Изобретение относится к производству строительных изделий сложной конфигурации и может быть применено для производства железобетонных подрельсовых оснований, в частности, железобетонных шпал и брусьев стрелочных переводов.
Целью предлагаемого изобретения является снижение трудоемкости сборки и разборки форм.. V
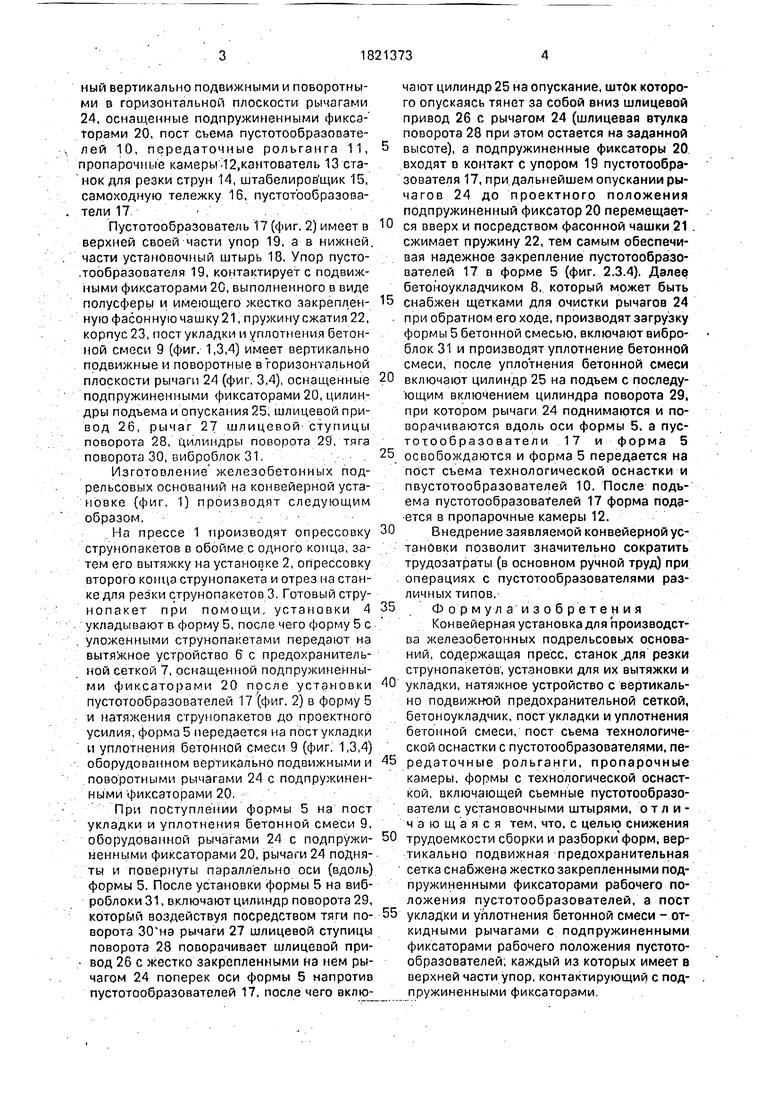
На фиг. 1 изображена планировка конвейерной установки для производства железобетонных подрельсовых оснований; на фиг. 2 - пустотообразователь в форме в рабочем положении; на фиг. 3 - пост укладки и уплотнения бетонной смеси, оборудованный вертикально подвижными поворотными в горизонтальной плоскости рычагами, оснащенные подпружиненными фиксаторами (план); на фиг. 4 - пост укладки и уплотнения бетонной смеси, оборудованный вертикально подвижными и поворотными в го- ризонтальной плоскости рычагами, оснащенные подпружиненными фиксаторами (вид спереди).
Конвейерная установка (фиг. 1) содержит следующее оборудование для производства железобетонных подрельсовых оснований: пресс 1, установку для вытягивания струнопакетов 2, станок для резки стру- нопакетов 3, установка для укладки струнопакетов 4, форму 5, натяжное устройство 6, вертикально подвижную предохранительную сетку 7(представляющая из себя двухскатную объемную раму, на которую натянута и закреплена мелкоячеистая сетка), снабженную подпружиненными фиксаторами 20, бетоноукладчик 8, пост укладки и уплотнения бетонной смеси 9, оборудован00
ю
«
Сл VJ
СЭ
ный вертикально подвижными и поворотными в горизонтальной плоскости рычагами 24, оснащенные подпружиненными фиксаторами 20, пост сьема пустотообразовате- лей 10, передаточные рольганга 11, ропарочные камерыЛ12,кантователь 13 станок для резки струн 14, штабелировЧцик 15, самоходную тележку 16, пустот ообразова- тели 17. .
