Изобретение относится к устройству для брикетирования пылевидных производственных отходов и шлама, преимущественно абразивной металлической стружки.
Известно устройство из патента ЕР 748276 В1. В известном устройстве наполняющий шнек подает прессуемый материал через отверстие в контейнере и загрузочное отверстие непосредственно в формовочную камеру. Устройство, в частности, предназначено для брикетирования макулатуры и бумажных отходов. При этом загрузочный механизм является объединенной составной частью брикетного пресса.
Задачей изобретения является создание устройства для брикетирования, которое имеет возможность обеспечить применение различных загрузочных механизмов.
Данная задача решается с помощью признаков пункта 1 формулы изобретения.
Благодаря возможности присоединения различных загрузочных механизмов заявленное устройство для брикетирования согласно изобретению может применяться для загрузки брикетного пресса различными производственными отходами.
Кроме того, облегчаются работы по техническому обслуживанию загрузочных механизмов.
Согласно дальнейшему усовершенствованию изобретения между отверстием контейнера и загрузочным отверстием расположена труба, которая имеет отверстия сита. Тем самым в случае с отбросным шламом влажные частички могут быть отделены от твердых частиц и таким образом в основном сухой прессованный материал попадает в формовочную камеру, в которой он затем может быть лучше уплотнен. Отдельные влажные вещества могут быть собраны и утилизированы. Благодаря простоте подсоединения загрузочных механизмов труба также может быть легко заменена.
Согласно дальнейшему усовершенствованию изобретения отверстия сита выполнены в виде канавок, проходящих в продольном направлении трубы или наискось. Поэтому прессуемый материал во время транспортировки имеет достаточно времени, чтобы вода могла стечь.
Присоединяемые загрузочные механизмы могут быть различными. Так, контейнер загрузочного механизма согласно изобретению может быть воронкообразным или коробчатым. При этом для коробчатого контейнера непосредственно над дном контейнера установлены по меньшей мере два подающих шнека, которые расположены рядом с наполняющим шнеком и под углом к нему, преимущественно прямым углом.
В последнем случае согласно дальнейшему усовершенствованию изобретения подающие шнеки и/или наполняющий шнек могут быть установлены или установлен на контейнере наиболее выгодным образом с одной стороны, что позволяет достичь беспрепятственной транспортировки производственных отходов.
Согласно дальнейшему усовершенствованию изобретения присоединение загрузочного механизма к брикетному прессу может быть выполнено непосредственно с помощью стопорного соединения. Тем самым установка и отсоединение загрузочного механизма может происходить очень быстро.
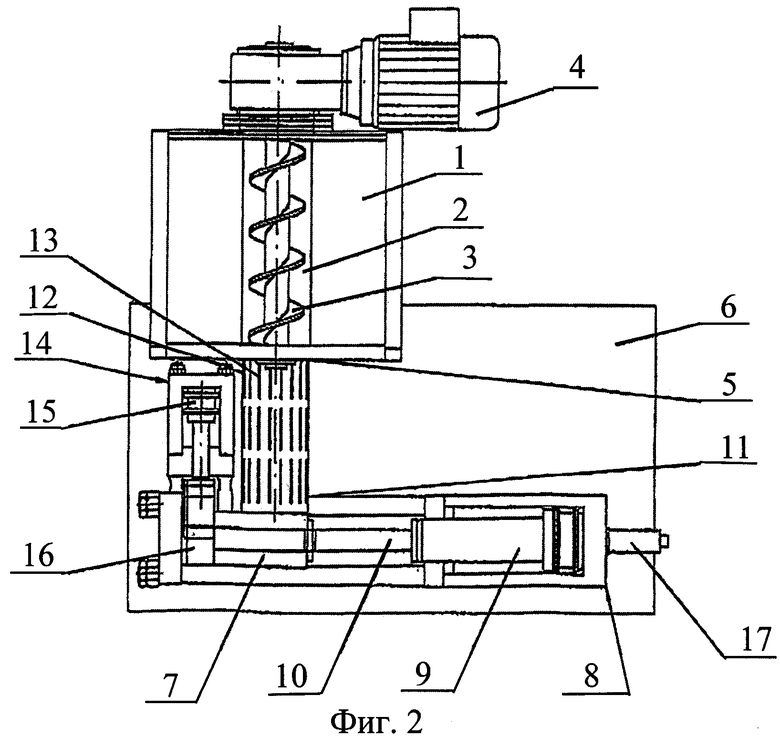
На фиг.1 изображен вид сбоку на устройство для брикетирования; на фиг.2 - вид сверху на устройство для брикетирования на фиг.1; на фиг.3 - вид сверху на другой загрузочный механизм, который присоединяется к брикетному прессу, изображенному на фиг.1 и 2.
