Изобретение относится к носителям для катализаторов и способам их приготовления и может быть использовано при производстве каталитических нейтрализаторов дожигания выхлопных газов двигателей внутреннего сгорания.
Известен носитель для катализатора очистки выхлопных газов двигателей внутреннего сгорания, состоящий из металлического усилителя, выполненного из нержавеющей стали, на поверхности которого образована сцепляющая основа в виде тонкой оксидной мембраны, а на нее нанесен слой подложки из окиси алюминия.
Способ приготовления названного носителя для катализатора очистки выхлопных газов заключается в том, что металлический усилитель выполняют из ферритной стали, имеющей следующий состав, Cr:Al:РЗЭ:M:Fe (5-30):(1-10): (0,01-0,5): (0,01-0,5): (93,98-59), где М-К, Rb- Cs, Fr, Ca, Sr, Ba или их смесь, нагревают усилитель до 800-1200оС в окислительной атмосфере и образуют на его поверхности сцепляющую основу в виде тонкой оксидной мембраны, после чего известными способами наносят на нее подложку из гамма-окиси алюминия (см.пат.США N 4742038, кл. 502/303, опублик. 1988 г.).
Недостаток известного носителя для катализатора очистки выхлопных газов двигателей внутреннего сгорания и способа его приготовления заключается в том, что для получения сцепляющей основы в виде оксидной мембраны, имеющей высокую адгезионную прочность сцепления с металлическим усилителем, последний необходимо выполнять из многокомпонентного дорогостоящего стального сплава. Технология получения тонкой фольги из такого сплава сложная, что удорожает производство каталитических нейтрализаторов. Кроме того, получаемый мембранный слой имеет неконтролируемую толщину, что ухудшает качество наносимой на него подложки из гамма-окиси алюминия.
Также известен формованный носитель для катализатора очистки выхлопных газов двигателей внутреннего сгорания в виде и/или при оснащении реакционных камер каталитически активными поверхностями, состоящий из формованного структурного металлического усилителя из стали с содержанием углерода 0,12-0,25 мас. с нанесенной на его поверхность сцепляющей основной, в качестве которой носитель содержит металлическую медь или серебро, и слоя из эта- и гамма-окиси алюминия, окисей церия и циркония.
Способ приготовления данного носителя для катализатора очистки выхлопных газов двигателей внутреннего сгорания, заключается в нанесении сцепляющей основы (металлической меди или серебра) методом пламенного распыления на поверхность соединительного элемента из стали с содержанием углерода 0,12-0,25 мас. формования его в корпус, служащий структурным усилителем, нанесение слоя из эта- и гамма-окиси алюминия, сушку при 120оС, отжиг при 500оС, нанесение разлагаемых при нагреве соединений церия и циркония или соединение никеля и циркония с последующим отжигом (см.заявку ФРГ N 2151416, кл. В 01 J 37/00, опублик. 1976).
Недостатком известного носителя для катализатора очистки выхлопных газов двигателей внутреннего сгорания и способа его приготовления заключается в невысокой длительной прочности носителя, обусловленной отслаиванием сцепляющей основы и коррозией стального структурного усилителя при работе нейтрализатора в потоке выхлопных газов. Кроме того, такие компоненты сцепляющей основы, как медь или серебро весьма дефицитные и дорогостоящие, а нанесение их пламенным распылением требует применения сложного газотермического оборудования.
Наиболее близким к заявленному решению по технической сущности и достигаемому эффекту (прототипом), является формованный носитель для катализатора очистки выхлопных газов двигателей внутреннего сгорания в виде и/или при оснащении реакционных камер каталитически активными поверхностями, состоящий из формованного структурного металлического усилителя из стали с содержанием углерода 0,12-0,25 мас. с нанесенной на его поверхность сцепляющей основой, в качестве которой носитель содержит алюминий.
Способ приготовления данного формованного носителя для катализатора очистки выхлопных газов двигателей внутреннего сгорания в виде и/или при оснащении реакционных камер каталитически активными поверхностями, заключается в нанесении сцепляющей основы, в качестве которой используют алюминий, толщиной слоя 40-60 мкм, на поверхность соединительного элемента из стали с содержанием углерода 0,12-0,25 мас. путем погружения элемента в расплав алюминия, с последующим формованием его в корпус, служащий структурным усилителем, и отжигом при 850-900оС в течение 10-15 мин, нанесением слоя из гамма-окиси алюминия, сушку при 120оС, отжиг при 500оС, нанесении разлагаемых при нагреве соединений церия и циркония или соединений никеля и циркония с последующим отжигом при 500оС. Согласно данному способу формованный носитель в конечном готовом виде может быть выполнен в форме камеры сгорания и газоотводящих каналов, выхлопной трубы, газоотводящего колена или коллектора, предварительного или основного глушителя двигателя внутреннего сгорания, он также может иметь форму гранулы или сотообразного блока из пластин (см.пат. СССР N 1011035, кл. В 01 J 21/00, 37/02, 1980 г.).
