Изобретение относится к способам прессования измельченной древесины или иной растительной массы и может быть использовано в лесной, деревообрабатывающей и других перерабатывающих отраслях, а также в лесном и сельском хозяйстве.
Цель изобретения брикетирование сырой древесноопилочной массы с использованием свойств содержащихся в ней олигосахаридов, выполняющих при нагреве в увлажненной среде роль склеивающего материала, а также обеспечение беспрепятственного и быстрого удаления из зоны прессования древесноопилочной массы воды и паров.
Способ осуществляют следующим образом.
Удаление из брикетируемой древесноопилочной массы несвязанной влаги выполняется за счет последовательного и многократного продольного и поперечного сдавливания, а также части связанной влаги путем ее доуплотнения при нагревании.
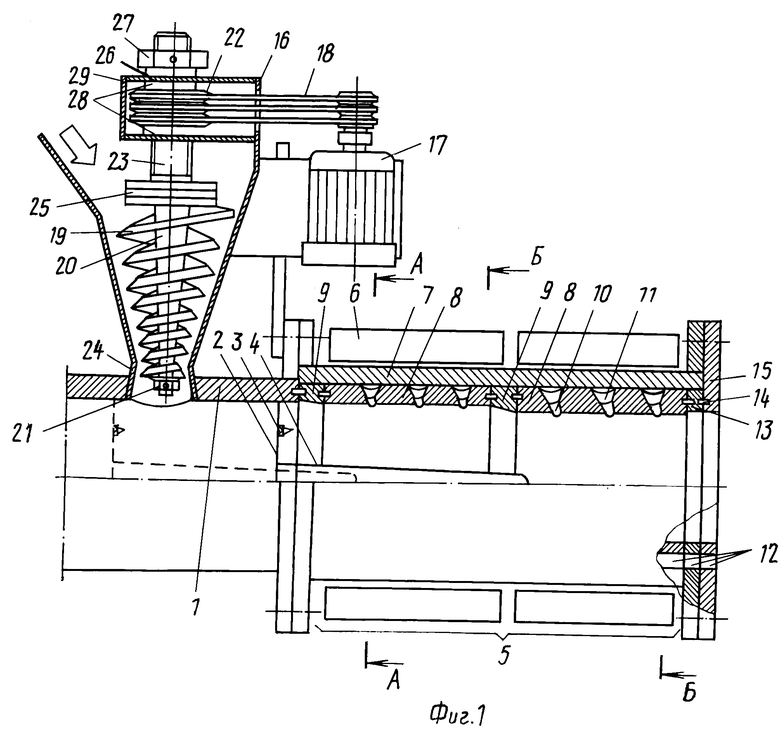
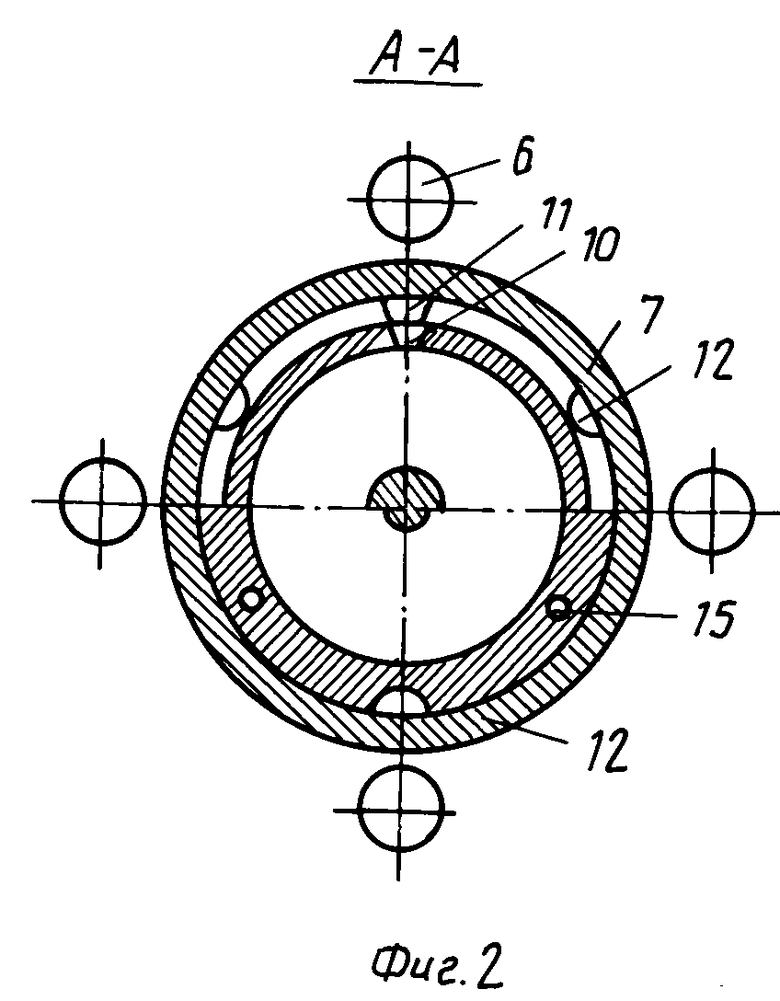
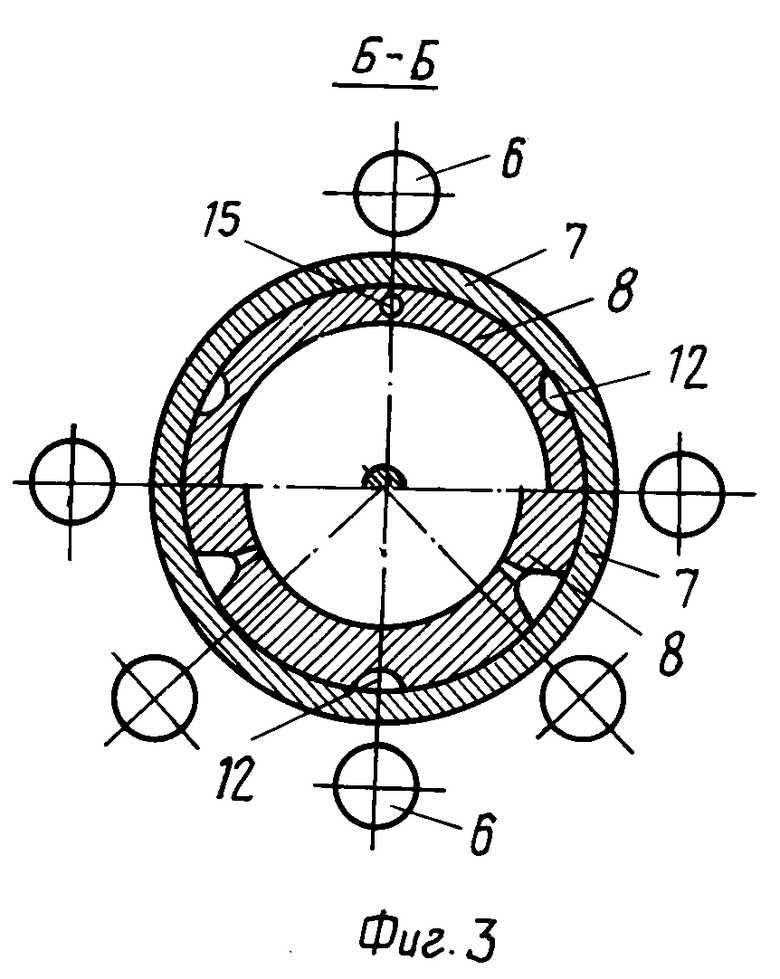
На фиг.1 изображено устройство для изготовления брикетов, продольный разрез: на фиг.2 разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.1.
