Изобретение касается способа получения продуктов помола зерновых культур, например, мука, крупа, дунст и т. д. путем вальцового измельчения и отсеивания специфических фракций продукта в соответствии с системой высокого помола.
При получении хлебной муки знают две принципиально различных размольных технологии. Обойная или цельная темная мука получается путем однократного, двойного или тройного размола целых зерен с помощью двух или трех размольных систем и при необходимости отсеивания части шелухи или самых наружных слоев зерна.
Эта система имеет преимущества. Сохраняются почти все составные части зерна, и в виде хлеба и других зерновых продуктов обеспечивается высококачественное питание людей. Однако полученные посредством цельного размола продукты имеют лишь ограниченную сохраняемость. Соответствующие реформированные продукты предназначены в большинстве случаев для немедленного потребления. Обычно, преимущественно к наружной стороне зерна, к оболочке прилипают грязь, бактерии, споры грибков и т. д. Именно они являются теми загрязнениями, которые ухудшают качество продуктов и снижают сохраняемость или повышают опасность порчи продуктов размола и снижают качество конечных продуктов.
Часто мало внимания уделяется тому факту, что хлебное зерно состоит из многих сильно отличающихся частей. Эти различные части придают конечным продуктам мельницы, т. е. муке, крупе и/или дунсту, необходимые свойства, например специфические свойства выпечки. Условием управления этими критериями качества является возможность изолированного получения различных частей зерна. Такие необходимые для определенной потребности продукты при простом низком помоле с помощью лишь нескольких размольных систем не могут отделяться экономично. Лишь так называемый высокий помол обеспечивает получение необходимого в настоящее время для современных привычек питания разнообразия выходных продуктов.
Высокий помол отличается многократно повторяемым размолом и просеиванием после каждого размола. Два-три десятилетия назад этот процесс часто повторялся 15-20 раз. С помощью недавней разработки удалось доказать, что уже при двенадцати-пятнадцатикратном размоле при хорошем управлении производством получаются такие же результаты. С начала 70-х годов непродолжительный высокий помол по сравнению с применявшимся до этого высоким помолом почти во всем мире реализуется как уровень техники.
Хороший мельник в состоянии даже из сильно меняющихся сырых материалов путем смешивания зерна различного качества и целенаправленного управления мельницей получить стандарт качества, которого требует занимающаяся дальнейшей переработкой промышленность, например пекарь, макаронная фабрика и т. д.
Чтобы выстоять в конкурентной борьбе мельница из определенного количества сырья должна вырабатывать определенное количество конечных продуктов высокого качества и тем самым высокой стоимости. Это означает, что мукомольная мельница постоянно стремится добиваться высокого выхода светлой муки, крупы и т. д. Только при высоком выходе и соблюдении критериев качества мельница работает хорошо. Немаловажным аспектом общей экономичности является объем необходимого оборудования, который на мельнице непосредственно зависит, например, от количества размольных и просеивающих агрегатов и необходимого пространства. Размол при традиционном мельничном деле дальше сокращен быть не может без непосредственного одновременного уменьшения выхода или снижения качества продуктов размола. В этом отношении в течение нескольких лет можно констатировать застой в развитии мельничной технологии размола.
Цель изобретения разработка нового способа размола, при использовании которого можно улучшить экономичность мельницы, предпочтительно при полном сохранении гибкости или приспосабливаемости мельницы к специфической задаче размола, качества продуктов размола и/или контролируемости процесса размола.
Размалываемый продукт многократно пропускается через двойные размольные системы без промежуточного просеивания, причем можно управлять каждым размолом и контролировать каждый размол.
Таким образом, размалываемый продукт предпочтительно просеивается после каждой двойной размольной системы.
Тройной размол без промежуточного просеивания, как это делалось в начале современного мельничного дела, дает явно худшие результаты. Отчасти это можно объяснить сильным нагревом материала, однако преимущественно тем, что при тройном размоле без промежуточного просеивания значительно большая часть размалываемого материала нецелесообразно измельчается или на слишком ранней стадии производится слишком много тонкой фракции. В этом вероятно заключается один из важнейших секретов мельничного размола, а именно в том, что каждая операция проводится под контролем и наблюдением. Старший мельник по своему опыту знает в любом месте, что он делает. Поэтому на каждой стадии размола на практике создаются специальные условия, например, путем регулирования мелющей щели, специального рифления, дифференциального механизма мельничных вальцов, пропускной способности размольной системы и т. д.