Представленное на фиг.1 и 2 устройство для брикетирования имеет загрузочный механизм, который включает контейнер 1 в форме воронки для заполнения прессуемым материалом, поступающим в ванну 2. В ванне 2 установлен наполняющий шенк 3, который приводится в действие червячным приводом 4. Червячный привод 4 состоит из передачи и электродвигателя. Ванна 2 имеет в зоне наполняющего шнека 3 отверстие 5 контейнера 1. Данный загрузочный механизм выполнен в виде самостоятельного модуля.
Устройство для брикетирования содержит также установленный на базовой плите 6 брикетный пресс, который включает в себя формовочную камеру 7 и присоединенный к ней узел цилиндр-поршень 8, поршень 9 которого снабжен пуансоном 10. Пуансон 10 в процессе брикетирования перемещается в формовочной камере 7 взад-вперед. Формовочная камера 7 имеет боковое загрузочное отверстие 11. Между отверстием 5 контейнера 1 и загрузочным отверстием 11 расположена труба 12, имеющая отверстия сита, которые могут быть выполнены в виде канавок 13.
Труба 12 установлена в ванне 2 с возможностью быстрой замены. Контейнер 1 с наполняющим шнеком 3 и червячным приводом 4 расположен напротив формовочной камеры 7 в продольном направлении относительно наполняющего шнека 3 с возможностью перемещения и фиксации для того, чтобы можно было использовать трубы 12 различного вида и длины.
Устройство для брикетирования имеет механизм запорной задвижки 14, который состоит из узла цилиндр-поршень и связанной с его поршнем 15 запорной задвижкой 16, которая запирает или открывает расположенный напротив пуансона 10 конец формовочной камеры 7. Привод поршня 15 выполнен пневматическим или гидравлическим.
Устройство для брикетирования имеет датчик пути перемещения 17, который закреплен на узле цилиндр-поршень 8. С помощью датчика пути перемещения возможно обеспечить разнообразные процессы прессования. Скорость пуансона при движении вперед является переменной и может быть использована для получения оптимального результата прессования. Эта переменная скорость пуансона может, например, достигаться с помощью регулируемых насосов при постоянном значении числа оборотов или же с помощью нерегулируемых насосов с преимущественно регулируемыми по частоте приводными моторами.
Выполненный в качестве самостоятельного модуля загрузочный механизм (1-4) присоединен к прессу для брикетирования (6-17) с возможностью замены.
После загрузки в контейнер 1 прессуемый материал, в данном случае металлическая абразивная стружка, при закрытой запорной задвижке 16 с помощью наполняющего шнека 3 подается в трубу 12 и в формовочную камеру 7. При этом влажные вещества и газы шлама отделяются от прочего прессуемого материала с помощью давления наполняющего шнека. Влажные вещества стекают через канавки 13 трубы 12 и затем оттуда собираются и утилизируются (с помощью не приведенного здесь метода). Червячный привод 4 снабжен токоприемником, который срабатывает перед блокировкой наполняющего шнека 3 и останавливает червячный привод 4. Осушенный прессуемый материал в формовочной камере 7 теперь прессуется с помощью пуансона 10 в брикеты, которые удаляются после открытия запорной задвижки 16. Для некоторых видов прессуемого материала более удобным является вариант, когда на пуансон 10 после выполнения первого процесса прессования уменьшается давление и затем еще раз пуансон подается с давлением. Тем самым в брикете легко выводятся сжатые под давлением 5000 кг/м2 остатки воздуха и влаги.
