотнения бетонной смеси включают электромагниты 36 подпружиненных фиксаторов 22 и тельфер 33 на подъем. Рама 31 движется вверх, намагниченный фиксатор 22 выдергивает корпус (клин) пустотообразователя 19 из бетонной смеси. После этого отключают электромагниты 36 и освобожденные пустотообразователи укладываются или в специальный поддон, или на верхнюю часть формы 5, а форма 5 подается на пост 12 съема технологической оснастки, после съема оснастки форма 5 подается в пропарочные камеры 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| Конвейерная установка для производства железобетонных подрельсовых оснований | 1990 |
|
SU1821373A1 |
| ЖЕЛЕЗОБЕТОННОЕ ПОДРЕЛЬСОВОЕ ОСНОВАНИЕ ТОМКО | 1990 |
|
RU2112097C1 |
| Устройство для изготовления железобетонных шпал | 1987 |
|
SU1445977A1 |
| Пустотообразователь форм для изготовления железобетонных шпал | 1989 |
|
SU1675098A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКЕТА ШПАЛ | 1990 |
|
RU2046088C1 |
| Установка для формования изделий из бетонных смесей | 1986 |
|
SU1502346A1 |
| Устройство для извлечения из форм разделительных диафрагм | 1989 |
|
SU1740174A1 |
| Устройство для изготовления железобетонных шпал | 1989 |
|
SU1740173A1 |
| Железобетонная шпала | 1988 |
|
SU1541330A1 |
Использование: в производстве железобетонных подрельсовых оснований. Сущность изобретения: для снижения трудоемкости сборки и разборки форм, оперативного перехода технологической линии на выпуск новых типов шпал и брусьев стрелочных переводов на предохранительной сетке натяжного устройства жестко закреплены вдоль продольной оси формы горизонтальные направляющие с подвижными относительно продольной оси формы подпружиненными фиксаторами рабочего положения пустотообразователей. Пост доуплотнения бетонной смеси снабжен порталом с подвешенной на нем вертикально подвижной горизонтальной рамой, на которой жестко закреплены вдоль ее продольной оси горизонтальные направляющие под подвижные подпружиненные фиксаторы рабочего положения пустотообразователей. Для дополнительного снижения трудоемкости по разборке форм подпружиненные фиксаторы рабочего положения пустотообразователей на посту уплотнения бетонной смеси снабжены электромагнитами. 1 з.п. ф-лы, 8 ил.
| Типовой проект организации труда рабочих, занятых обслуживанием технологических линий по производству железобетонных шпал, МПСМ СССР, ВНИИжелезобетон, М., 1983, с.12,13. |