Недостаток известного носителя заключается в том, что сцепляющая основа из алюминия при последующем отжиге при 850-900оС должна перейти в сплав алюминий-железо с образованием поверхностно-шероховатого слоя, на который необходимо затем наносить специальный керамический слой подложки из гамма-окиси алюминия, который собственно и образует рабочую толщину покрытия для внедряемых в его структуру каталитически активных компонентов. Таким образом, структура покрытия по толщине разделяется на внутренний слой сцепляющую основу, которая не участвует в работе катализатора и внешний слой-подложку из гамма-окиси алюминия, участвующую в работе катализатора. В результате конструкция носителя усложняется, снижается термопрочность и адгезионная прочность сцепления покрытия со структурным металлическим усилителем, возможно осыпание покрытия в условиях пульсаций выхлопных газов и виброударных воздействий при работе двигателя.
Недостаток известного способа заключается в сложности технологического процесса приготовления формованного носителя, требующего применения энергоемкого металлургического и прокатного оборудования для плакирования ленточной или листовой заготовки расплавом алюминия с последующим ее вальцеванием. Такая многооперационная и многорежимная технология практически не позволяет получать сцепляющую основу на стенках готовых металлических конструкций, т. е. уже заранее сформованных в виде камер, труб, коллекторов, сотообразных блоков и других узлов и деталей двигателя, что существенно ограничивает возможности массового производства на единой технологической базе различных конструкций каталитических нейтрализаторов для двигателей внутреннего сгорания.
Цель изобретения упрощение конструкции носителя и технологического процесса его приготовления.
Поставленная цель достигается тем, что известный носитель для катализатора очистки выхлопных газов двигателей внутреннего сгорания, состоящий из металлического усилителя с нанесенной на его поверхность сцепляющей основой и подложкой, содержит в качестве сцепляющей основы и подложки единый по толщине слой покрытия, образованного из высоконаполненных оксидом алюминия и флогопитом толуольных суспензий полиметилфенилсилоксана (ПМФС).
Способ приготовления носителя для катализатора очистки выхлопных газов двигателей внутреннего сгорания, включающий нанесение сцепляющей основы и подложки на поверхность металлического усилителя и термообработку, сцепляющую основу и подложку получают из композиции, содержащей, мас. 25-32 полиметилфенилсилоксана (ПМФС), 52-55 оксида алюминия, 10-16 флогопита, 4-6 толуола, которую в виде единого по толщине слоя покрытия наносят при комнатной температуре, а термообработку покрытия ведут при 600-800оС в течение не менее 2 ч.
Нанесение покрытия осуществляют путем пневматического распыления композиции на поверхность металлического усилителя или путем окунания в композицию металлического усилителя или путем ее прокачки через каналы формованного металлического усилителя.
Существенным отличием предлагаемого решения от известных носителей и способов их приготовления является то, что сцепляющая основа одновременно является также и подложкой. Применение композиции на основе высоконаполненных оксидов алюминия и флогопитом толуольных суспензий ПМФС и ее последующая термообработка по указанным режимам, обеспечивают с одной стороны, высокую адгезионную прочность сцепления получаемого слоя покрытия с металлическим усилителем, а с другой стороны сохранение необходимой удельной поверхности покрытия и строения пористой структуры по его толщине. Следовательно, обеспечиваются условия, необходимые для введения расчетного количества каталитически активных компонентов и их оптимального распределения в объеме покрытия так, чтобы в покрытии интенсивно протекали транспортно-диффузионные процессы, обеспечивающие эффективную работу катализатора.
Возможность нанесения композиции при нормальной температуре в атмосфере воздуха напылением, окунанием или прокачкой под заданным давлением, существенно упрощает технологию изготовления носителей практически любой геометрической формы и размеров.