Однако особенно неожиданным был тот факт, что система двойного размола может быть с преимуществом использована не только в первых двух системах грубого размола, т. е. в В1/В2, но и, например, в первых размольных системах С1/С2. Помимо этого даже при, по меньшей мере, большей части сырья можно успешно использовать в В3/В4 или, например, С3/С4 двойную систему размола. Кроме того, применение может найти только одна, две или три из упомянутых возможностей, а во всех остальных системах применяется лишь однократный размол с последующим просеиванием. При очень равномерном качестве сырого зерна все размольные системы могут быть выполнены в виде двойных размольных систем.
Открывается для процесса размола разнообразное развитие, которое, например, заключается в том, что мельница имеет комбинацию двойных и одиночных размольных систем, причем размалываемый материал промежуточно просеивается после двойной и каждой одиночной системы размола.
Отсюда вытекает целый ряд преимущественных возможностей вариации. Как известно, большинство мельничных машин имеет большой срок службы. Многие существующие мельницы при использовании новой идеи могут повысить производительность без решения пространственных проблем, а именно благодаря установке одной, двух, трех, четырех или большего количества двойных размольных систем. Так как и в просеивающих машинах упраздняется соответствующее количество просеивающих систем, внутри существующего здания мельницы могут быть размещены большие производственные мощности. Другая возможность заключается в том, что благодаря целенаправленному выбору соответствующих одиночных и двойных размольных систем более оптимально используется новое здание мельницы, причем количество установленных машин уменьшается по сравнению с уровнем техники, что в итоге выражается в закупочной цене. Несмотря на это могут гарантироваться такие же параметры качества, это обеспечивается благодаря неизменным возможностям вмешательства в управление размолом.
Особенно предпочтительным является то, что материал, по меньшей мере, дважды пропускается через двойные размольные системы, например через комбинацию В1/B2 и C1/C2, и/или В1/В2 и В3/В4, и/или С1/С2 и С3/C4, причем
материал просеивается после каждой двойной размольной системы.
Изобретение касается вальцового станка для размола зерна с целью получения муки, крупы, дунста и т. д. и отличается тем, что он имеет двойной узел соответственно с двумя расположенными на определенном расстоянии друг над другом парами вальцов. В дальнейшем он называется также восьмивальцовым станком.
В форме восьмивальцового станка для мельника создается также новая возможность контроля, так как можно одновременно и на том же месте контролировать два размольных каскада. Это означает, что сразу можно оценивать как изменение, например, первой пары мельничных вальцов, так и второй пары мельничных вальцов, а также влияние изменения первой пары мельничных вальцов на результат размола возможно неизменной второй пары мельничных вальцов. В области высокого помола это до сих пор было невозможно. Благодаря тому, что между каждыми размолами осуществляется просеивание, в уровне техники необходимо было выжидать не только определенное время, пока материал не прошел просеивание и второй размольный каскад, но и пока не изменился также состав размалываемого материала с помощью каждого промежуточно включенного просеивания, так как отдельные фракции на- правлялись на другие системы. Оказалось, что небольшой недостаток, заключающийся в том, что в процессе второго размола небольшая часть измельчается без надобности, более чем компенсируется пре- имуществом непосредственно возможности контроля, а также непосредственно воздействия на обе пары мельничных вальцов.
Особенно предпочтительным является расположение под каждой парой мельничных вальцов воронок для отвода продукта, которые имеют контрольную дверцу для проверки размалываемого материала после каждого размола.