Устройство состоит из корпуса 1 с размещенным на нем дозатором 2 с увлажнителем. Внутри корпуса подвижно установлен плунжер 3 со сменным формирующим пальцем 4. К торцовой части корпуса прикреплен доуплотнительно-нагревательный модуль 5 с электронагревательными элементами 6, которые соединены по меньшей мере в два разномощностные блоки. Нагревательный модуль изготовлен из цельной трубы 7, внутри которой установлены по меньшей мере две гильзы 8 с уменьшающимся по ходу перемещения брикета внутренним диаметром. Между гильзами 8 размещены переходники-доуплотнители 9 с внутренним диаметром в виде усеченных конусов. В теле гильз 8 выфрезерованы наклонные отверстия 10, сблокированные в каждом радиальном сечении, которые выполнены в направлении от внутренней к внешней стенке гильз в виде расширяющихся кольцевых собирательных канавок 11. Все кольцевые канавки 11 соединены продольными с увеличивающимися в диаметре от гильзы к гильзе, водо- и паровыводящими сливными канавками 12, проходящими также сквозь уплотнительную шайбу 13 и торцовую крышку 14 с соответствующими отверстиями по середине. Все гильзы 8 с переходниками-доуплотнителями 9, а последняя из них (8) с шайбой 13 и крышкой 14 для надежного прохождения сквозь них воды и пара должны занимать в процессе прессования неподвижное, фиксированное одно по отношению к другому положение, что и достигается при помощи стопорных штифтов 15.