Пустотообразователь 17 (фиг. 2) имеет в верхней своей части упор 19, а в нижней. части установочный штырь 18. Упор пусто- тообразователя 19, контактирует с подвижными фиксаторами 20, выполненного в виде полусферы и имеющего жестко закрепленную фасонную чашку 21, пружину сжатия 22, корпус 23, пост укладки и уплотнения бетонной смеси 9 (фиг. 1,3,4) имеет вертикально подвижные и поворотные в горизонтальной плоскости рычаги 24 (фиг. 3,4), оснащенные подпружиненными фиксаторами 20, цилиндры подъема и опускания 25, шлицевой привод 26, рычаг 27 шлицевой ступицы поворота 28, цилиндры поворота 29, тяга поворота 30,виброблок 31,. .
Изготовление железобетонных под- рельсовых оснований на конвейерной устаовке (фиг. 1) производят следующим образом..- .
На прессе 1 производят опрессовку струнопакетов в обойме с одного конца, затем его вытяжку на установке 2, опрессовку второго конца струнопакета и отрез на станке для резки струнопакетов 3. Готовый стру- нопакет при помощи, установки 4 укладывают в форму 5, после чего форму 5 с уложенными струнопакетами передают на вытяжное устройство 6 с предохранительной сеткой 7, оснащенной подпружиненными фиксаторами 20 после установки пустотообразователей 17 (фиг. 2) в форму 5 и натяжения струнопакетов до проектного усилия, форма 5 передается на пост укладки и уплотнения бетонной смеси 9 (фиг, 1,3,4)
оборудованном вертикально подвижными и поворотными рычагами 24 с подпружиненными фиксаторами 20.
При поступлении формы 5 на пост укладки и уплотнения бетонной смеси 9. оборудованной рычагами 24 с подпружиненными фиксаторами 20, рычаги 24 подняты и повёрнуты параллельно оси (вдоль) формы 5. После установки формы 5 на виброблоки 31, включают цилиндр поворота 29, который воздействуя посредством тяги поворота ЗО нэ рычаги 27 шлицевой ступицы поворота 28 поворачивает шлицевой привод 26 с жестко закрепленными на нем рычагом 24 поперек оси формы 5 напротив пустотообразователей 17, после чего включают цилиндр 25 на опускание, шток которого опускаясь тянет за собой вниз шлицевой привод 26 с рычагом 24 (шлицевая втулка поворота 28 при этом остается на заданной
высоте), а подпружиненные фиксаторы 20. входят о контакт с упором 19 пустотообра- зователя 17, при дальнейшем опускании ры- чагов 24 до проектного положения подпружиненный фиксатор 20 перемещает0 ся вверх и посредством фасонной чашки 21 . сжимает пружину 22, тем самым обеспечивая надежное закрепление пустотообразователей 17 в форме 5 (фиг. 2.3.4). Далее бетоноукладчиком 8. который может быть
5 снабжен щетками для очистки рычагов 24 при обратном его ходе, производят загрузку формы 5 бетонной смесью, включают виброблок 31 и производят уплотнение бетонной смеси, после уплотнения бетонной смеси
0 включают цилиндр 25 на подъем с последу- ющим включением цилиндра поворота 29, при котором рычаги 24 поднимаются и поворачиваются вдоль оси формы 5. а пус- тотообразователи 17 иформа 5
5 освобождаются и форма 5 передается на пост съема технологической оснастки и пвустотообразователей 10. После подъема пустотообразователей 17 форма пода- ется в пропарочные камеры 12.
0 Внедрение заявляемой конвейерной установки позволит значительно сократить трудозатраты (в основном ручной труд) при операциях с пустотообразователями различных типов,
5 ф о р м у л а и з о б р е т е н и я
Конвейерная установка для производства железобетонных подрельсовых оснований, содержащая пресс, станок,для резки струнопакетов , установки для их вытяжки и
0 укладки, натяжное устройство с вертикально подвижной предохранительной сеткой, бетоноукладчик, пост укладки и уплотнения бетонной смеси, пост съема технологической оснастки с пустотообразователями, пе5 редаточные рольганги, пропарочные камеры, формы с технологической оснасткой, включающей съемные пустотообразо- ватели с установочными штырями, о т л и - ч а ю щ а я с я тем, что, с целью снижения
0 трудоемкости сборки и разборки форм, вертикально подвижная предохранительная сетка снабжена жестко закрепленными подпружиненными фиксаторами рабочего положения пустотообразователей, а пост
5 укладки и уплотнения бетонной смеси - откидными рычагами с подпружиненными фиксаторами рабочего положения пустотообразователей; каждый из которых имеет в верхней части упор, контактирующий с подпружиненными фиксаторами.