Однако этим для мельника управление мельницей в отношении размола почти не изменилось, хотя новое решение дает совершенно неожиданные преимущества. Новая идея не требует осуществления слепого двойного размола, более того, благодаря непосредственному контролю первой и второй ступени каждого двойного размольного каскада, под контролем держится непосредственно результат размола обоих измельчений. Поэтому это оказалось особенно важным, так как мельничный размол является не просто измельчением, а скорее многоступенчатым осторожным раскрытием зерна, разделением частей эндосперма, осторожным размалыванием крупных частей, например для крупки, предназначенной для получения макаронных изделий, и т. д. Поэтому критериями оценки являются не просто распределение зернистости, а визуальное впечатление от первого грубого помола, качество на ощупь продуктов помола, цвет, доля муки тонкого помола и т. д. Однако для этого имеют также значение такие факторы, как состояние вальцов, острота рифления, принцип работы ножевых скребков и щеток вальцов и т. д. Поэтому без преувеличения можно сказать, что сумма этих параметров, характеризуемых не совсем профессионально работающими на мельнице лицами, как типовые факторы, имеют на практике такое же большое значение, как и легко контролируемый с помощью средств автоматики мелющий зазор. Без знания этого обстоятельства дела в довольно многих технических специальных областях мнимый технический прогресс оказывается фактическим шагом назад, который намного больше нуждается в применении в конце расчета, чем желаемая экономия, к которой стремятся с помощью этого прогресса.
Кроме того, каждая пара вальцов оснащается совершенно индивидуальными регулирующими устройствами, а также устройствами для отделения инородных тел.
Однако с помощью изобретения открываются совершенно различные режимы работы. Так, может осуществляться централизованное регулирование обоих расположенных друг над другом пар мельничных вальцов по фактически потребляемой мощности двигателя по отношению к пропускной способности. При этом можно управлять только одной из двух пар вальцов, предпочтительно верхней, с помощью средств автоматики по определенному расстоянию между вальцами. Благодаря этому может быть реализовано определенное заранее заданное автоматическое управление всеми мелющими зазорами и регулирование интенсивности мельничной работы через потребляемую двигателями мощность нескольких двойных пар вальцов.
Кроме того, особенно предпочтительным для управления мельничной работой оказалось то, что вальцы одной пары расположены на одном горизонтальном уровне. Это позволяет, например, легко менять вальцы и каждую пару вальцов выполнять в виде сменного конструктивного узла.
Если аспирация камеры питания соединена с выводом продукта с помощью воронки для вывода продукта, удается избежать выхода пыли, в частности, не возникает никакой помехи для контроля мельничной работы, когда открывается контрольная дверца верхней пары вальцов или нижней пары вальцов, или обеих вместе.
Мельничный размол, кроме того, предполагает, что в большом количестве систем мельничные валки одной пары имеют различные скорости вращения, причем, как правило, все вальцы восьмивальцового станка имеют предпочтительно одинаковый диаметр.
Обе расположенные непосредственно друг над другом пары вальцов имеют общее средство управления для включения и выключения подвижных вальцов (при наличии или отсутствии размалываемого материала).
Другая, особенно предпочтительная, идея усовершенствования заключается в том, что устройство регулирования мелющей щели сопряжено соответственно с дистанционной системой управления и имеется вычислительное устройство для накопления и повторного вызова специфических для каждой задачи размола регулировок мелющей щели, а также всех остальных заданных параметров средств переработки и транспортировки.