В отличие от прототипа, где сначала необходимо плакировать металлическую плоскую заготовку расплавом алюминия, а затем формировать из нее носитель, в предлагаемом решении металлический усилитель может быть полностью сформирован заранее в виде готового конструкционного узла двигателя-трубы, камеры сгорания, коллектора, глушителя и т.п. или сотообразного блока нейтрализатора, с последующим нанесением композиции одним из названных приемов на стенки трактов, по которым будут протекать выхлопные газы. Например, на поверхность длинномерных завихрителей, носителей трубчатой или пластинчатой формы, на стенки камер сгорания удобнее наносить композицию пневматическим напылением по технологии лакокрасочных покрытий. На носители, выполненные, например, в виде многолопастных турбулизаторов, удобнее наносить композицию окунанием их в суспензию, а на формованные носители сотообразной структуры с множеством мелких каналов путем прокачки через них суспензии с заданным давлением, что позволяет получать однородное и равнотолщинное покрытие на стенках каналов, таким же путем целесообразно наносить композицию на внутреннюю поверхность носителей трубчатой формы.
Как показали испытания, высокая адгезионная прочность покрытия обеспечивается на структурном усилителе, выполненном из никеля и его сплавов, нержавеющих и углеродистых сталей, чугуна. Это существенно расширяет возможности конструирования и изготовления формованных и сотообразных носителей для различных типов двигателей и температурных диапазонов работы различных составов катализаторов.
Для сохранения высоких значений удельной поверхности покрытия при температуре свыше 900оС, оно также как известные покрытия-подложки, образованные из гамма-окиси алюминия, может содержать соединения церия и циркония, никеля и циркония, церия и лантана и других элементов, обычно используемых в качестве модификаторов. В каталитических нейтрализаторах, предназначенных для работы при температуре до 900оС, модификаторы могут не вводиться, так как удельная поверхность покрытия сохраняется на уровне 80-90 м2/г.
Толщина наносимого покрытия определяется конкретным вариантом конструкции носителя и температурными условиями его эксплуатации. Например, при нанесении покрытия на внутреннюю поверхность жаровой трубы двигателя диаметром 50 мм, его толщина может достигать 150-200 мкм, что обеспечивает введение в него требуемого количества каталитически активных компонентов и практически не влияет на потери давления газа из-за уменьшения внутреннего диаметра трубы на 0,3-0,4 мм. В случае изготовления из тонкой фольги (50 мкм) сотообразного носителя с каналами диаметром 1,5-2 мм, толщина покрытия на стенках канала может не превышать 50-75 мкм, чтобы не увеличивать перепад давления по длине каналов, а развитая геометрическая поверхность сот позволяет распределить в объеме подложки также требуемое количество каталитически активных компонентов. Практически диапазон толщин покрытия может составлять от нескольких микрон (для носителей с протяженными узкими каналами) до нескольких сотен микрон (для носителей с короткими и широкими каналами). Верхний предел толщины покрытия определяется его термопрочностью.