/6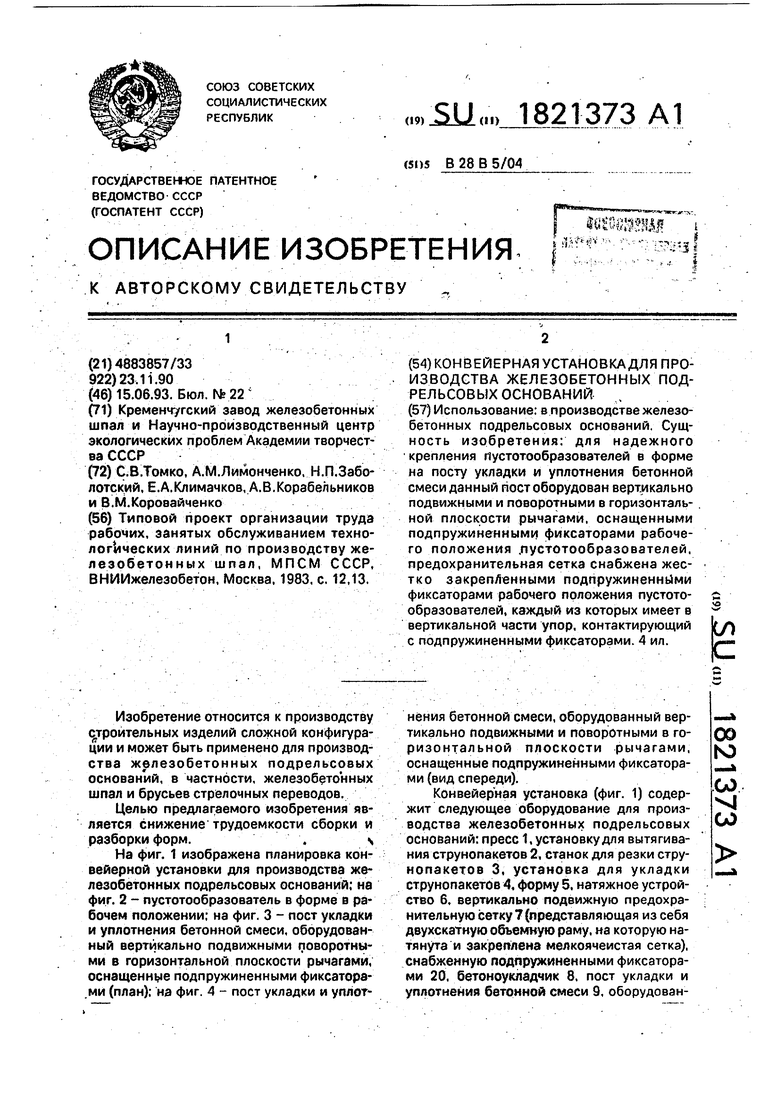
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЖЕЛЕЗОБЕТОННЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2031783C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| Установка для группового изготовления железобетонных изделий | 1989 |
|
SU1708629A1 |
| Установка для изготовления железобетонных изделий с пустотами | 1984 |
|
SU1219370A1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113990C1 |
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1238968A1 |
| Установка для формования многопустотных строительных изделий | 1987 |
|
SU1502326A1 |
| Установка для формования железобетонных изделий | 1981 |
|
SU998119A1 |

Использование: в производстве железобетонных подрельсовых оснований. Сущность изобретения: для надежного крепления пустотообразователей в форме на посту укладки и уплотнения бетонной смеси данный пост оборудован вертикально подвижными и поворотными в горизонтальной плоскости рычагами, оснащенными подпружиненными фиксаторами рабочего положения .пустотообразователей, предохранительная сетка снабжена жестко закрепленными подпружиненными фиксаторами рабочего положения пустотообразователей, каждый из которых имеет в вертикальной части упор, контактирующий с подпружиненными фиксаторами. 4 ил. ел с
гз.
ф/2.3
Вид А
ffits//. /// /УУ/ // //
/////////// / /л V .
г
| Типовой проект организации труда рабочих, занятых обслуживанием технологических линий по производству же- лезобетонных шпал, МПСМ СССР, ВНИИжелезобетон, Москва | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
