Изобретение относится к устройствам для неразрушающего контроля ультразвуковым методом и может быть использовано: для контроля цилиндрических изделий на наличие дефектов, для замера толщины стенки труб, для определения координат дефектов по длине и по окружности изделий, а также для метрологической аттестации акустических параметров стандартных образцов труб.
Известно устройство для ультразвукового контроля цилиндрических изделий, содержащее башмак, рабочая поверхность которого выполнена в виде желоба с радиусом кривизны, равным максимальному наружному радиусу контролируемого изделия, с основанием, гибкий разделительный элемент, механизм прижима контролируемого изделия и механизм юстировки.
Известно устройство, содержащее механизм изменения угла ввода, выполненный в виде выступов (направляющих) на секторах и ползуна, на котором установлен пьезоэлектрический преобразователь.
Недостатком указанных устройств являются ограничение области применения и (во втором устройстве) для сохранения постоянного угла ввода при контроле цилиндрических изделий разного диаметра необходима подстройка.
Цель изобретения - расширение области применения, упрощения настройки при контроле труб разного диаметра.
Указанная цель достигается тем, что для выявления дефектов тонкостенных труб (трещин, царапин, закатов и др. несплошностей металла) продольной и поперечной ориентации, на стенках основания устройства крепится винтами механизм установки угла ввода ультразвуковых колебаний (УЗК), выполненных в виде двух секторов h-образного сечения, на выступах которых Т-образными пазами установлены ползуны, перемещающиеся по дуге, соединенные между собой планкой, к которой крепится преобразователь УЗК, являющийся дном иммерсионной ванны, причем, при поиске дефектов продольной ориентации сектора механизма установки угла ввода УЗК крепятся к торцевым стенкам основания так, чтобы условные центры их были на уровне нижней части рабочей поверхности башмака, а центр луча УЗК, в плоскости поперечного сечения изделия, проходил через нижнюю образующую изделия любого контролируемого диаметра, при поиске дефектов поперечной ориентации, механизм установки угла ввода УЗК крепится к боковым стенкам основания без строгого учета по высоте.