Возможность нанесения названного покрытия на готовые изделия, позволяет проводить их термообработку по групповой технологии сразу для большого количества изделий, что обеспечивает серийное производство, например, сотообразных носителей для автотракторной промышленности.
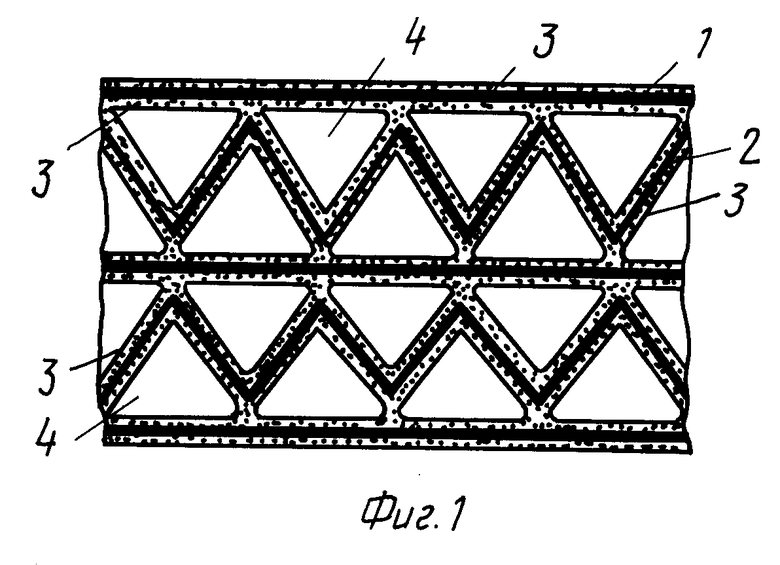
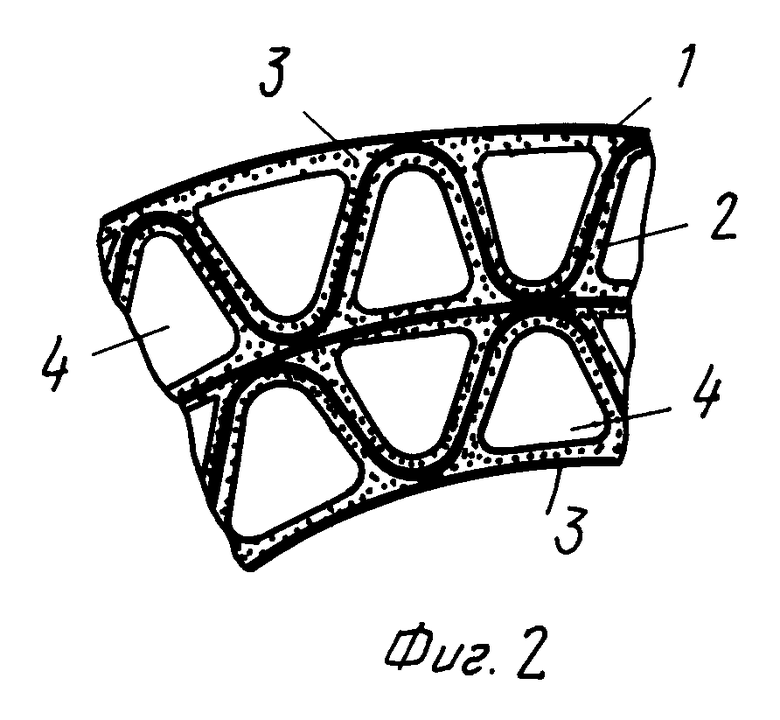
На фиг. 1 показана часть поперечного сечения прямоугольного пакета, состоящего из множества чередующихся друг с другом плоских 1 и гофрированных 2 тонкостенных металлических пластин, на обеих сторонах которых образовано покрытие 3, имеющее мелкопористую структуру и высокую удельную поверхность; на фиг. 2 часть поперечного сечения бобины, сформованной из двух металлических лент плоской 1 и гофрированной 2 путем их сворачивания в спираль Аpхимеда, на которую также нанесено покрытие 3. При эксплуатации носителя, отработавшие газы протекают через соты-каналы 4, образованные между соседними слоями.
Применительно к варианту на фиг. 1 композицию наносили на отдельные листы, которые после сушки набирали в пакет и проводили его термообработку, обеспечивающую формирование структуры покрытия 3 и сцепление его слоев друг с другом по контактным поверхностям. В результате получали пакет с монолитной сотообразной структурой.
Применительно в варианту на фиг. 2, сначала формовали бобину в целом, затем наносили композицию одновременно на стенки всех каналов 4 и проводили термообработку бобины. Также получали монолитную сотообразную структуру блочного носителя. Такая же структура может быть получена после напыления композиции на металлические элементы, которые сворачивают в спираль Архимеда и затем термообрабатывают бобину.
П р и м е р 1. Для варианта носителя, показанного на фиг.1, использовали плоскую и гофрированную (треугольные гофры высотой 1,5 мм) ленты из стали типа 12Х18Н10Т, толщиной 50 мкм, шириной 100 мм. Из лент нарезали плоскую и гофрированную заготовки длиной 120 мм в количестве, необходимом для сборки пакета высотой 100 мм, служащего в качестве блочного носителя катализатора, размещаемого на выхлопе двигателя. Поверхность пластин перед нанесением композиции обезжиривали толуолом. Приготавливали композицию, содержащую (в мас.): 30 ПМФС, 52 оксида алюминия (размер порошка до 1 мкм, (12 флогопита) размер порошка слюды до 1 мкм), 6 толуола (состав 2 в табл. 1). С помощью краскораспылителя марки СО-71Б (Ту22-162-005-86) при давлении сжатого воздуха 0,1 МПа, с расходом напыляемого материала 0,15 кг/м2, наносили его на обе поверхности пластин при комнатной температуре до получения слоя толщиной 75 мкм, с последующей сушкой пластин при комнатной температуре в течение 0,5 ч. После сушки пластины выдерживали в атмосфере воздуха при 280оС в течение 2 ч и охлаждали с произвольной скоростью. Затем набирали пластины в пакет, технологически закрепляли их в сборке, которую нагревали в печи с воздушной атмосферой до 700оС и выдерживали при этой температуре в течение 2 ч. Охлаждали пакет с произвольной скоростью на воздухе. На полученный носитель по стандартной методике наносили активную фазу из водного раствора гексахлорплатиновой кислоты и хлористого родия, обеспечивая весовое соотношение Pt:Rh= 8,5: 1. Затем проводили сушку и отжиг катализатора в потоке водорода при 500оС в течение 1 ч.