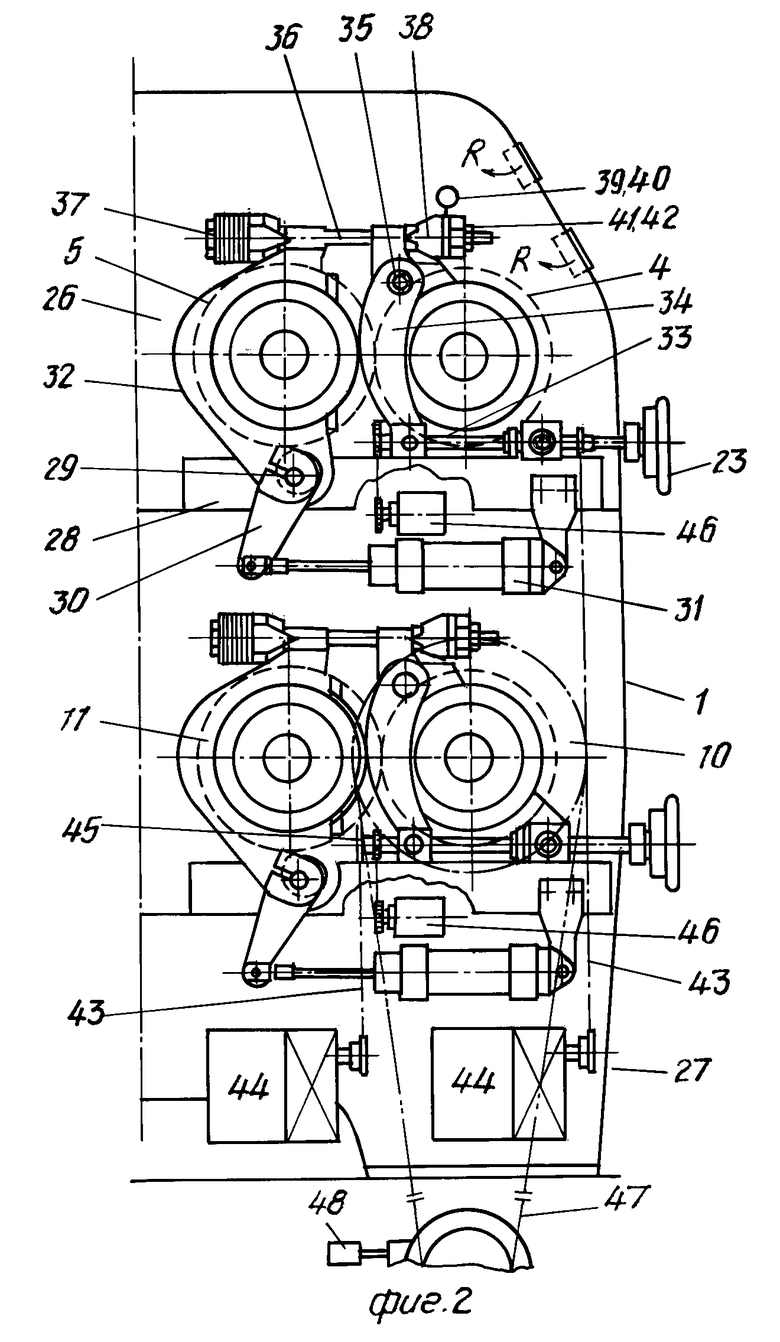
На фиг. 1 показан восьмивальцовый станок, поперечный разрез; на фиг. 2 то же, вид сбоку с опорным узлом, устройством регулирования мельничных вальцов, приводом и т. д. на фиг. 3 процесс размола и просеивания в виде примера исполнения.
Восьмивальцовый станок 1 состоит из двух половин, левая половина представлена в виде системы 2 грубого помола и правая половина в виде размольной системы 3. Система 2 грубого помола имеет в большинстве случаев рифленые вальцы 4 и 5, причем более быстро вращающийся валец 5 маркирован двумя стрелками. Под вальцами 4 и 5 находится счищающие щетки 6. В размольных системах применяются чаще всего гладкие вальцы 7 и 8 и счищающие ножи 9 для поддержания чистоты поверхности вальцов. В зависимости от специфической задачи размола соответственно нижняя пара вальцов 10, 11 или 12, 13 имеет такой же тип вальцов, т. е. вальцы выполнены с грубым рифлением, тонким рифлением или в виде гладких вальцов, т. е. имеют такую же поверхность, что и верхние вальцы.