Дозатор 2 размещен в кожухе 16. С приводом от электродвигателя 17 посредством клиноременной передачи 18 приводится во вращение подвижный в вертикальной плоскости конический шнек 19, установленный на валу 20 и удерживаемый на нем при помощи стопорной гайки 21. Ведомые шкивы 22 клиноременной передачи 18 установлены на шлицах 23. Нижняя часть кожуха 16 в зоне подачи материала в рабочую зону плунжера выполнена в виде раструба 24.
На вал 20 может устанавливаться сменный пакет разномерных разрезных шайб 25 с центральными отверстиями и разрезами под вал 20, причем разрез каждой шайбы выполнен с возможностью свободной ее насадки на вал сбоку и оснащен простейшим замком, удерживающим его на валу 20. На валу также установлены три радиально-упорные подшипника: на один подшипник 26 свободно опирается стопорная гайка 27, а остальные два подшипника 28 установлены по обеим сторонам пакета ведомых шкивов клиноременной передачи 18, причем ведомые шкивы устанавливаются на шлицах 23, с боков подпираются подшипниками 28 с соответствующими уплотнительными шайбами, образуя с корпусом 29 кожуха 16 своеобразную опору для продольного смещения шнека 19 вместе с валом 20 со стопорными гайками 21 и 27 и шайбами 25.
Устройство оснащается по меньшей мере двумя сменными формирующими пальцами 4 различной длины, которая подбирается в каждом отдельном случае так, что устанавливаемый на торцовой крышке плунжера 3 палец 4 выходит за пределы по крайней мере одной гильзы 8 при крайнем правом, т.е. выдвинутом положении, пальца 4.
Устройство работает следующим образом.
Измельченная масса поступает через оснащенный увлажнителем дозатор 2 в корпус 1, где поступательно-возвратно перемещается плунжер 3, в результате чего масса, уплотняясь в продольном направлении, порциями продавливается через доуплотнительно-нагревательный модуль 5. В результате уменьшения площади поперечного сечения внутреннего отверстия последующей гильзы 8 происходит дополнительное радиальное доуплотнение прессуемой массы, из которой выделяется свободная вода, причем степень и продолжительность уплотнения (нагрева) в зависимости от влажности и фракционности прессуемой массы можно регулировать путем подбора соответствующей длины и диаметра гильз 8, соразмерных с ними переходников-доуплотнителей 9 и адекватной длины пальца 4, причем если, например, размещением последовательно двух гильз 8 одинакового диаметра увеличиваем продолжительность выдержки прессуемой массы в доуплотнительно-нагревательном модуле, то размещением последовательно двух переходников увеличиваем степень ее уплотнения в радиальном направлении. В зависимости, прежде всего, от начальной влажности прессуемой массы к электросети подключается тот или иной или все соединенные в блоки электронагревательные элементы 6, что позволяет работать по меньшей мере в трех режимах нагрева. Выделяемый под действием температуры из прессуемой массы пар отводится частично через осевое отверстие в брикете, образованное пальцем 4, особенно при нахождении плунжера 3 в исходном положении. В основном же пар из прессуемой массы отводится через отверстия 10, перемещаясь по канавкам 11 и в дальнейшем по сборным канавкам 12 в направлении к крышке 14 и в свободное пространство, например, через вспомогательную трубку, подсоединяемую к крышке 14. Для устранения сдвига одной гильзы 8 по отношению к другой или по отношению к переходникам 9 и к крышке 14 все они соединяются в блок и их положение фиксируется стопорными штифтами 15, чем обеспечивается отвод пара от всех кольцевых канавок 11, по прямой составной канавке 12, изготовляемой с различными сечениями, увеличивающимися по мере уменьшения внутренних диаметров гильзы 8, т.е. по мере продвижения воды и пара наружу.