Как показали стендовые испытания полученного сотообразного блока в качестве каталитического нейтрализатора выхлопных газов карбюраторного двигателя, его активность при температурах до 950оС не уступает катализаторам типа ШПК-2. Покрытие не растрескивается и не отслаивается от металлического усилителя.
П р и м е р 2. Для варианта носителя, показанного на фиг. 2, использовали плоскую и гофрированную (овальные гофры высотой 1,5 мм) ленты из ферритной хромо-алюминиевой стали типа 23Х5Ю, толщиной 50 мкм, шириной 90 мм. Слой из плоской и гофрированной лент сворачивали в спираль Архимеда и получали бобину диаметром 200 мм, в размер выхлопного коллектора автомобиля ЗИЛ-130. Обрабатывали бобину в растворе кислоты и помещали в технологический рабочий участок, снабженный насосным устройством поршневого типа для прокачки суспензии под давлением. В качестве суспензии приготавливали композицию, содержащую (в мас.): 25 ПМФС, 55 оксида алюминия (размер порошка до 1 мкм), 16 флогопита (размер порошка слюды до 1 мкм), 4 толуола, имеющую условную вязкость по вискозиметру В3-4 (ГОСТ 8420-74) 16 с (состав 1 в табл. 1). При комнатной температуре прокачивали объем суспензии, равный объему бобины ( ≈ 5,5 л) через каналы бобины в ее поперечном сечении под давлением 0,1 МПА, регулируя расход суспензии через противоположный выходной патрубок технологического участка и поддерживая его в диапазоне ≈0,3 л/с. Затем извлекали бобину из участка, продували ее каналы слабым напором воздуха и сушили сначала при комнатном температуре в течение 0,5 ч, а затем при 280оС в течение 2 ч. Толщина нанесенного покрытия составляла ≈100 мкм. После сушки проводили обжиг бобины при 700оС в атмосфере воздуха в течение 2 ч. Затем бобину охлаждали и наносили катализатор аналогично примеру 1. Стендовые испытания бобины в составе блочного каталитического нейтрализатора, имеющего стандартный слой сцепляющей основы из сплава алюминий-железо и подложку из гамма-окиси алюминия, не выявили падения активности блока при температурах до 950оС.
П р и м е р 3. В качестве носителя использовали 6-лопастной завихритель, выполненный из среднеуглеродистой стали типа ст.40 и вставляемый в виде винтовой вставки внутрь выхлопной трубы диаметром 40 мм. Завихритель после обезжиривания окунали в суспензию, содержащую (в мас.): 28 ПМФС, 53 оксида алюминия (размер порошка до 1 мкм), 13 флогопита (размер порошка слюды до 1 мкм), 6 толуола (состав 5 в табл.1). В процессе окунания завихритель поворачивали вокруг продольной оси для более равномерного распределения суспензии по его поверхности. Толщина нанесенного слоя составляла 80 мкм. Дальнейшие операции сушки, обжига и нанесения катализатора осуществляли аналогично примеру 1.