Материал через питающий цилиндр 14 направляется слева или справа в вальцовый станок 1. При этом только у мельниц большой мощности, как показано на фиг. 1, левая и правая половины вальцового станка выполнены идентичными таким образом, что обе половины должны перерабатывать соответственно по половине количества загружаемого материала. В питающем цилиндре 14 выполнен чувствительный элемент 15 в виде так называемой "елочки", который управляет подачей продукта так, что соответственно поступающее количество материала, которое поступает в питающий цилиндр 14, в том же объеме выдается через устройство подачи продукта. Материал по питающему каналу 16 непосредственно направляется в мелющую щель. В питающем канале 16 создается сильный воздушный поток, что предпочтительным образом может быть обеспечено с помощью обведенных вокруг вальцов 4, 5 или 7, 8 воздушных каналов 17. Грубо размолотый верхней парой вальцов 4, 5 материал через воронку 18 для отвода продукта направляется непосредственно в мелющую щель нижней пары вальцов 10, 11. В случае с нижними вальцами 10, 11 воздух также всасывается через воздушные каналы 17. Размалываемый материал через воронку 19 для отвода продукта и передаточный элемент 20 передается промежуточным передающим устройствам. С помощью регулирующего устройства 21 все четыре пары вальцов 4, 5 10, 11 7, 8 12, 13 могут регулироваться относительно мелющей щели. Все остальные устройства, например устройства защиты от попадания инородных тел, включающее и выключающее устройство и т. д. используются так же, как и в нормальных четырехвальцовых станках. Оказалось, что показанный в упомянутой публикации унифицированный узел пары вальцов может быть использован с большим преимуществом также в восьмивальцовом стане так, что в случае комбинации восьмивальцовых и четырехвальцовых станков в любом случае можно рассчитывать на такую же конструкцию так называемого пакета вальцов, что является дальнейшим преимуществом как для изготовителя, так и для использователя.
В отдельных случаях над нижней парой вальцов могут предусматриваться питающие вальцы или вальцы распределения продукта. Однако включение и выключение вальцов обеих пар осуществляется предпочтительно с помощью общего чувствительного элемента.
На правой половине фиг. 1 в воронке 19 для отвода продукта дополнительно изображен воздухопровод 22. Это может дать преимущество при размалываемых в виде дунста или муки материалах, так как благодаря раздельным воздухопроводу и продуктопроводу возможно более компактное направление падающего продуктопотока.
Каждая пара вальцов (4, 5 7, 8) имеет собственное устройство регулирования мелющей щели, которое состоит из маховичка 23, а также из соответствующих перемещающих элементов. Дополнительно может быть предусмотрено приводимое в действие с помощью электродвигателя перемещающее устройство, причем с помощью индикатора 24 можно контролировать мгновенную величину зазора между двумя мельничными вальцами. Кроме того, перемещение с помощью электродвигателя может осуществляться с помощью вычислительного устройства (R) и запоминающего устройства (Sp) автоматически.
Кроме того, с каждой парой вальцов сопряжена контрольная дверца 25, которая на правой половине фиг. 1 изображена вверху в закрытом и внизу в открытом положениях. Независимо от того, работает вальцовый станок или нет, контрольная дверца может открываться. При этом с помощью описанных каналов 17, 22 могут поддерживаться постоянные условия давления воздуха и тем самым постоянные условия размола.
На фиг. 2 показаны перемещающие органы в виде узла 26 и управляемый перемещающий привод 27. Два мельничных вальца 4 и 5 опираются на общую опору 28. Свободный валец 5 закреплен на неподвижном кривошипе 29 с возможностью поворота, причем управление включением и выключением осуществляется с помощью соответствующего рычага 30, а также выключающего цилиндра 31. Благодаря повороту рычага 30 кривошип 29 поворачивается и вызывает горизонтальное перемещение нижней части поворотного корпуса подшипника 32 так, что тем самым заранее может устанавливаться предварительный зазор между обоими мельничными вальцами. Для точной установки мельничных вальцов это устройство подходило бы хуже. Это устройство используется также только для того, чтобы привести мельничные вальцы во включенное или выключенное положение или в два фиксированных положения. Непосредственная точная установка мельничных вальцов 4 и 5 осуществляется с помощью регулирующего шпинделя 33, который благодаря вращению перемещает непосредственно устанавливающий рычаг 34 вокруг неподвижной опоры вращения 35. Верхний более короткий конец устанавливающего рычага 34 с помощью тяги 36 соединен с силовым замыканием с поворотным корпусом подшипника 32. Передача усилия осуществляется с помощью ножевой опоры, которая имеется на одной стороне части перегрузочного пружинного предохранителя 37. На противоположной стороне тяги 36 расположена поддерживающая головка контропоры 38, а также устройство 39 для измерения давления с индикатором 40. Чтобы при выполнении работ по обслуживанию можно было устанавливать мельничные вальцы параллельно, на соответственно необходимой стороне с помощью регулировочных винтов 41, 42 можно осуществлять коррекцию. Регулирующий шпиндель 33 неподвижно удерживается опорой 28 и может приводиться в действие только с помощью маховичка 23, который имеет непосредственно встроенный индикатор, или с помощью моторных средств, передаточной цепи 43, а также редукторного или приводного двигателя 44. Приводной двигатель 44 закреплен на вальцовом станке 1 и с помощью проскальзывающей муфты и цепной звездочки 45 соединен непосредственно с регулирующим шпинделем 33.