Гибкий разделительный элемент крепится к основанию при помощи кольца, выполненного с внутренним диаметром, равным наименьшему диаметру наружной поверхности гофра разделительного элемента.
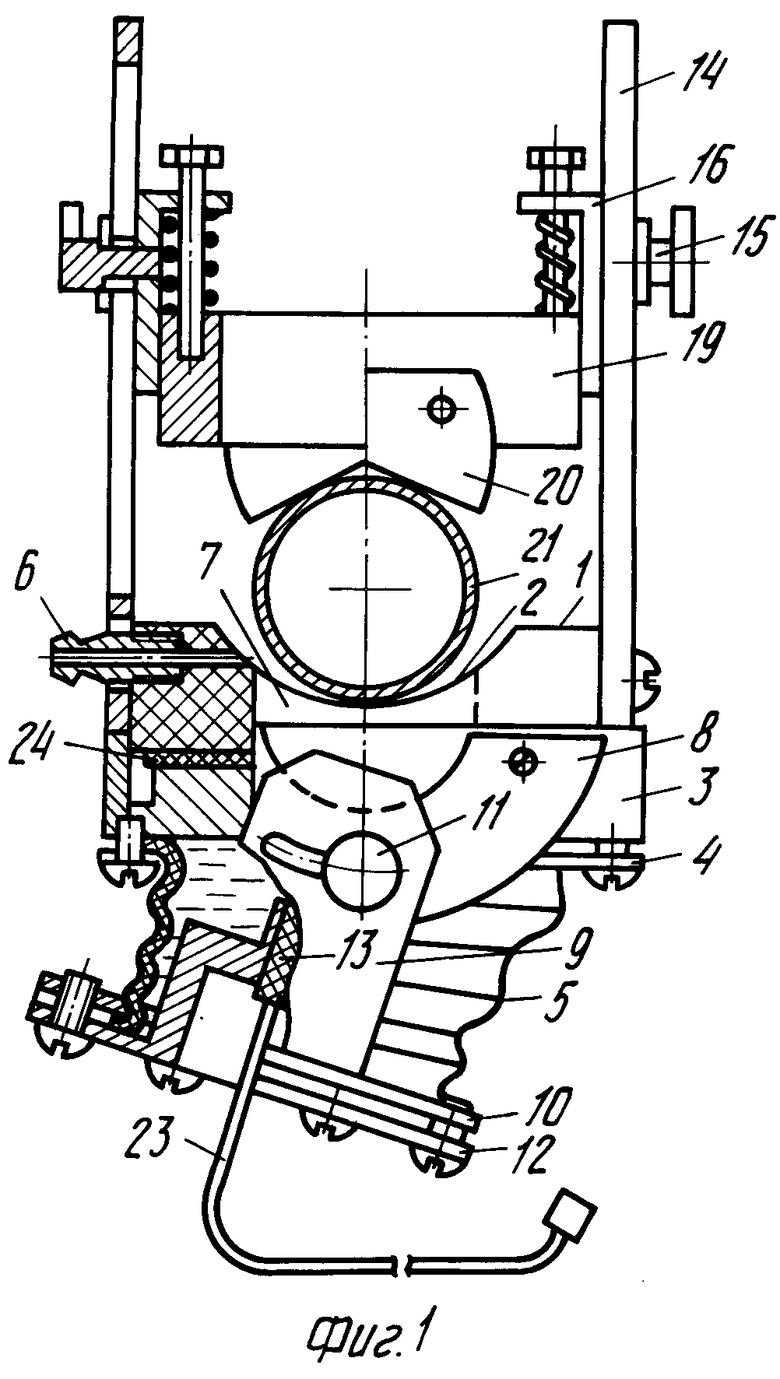
На фиг. 1 и 2 изображено устройство ультразвукового (УЗ) контроля с установкой механизма угла ввода УЗК на торцевых стенках основания; на фиг. 3 и 4 изображено устройство УЗ контроля с установкой механизма установки угла ввода УЗК на боковых стенках основания.
Устройство содержит башмак 1 с рабочей поверхностью 2, выполненной в виде желоба с радиусом кривизны, равным максимальному наружному радиусу контролируемых цилиндрических изделий.
Башмак 1, установлен на основании 3, для герметизации соединения между ними установлена прокладка 24. К основанию 3 кольцом 4 крепится гибкий элемент 5. В башмаке 1 отверстие со штуцером 6 служит для подвода контактной жидкости (воды), а отверстия 7 являются верхней частью иммерсионной ванны, образованной башмаком 1, основанием 3 и разделительным элементом 5.
К противоположным стенкам (торцевым фиг. 1 и 2 или боковым фиг. 3 и 4) основания 3 винтами закреплены секторы 8 h - образного сечения, на которых вырезами Т-образного сечения установлены ползуны 9, фиксируемые винтами 11 и соединенные между собой планкой 10.
К планке 10 крепится преобразователь 12 с пьезоэлементом 13, являющийся дном иммерсионной ванны.
На боковых стенках башмака 1 закреплены планки направляющие - 14, к каждой из которых крепится двумя винтами с барашком 15 перемещающаяся в вертикальных вырезах планки 14 планка упорная 16, к которой подпружиненно, при помощи штоков 17 и пружин 18, крепится рамка 19 с двумя прижимами призмами 20. Для слива избыточной воды в нижней части основания 3 ввернут сливной штуцер 22 (см. фиг. 3 и фиг. 4). Для соединения с дефектоскопом преобразователь 12 имеет высокочастотный кабель 23.
Устройство работает следующим образом.