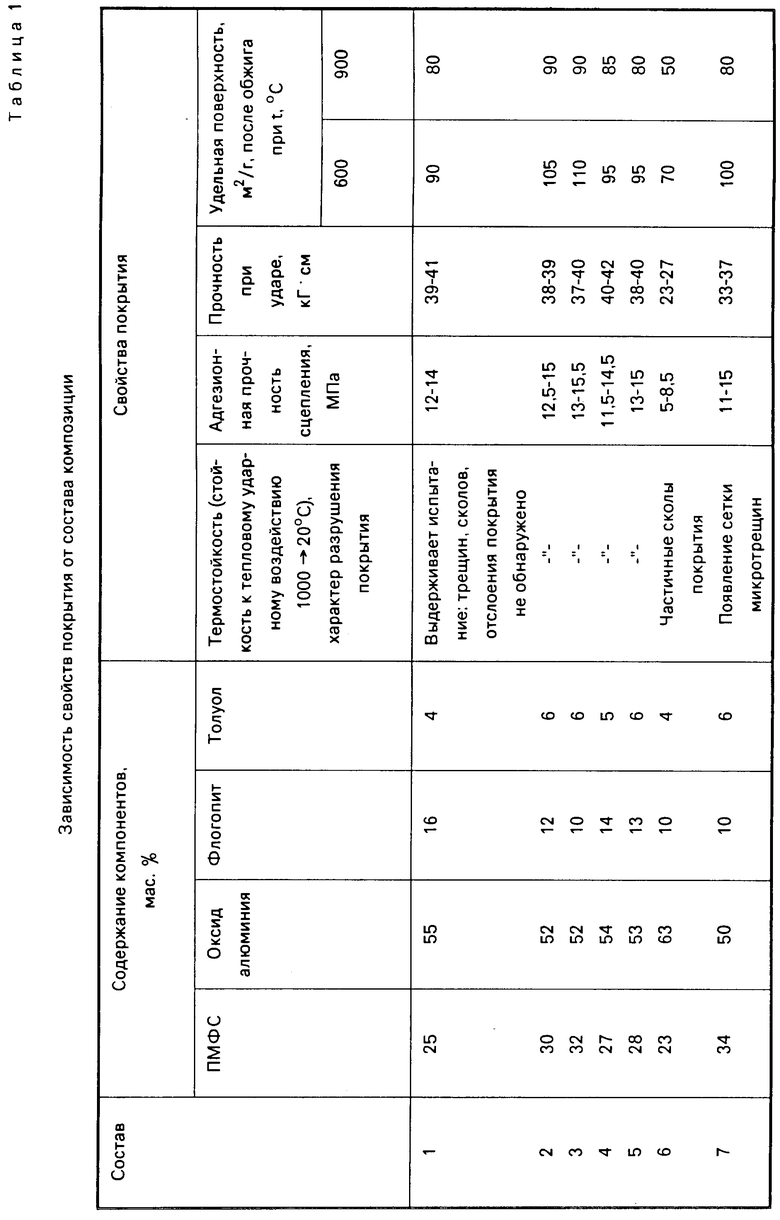
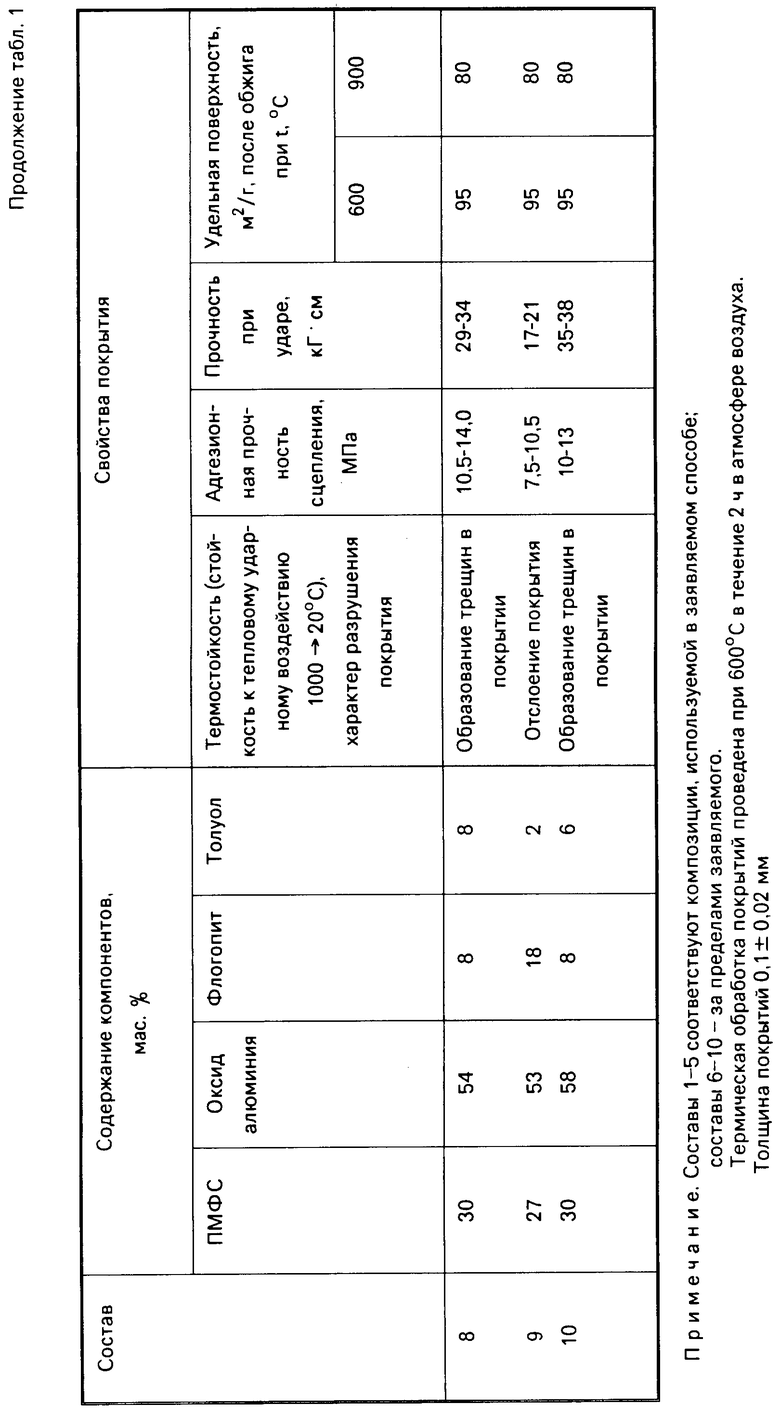
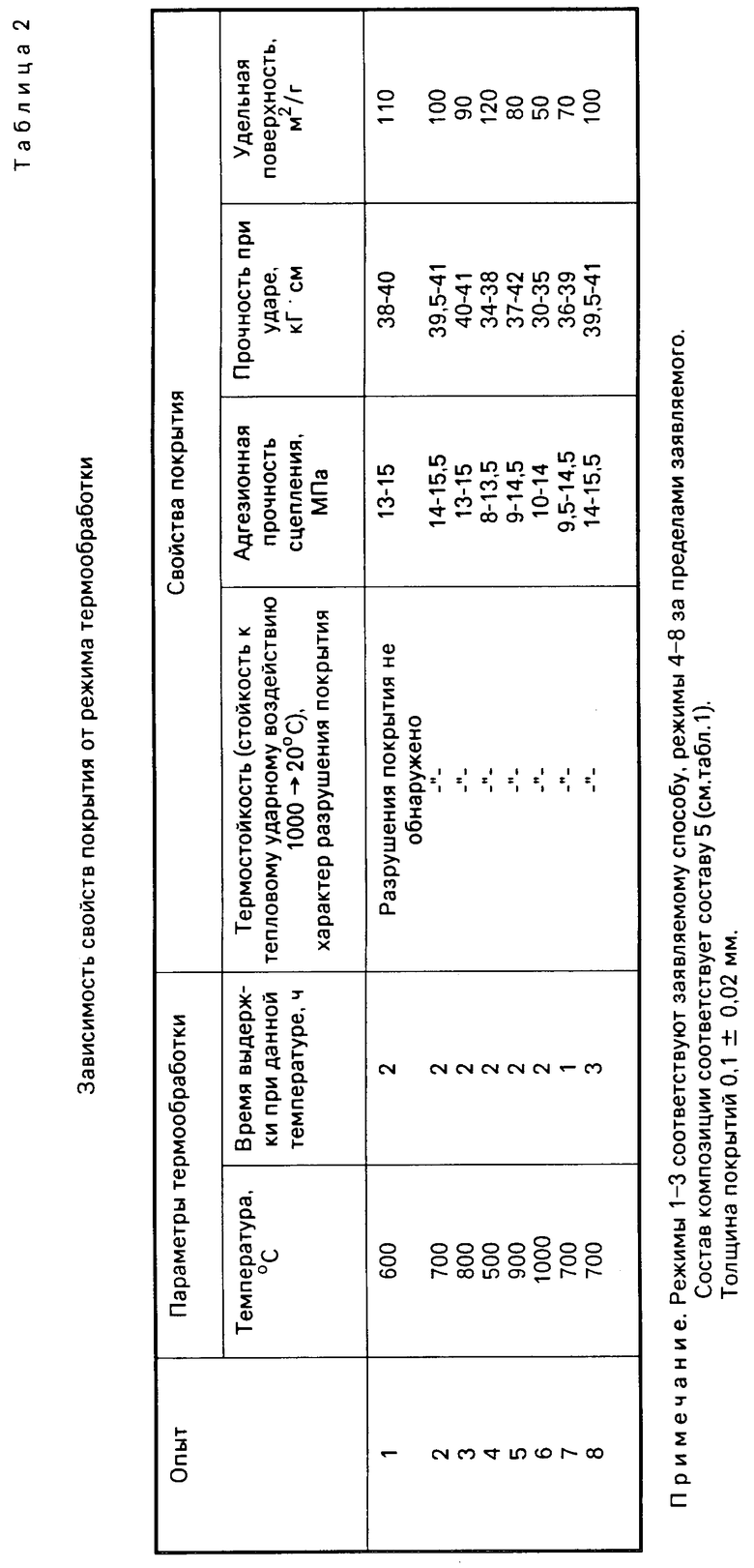
Для оценки термопрочностных и адгезионных свойств слоев, наносимых на различные металлы одним из перечисленных приемов, а также для оценки характеристик пористости, были изготовлены партии образцов покрытий на фольге толщиной 100 ±20 мкм из различных сталей и сплавов (12Х18Н10Т, 23Х5Ю, ст.40, никель, нихром). Статически обработанные результаты исследований приведены в табл. 1,2. В табл. 1 приведены свойства покрытия в зависимости от режимов термообработки, в табл. 2 от состава композиции.
Нижние значения прочности соответствуют покрытиям, полученным окунанием, верхние значения покрытиям, полученным пневматическим напылением. Покрытия, полученные путем прокачки суспензии, имеют средние значения в приведенных диапазонах. Адгезионная прочность получаемых покрытий существенно (в 3-5 раз) превышает значения для покрытий в известных носителях, содержащих специальную сцепляющую основу на формованном структурном металлическом усилителе, получаемую химико-металлическим путем. Это позволяет достаточно просто и высокопроизводительно без опасения растрескивания и осыпания покрытия формовать, например, сотобразные бобины