Кроме того, с регулирующим шпинделем 33 соединен позиционный датчик 46 так, что любое перемещение цепной звездочки 45 или маховичка 23 регистрируется позиционным датчиком 46 и продолжается до желаемого положения. На фиг. 2, кроме того, обозначен приводной ремень 47 для привода мельничных вальцов 4 и 5 или 10 и 11. Можно также в системе привода предусмотреть электрическое устройство 48 для измерения и индикации потребляемой мощности. Тем самым можно, например, ограничить потребляемую электрическую мощность нижним и верхним значением и при выходе этого значения за пределы заранее выбранного диапазона, например, выключаются одна или обе пары мельничных вальцов. Однако тем самым может также регулироваться, например, электрическая потребляемая мощность, как функция нижней мелющей щели, причем в этом примере верхняя мелющая щель устанавливается с помощью автоматики фиксированной.
Координирование всех сигналов вальцового станка и управление ими осуществляется предпочтительно с помощью вычислительного устройства R машины, причем вычислительное устройство машины все необходимые заданные величины может вызывать из центрального компьютера с запоминающим устройством SP. Индикатор положения оснащается предпочтительно выключателем предельного положения, который может быть настроен на заранее выбранное предельное значение, и таким способом можно предотвратить неправильную автоматическую настройку. Выключатель предельного положения имеет преимущество, заключающееся в том, что с его помощью может предотвращаться также неправильная ручная настройка, так как маховичок, как и автоматическое перемещение, дает в итоге путь перемещения цепи 43. Позиционный датчик 46, точно также как и приводной электродвигатель 44, может быть соединен с устройством ввода и индикации, которое получает сигналы от вычислительного устройства машины или подает сигналы на это вычислительное устройство в соответствии с цифровой индикацией и положением клавиатуры ручного ввода данных. В том же смысле устройство измерения давления 39 с индикатором 40 может быть подключено к вычислительному устройству машины. В зависимости от степени доработки вальцового станка может быть предусмотрено одно или несколько предохранительных устройств на самом станке. Если, например, устанавливаются рифленые вальцы, контроль давления при размоле менее важен, чем контроль зазора между мельничными вальцами. В этом случае преимущество достигается с помощью индикатора положения или устройства для измерения зазора. Наоборот обстоит дело при использовании гладких вальцов, когда больше преимуществ дает контроль давления. С помощью вычислительного устройства и обозначенных сигнальных линий необходимо показать, что компьютер или запоминающее устройство управляет некоторым количеством, при необходимости всеми вальцовыми станками в мельнице, и если необходимо, координирует также функции регулирования.
Кроме того, особенно предпочтительным оказалось то, что цифровая индикация отображает величину в соответствии с измерением времени (астрономическое время 0,5.50) и предпочтительно воспроизводит идентичную величину в соответствии с устройством индикации положения или индикатором маховичка.
Преимущество заключается в том, что сравниваются опытные данные неавтоматизированных или не имеющих дистанционного управления вальцовых станков и могут использоваться для построения или усовершенствования соответствующих программ управления.