На рабочую поверхность 2 башмака 1 устанавливают стандартный образец (СО) трубы 21 с искусственным отражателем (риской) и прижимают его призмами 20. Преобразователь 12 устанавливают в такое положение, чтобы пьезоэлемент 13 находился в горизонтальном положении (ползуны 9 в среднем положении) и подключают к ультразвуковому дефектоскопу кабелем 23. Через штуцер 6 в иммерсионную ванну поступает вода. Ослабляя винты 10, перемещают ползуны 9 в секторах 8 до такого положения преобразователя 12, когда сигнал на экране дефектоскопа, полученный при отражении УЗК от поверхности трубы 21, будет максимальным и, зафиксировав положение ползунов 9 относительно секторов 8 по шкале угла в градусах на секторах 8, за планку 10 перемещают преобразователь 12 от первоначального положения на величину угла ввода (для алюминия 17 ± 1) по шкале на секторах 8, подводят в зону УЗК искусственный отражатель стандартного образца 21 и по нему корректируют положение преобразователя 12, изменяя угловую величину планкой 10 и поворотом СО трубы с риской продольной ориентации вокруг своей оси, а при контроле дефектов поперечной ориентации - смещением вдоль оси СО трубы с риской поперечной ориентации добиваются максимального значения отраженного сигнала на экране дефектоскопа и закрепляют ползуны 9 в секторах 8 винтами 11.
При контроле толстостенных труб и прутков используется установка устройства, как при контроле тонкостенных труб в варианте контроля дефектов поперечной ориентации фиг. 3 и фиг. 4 с углом ввода 0о.
При контроле толщины стенки труб механизм установки угла ввода с преобразователем и гибким элементом заменяют на механизм юстировки и вертикального перемещения с преобразователем замера толщины и гибким элементом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля цилиндрических изделий | 1979 |
|
SU881606A1 |
| Устройство для ультразвукового контроля изделий | 1988 |
|
SU1566284A1 |
| Устройство для ультразвукового контроля с переменным углом ввода | 1988 |
|
SU1589200A1 |
| Устройство для ориентации ультразвукового преобразователя | 2017 |
|
RU2653082C1 |
| Способ ультразвукового иммерсионного контроля труб | 1991 |
|
SU1809379A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2360240C2 |
| Устройство для ультразвукового контроля изделий | 1984 |
|
SU1180788A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ ТРУБ И ТРУБОПРОВОДОВ | 1999 |
|
RU2149394C1 |
| Способ ультразвукового контроля колесной пары рельсового транспорта и стенд для его осуществления | 2022 |
|
RU2777471C1 |



Изобретение относится к устройствам для неразрушающего контроля ультразвуковым методом и может быть использовано в машиностроении и металлургии для контроля цилиндрических изделий, в частности для метрологической аттестации акустических параметров стандартных образцов труб и определения координат дефектов (по длине и окружности), а также толщины стенок труб. Цель изобретения - расширение области применения, повышение технологичности сборки. Устройство содержит башмак с рабочей поверхностью, на которую устанавливается цилиндрическое изделие, прижимаемое призмами, и с основанием, к которому крепится гибкий элемент. Новым является то, что устройство снабжено механизмом установки угла ввода ультразвуковых колебаний (УЗК), выполненное в виде двух секторов, на выступах которых установлены ползуны, соединенные между собой планкой, на которой установлен преобразователь с пьезоэлементом, являющимся дном иммерсионной ванны. При выявлении дефектов продольной ориентации механизм установки угла ввода УЗК крепится к торцевым стенкам основания таким образом, что ось, проходящая через радиальные пересечения 2-х секторов, совпадает с нижней образующей наружной поверхностью трубы, соприкасающейся с поверхностью башмака, а центр луча преобразователя УЗК совмещен с направлением радиусов секторов, а при выявлении дефектов поперечной ориентации механизм установки угла ввода УЗК крепится к боковым стенкам основания. 2 з.п.ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для ультразвукового контроля цилиндрических изделий | 1979 |
|
SU881606A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