для каталитических нейтрализаторов автомобилей путем их намотки в виде спирали Архимеда из металлических плоских и гофрированных лент с предварительно нанесенным на них покрытием по заявляемому решению.
И приведенных в табл. 1,2 сопоставительных данных следует, что заявляемые соотношения компонентов, диапазоны и время термообработки обеспечивают наиболее высокие термопрочностные и адгезионные характеристики покрытия при сохранении необходимых характеристик его пористой структуры, обеспечивающих эффективную работу катализаторов.
Использование заявляемого решения, в сравнении с прототипом, обеспечивает следующие преимущества:
упрощение конструкции носителей, изготавливаемых из различных металлов и сплавов и имеющих самую разнообразную форму трубчатые, сотообразные, многолопастные и др. за счет выполнения покрытия, одновременно являющегося как сцепляющей основной, так и подложкой для внесения в нее катализаторов;
упрощение технологии получения предложенного носителя за счет проведения операции нанесения покрытия при комнатной температуре в атмосфере воздуха и последующей термообработки на стандартном оборудовании, что исключает необходимость в сложных, энергоемких и экологически опасных металлургических и формовочных процессах.
Технология изготовления заявляемой конструкции не представляет принципиальных затруднений для промышленности, а нанесение ее путем пневмонапыления, окунания или прокачки под давлением позволяет автоматизировать серийное производство каталитических нейтрализаторов для различных типов двигателей внутреннего сгорания.
Использование: при производстве каталитических дожигателей выхлопных газов двигателей внутреннего сгорания. Сущность изобретения: носитель для катализатора имеет покрытие, образованное из высоконаполненных оксидом алюминия и флогопитом толуольных суспензий полиметилфенилсилоксана (ПМФС). Покрытие наносят на металлический усилитель носителя при комнатной температуре, затем термообрабатывают при 600 - 800°С в воздушной среде не менее 2 ч. Суспензия представляет собой композицию, содержащую, мас.%: ПМФС 25 - 32; оксид алюминия 52 - 55; флогопит 10 - 16; толуола 4 - 6. Нанесение суспензии на металлический усилитель ведут пневматическим напылением или окунанием, или при прокачке под давлением. 2 с.и 3 з.п. ф-лы, 2 ил., 2 табл.
| Формованный носитель для катализатора очистки выхлопных газов двигателей внутреннего сгорания и способ его приготовления | 1980 |
|
SU1011035A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