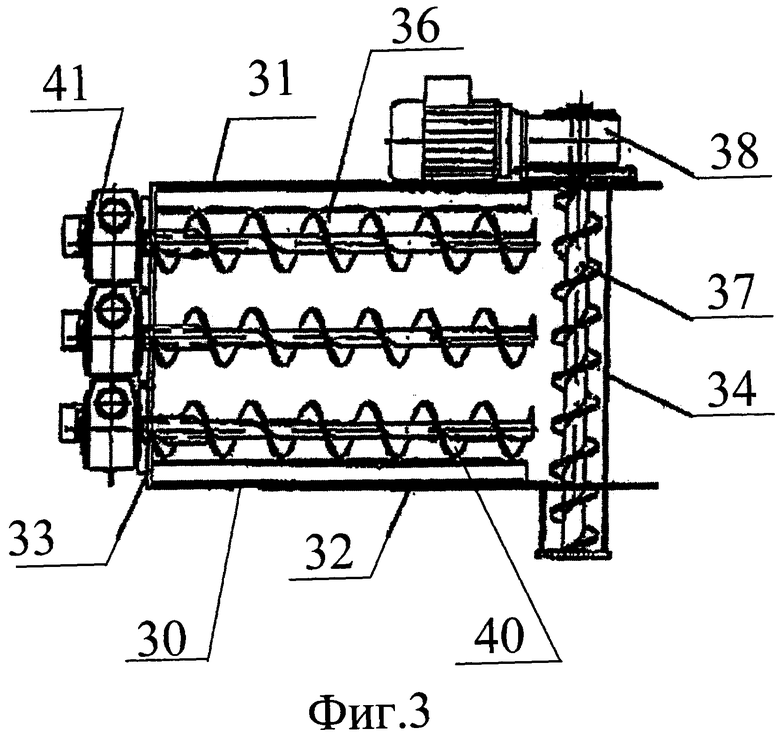
Представленный на фиг.3 другой загрузочный механизм 30 включает контейнер, состоящий из дна 36, двух боковых стенок 31 и 32, передней стенки 33 и расположенной напротив задней стенки 34. Боковые стенки 31 и 32 и задняя стенка 34 примерно одинаковы по высоте; передняя стенка 33 располагается на значительно более низком уровне в том месте, где опорожняется не изображенный контейнер с производственными отходами. На низкой передней стенке 33 закреплены три самостоятельных привода 41 для трех подающих шнеков 40, которые установлены горизонтально и параллельно относительно друг друга над дном 36 и только на передней стенке 33 установлены на подшипниках. Перпендикулярно к продольному направлению подающих шнеков 40 и на одинаковой высоте с ними расположен наполняющий шнек 37, который также расположен над дном 36, имеет собственный привод 38 и установлен только на боковой стенке 31.
В отличие от этого расположения под прямым углом подающих шнеков 40 и наполняющего шнека 37 они могут быть расположены по отношению друг к другу и под другим углом.
Таким образом загрузочный механизм 30 выполнен в виде самостоятельного модуля. Он может быть присоединен к приведенному на фиг.1 и 2 брикетному прессу с возможностью замены.
Присоединение загрузочного механизма (1-4) или 30 к брикетному прессу (6-17) производится преимущественно с помощью стопорного соединения.
При приведении в действие подающих шнеков 40 и наполняющего шнека 37 подающие шнеки 40 перемещают производственные отходы, например, в виде металлической стружки в направлении к наполняющему шнеку 37, который принимает металлическую стружку и направляет ее с изменением направления к брикетному прессу. Обработанная в брикетном прессе металлическая стружка не нуждается в измельчении перед вводом в загрузочный механизм 30. В загрузочном механизме 30 не требуется мешалка для смешения различных видов механической стружки. Таким образом загрузочный механизм способен перерабатывать стружку различной толщины и длины, мотки из металлической стружки и т.п. без какой-либо предварительной подготовки.
Как уже было отмечено, подающие шнеки 40 и наполняющий шнек 37 оснащены отдельными приводами. Указанные отдельные приводы позволяют в случае неравномерного распределения металлической стружки по дну 36 загрузочного механизма 30 эксплуатировать один подающий шнек 40 и останавливать работу другого подающего шнека 40.