Подвешенный и подвижный в вертикальной плоскости шнек 19 с регулируемым весом при помощи сменных шайб 25, приводимый в действие от электродвигателя 17 через клиноременную передачу 18, осуществляет принудительную подачу поступающей в кожух подлежащей брикетированию массы. Возможностью продольного смещения шнека 19 обеспечивается подача прессуемой массы в корпус плунжера с более-менее одинаковым (при необходимости регулируемым) усилием, которое в зависимости от рода и фракционности материала может быть отлажено путем соответствующего подбора разнотолщинных шайб 25.
По достижении какого-то определенного сопротивления со стороны прессуемой массы в зоне подпрессовки, например, при заключительной стадии рабочего и начальной стадии холостого ходов плунжера, когда он своим телом перекрывает загрузочное отверстие, шнек 19 постепенно смещается кверху, преодолевая сопротивление веса собственного шнека 19 с навешенными на нем шайбами 25.
Наличие раструба 24 в нижней части кожуха 16 способствует надежному поступлению массы в корпус и устранению образования "запоров" из прессуемой массы.
Увлажнитель дозатора 2 включается в случае поступления для прессования материала устоявшегося, т.е. материала воздушно-сухой влажности.
Конструкция позволит получить брикеты из сырых опилок и иной измельченной древесной массы (или при различном их взаимном сочетании), а также стебельков лесо- и сельскохозяйственных растений с изменяющимися в широких пределах первоначальными параметрами их влажности и плотности.
Экономическая целесообразность усматривается в следующем: в возможности изготовления брикета из сырой древесноопилочной или иной измельченной массы, что обеспечивает существенное снижение расхода тепловой энергии, затрачиваемой в известных брикетировочных установках; в устранении громоздкого (9000 кг) и дорогостоящего сушильного устройства (РВ 1,8-12, НУ-01 и др.), расходующего значительное количество энергоносителей на единицу изготовляемой продукции; в возможности быстрой переналадки нагревательно-доуплотнительного модуля на различный уровень нагрева и требуемую степень конечного уплотнения прессуемой массы; в исключении частых остановок брикетирующей установки, необходимых для продувки водо- и пароотводящих отверстий, имеющихся в известных установках цилиндрическую форму (или механического проталкивания вручную) защемленных частиц прессуемой массы внутрь нагревательного модуля; в надежности отвода значительного (неограниченного) количества води и пара из зоны прессования; в создании вполне комфортных условий в помещении брикетирующей установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПАЧЕК БРЕВЕН | 1991 |
|
RU2053181C1 |
| Устройство для брикетирования опилок | 1989 |
|
SU1706867A1 |
| УСТАНОВКА ДЛЯ ВОЗДУШНОЙ ТРЕЛЕВКИ ЛЕСА | 1988 |
|
RU2049716C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ТВЕРДЫХ ОТХОДОВ В БОЧКЕ И РАСПРЕССОВКИ ЗАПОЛНЕННОЙ БОЧКИ С КРЫШКОЙ В БРИКЕТ | 2010 |
|
RU2453437C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ ЛИГНОСОДЕРЖАЩИХ МАТЕРИАЛОВ И КОМПЛЕКС СРЕДСТВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191799C2 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| Шнекопоршневой пресс | 2021 |
|
RU2772373C1 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ | 2002 |
|
RU2312019C2 |
| ШНЕКОВЫЙ ПРЕСС ДЛЯ ИЗВЛЕЧЕНИЯ СОКА ИЗ РАСТИТЕЛЬНОГО СЫРЬЯ | 1992 |
|
RU2065871C1 |
| ТОПЛИВНАЯ СИСТЕМА С АГРЕГАТНЫМИ ФОРСУНКАМИ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ И ЭЛЕКТРОННЫМ УПРАВЛЕНИЕМ И СПОСОБ ДЕЙСТВИЯ ТОПЛИВНОЙ СИСТЕМЫ | 1991 |
|
RU2087740C1 |
Использование: производство брикетов из сырой или увлажненной древесноопилочной массы. Устройство имеет многосекционный нагревательный модуль, цельную цилиндрическую трубу, а также установленные в трубе гильзы, состыкованные между собой при помощи сменных переходников-доуплотнителей. Модуль оснащен электронагревательными элементами, соединенными в нагревательные блоки. 2 с. и 3 з.п. ф-лы, 3 ил.
| Шнековый пресс | 1988 |
|
SU1629192A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