Настройка независимого хода отдельных подающих шнеков 40, взаимное соотношение числа оборотов подающих шнеков 40 при вращении вперед либо назад, зависимость хода подающих шнеков 40 и наполняющего шнека 37 от сопротивления обрабатываемых производственных отходов и т.д. управляются программируемыми узлами, которые хорошо известны и не являются предметом изобретения. Эти программируемые узлы могут иметь также различные программы с особыми или сильно отличающимися друг от друга свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССУЮЩАЯ ГОЛОВКА, УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПРЕССУЕМОГО МАТЕРИАЛА И СПОСОБ ПРЕССОВАНИЯ ПРЕССУЕМОГО МАТЕРИАЛА | 2016 |
|
RU2732538C1 |
| Брикетный пресс | 1984 |
|
SU1192712A1 |
| Брикетный пресс для сельскохозяйственных продуктов | 1973 |
|
SU503482A3 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ ТИТАНОВОЙ СТРУЖКИ | 1995 |
|
RU2173236C2 |
| ПРЕСС БРИКЕТНЫЙ УНИВЕРСАЛЬНЫЙ | 1998 |
|
RU2147994C1 |
| Подпрессовщик брикетного пресса | 1987 |
|
SU1500507A1 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |
| БАРАБАННЫЙ БРИКЕТНЫЙ ПРЕСС | 1998 |
|
RU2157762C2 |
| ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ КОРМОВ | 2007 |
|
RU2347679C2 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450929C2 |
Изобретение относится к устройствам для брикетирования пылевидных производственных отходов и шлама, преимущественно абразивной металлической стружки. Устройство содержит загрузочный механизм с контейнером для заполнения прессуемым материалом, размещенный в контейнере наполняющий шнек и брикетный пресс. Наполняющий шнек приводится в действие червячным приводом и выталкивает прессуемый материал через отверстие контейнера. Брикетный пресс выполнен с формовочной камерой, в которой установлен пуансон с возможностью перемещения. Формовочная камера выполнена с загрузочным отверстием для загрузки выталкиваемого из отверстия контейнера прессуемого материала и запорной задвижкой для закрытия и открытия конца формовочной камеры. Загрузочный механизм выполнен в виде самостоятельного модуля и присоединен к брикетному прессу с возможностью замены. В результате обеспечивается создание устройства для брикетирования, которое обеспечивает применение различных загрузочных механизмов. 8 з.п. ф-лы, 3 ил.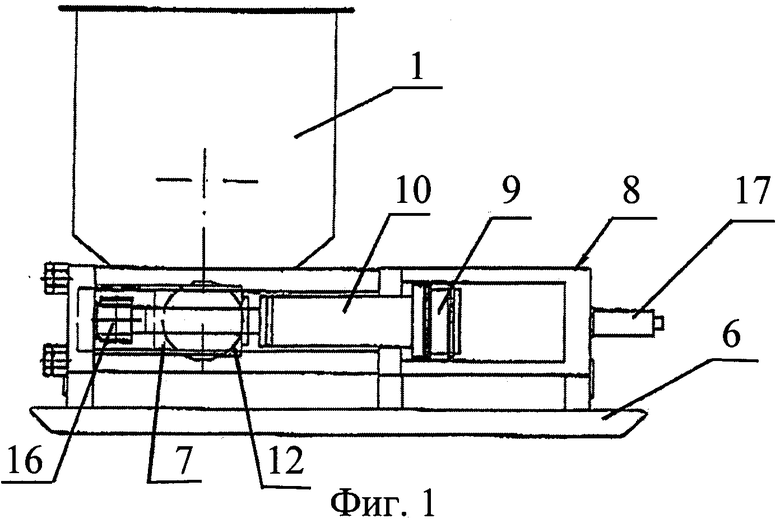
| Нуль-индикатор фазового сдвига | 1978 |
|
SU748276A2 |
| Автоматический сборочный комплекс | 1987 |
|
SU1521545A1 |
| JP 2002178196 A1, 25.06.2002 | |||
| US 2002062745 A1, 30.05.2002 | |||
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙСТРУЖКИ | 0 |
|
SU187054A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ПЛИТ волокнистых | 0 |
|
SU361897A1 |
| JP 10000528 A1, 06.01.1998. | |||