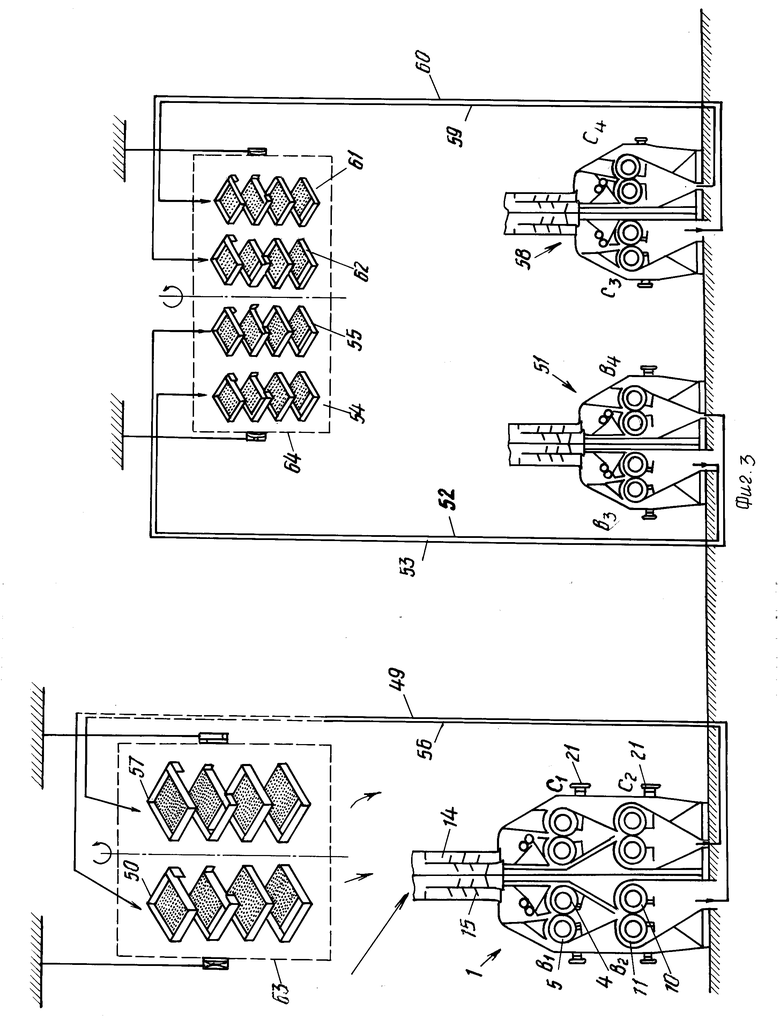
На фиг. 3 показана комбинация из двойных и одиночных размольных систем. При этом двойные размольные системы В1/В2 и С1/С2 объединены в одном единственном восьмивальцовом станке 1. Транспортный трубопровод 49 подает продукт размола первой двойной размольной системы В1/В2 на первое большое просеивающее отделение 50. Третий продукт грубого размола В3 также, как и четвертый продукт грубого размола В4, размалываются в соответствующей одиночной размольной системе в четырехвальцовом станке 51. Подъемные устройства 52 или 53 подают третий или четвертый продукт грубого размола в соответствующее просеивающее отделение 54 или 55. Обе первые размольные системы С2 и С1 вновь выполнены в виде двойной размольной системы. Поступающий от С2 материал по пневматическому транспортному трубопроводу 56 подается во второе большое просеивающее отделение 57. Размольные системы С3 и С4 вновь выполнены в виде одиночных размольных систем (четырехвальцовый станок 58) и соответствующие продукты с помощью подъемных устройств 59 и 60 подаются в соответствующее третье или четвертое просеивающее отделение 61 и 62. Последующие размольные системы точно также, как и не показанные на чертеже последние измельчающие системы, в зависимости от специальных требований, предъявляемых к мельнице, могут быть выполнены в виде двойных или одиночных размольных систем.
Имеющие большую поверхность просеивающие отделения 50, 57 и т. д. могут быть объединены в специальный большой рассев 63, соответственно и просеивающие отделения 54, 55, 61, 62 могут быть объединены в рассев 64 в соответствии с уровнем техники.

Сущность изобретения: станок содержит два узла, каждый из которых включает камеру питания, две пары вальцов, расположенных друг над другом с зазором, с индивидуальными регулирующими механизмами. Станок включает механизм для удаления инородных примесей, воронки для отвода продукта с контрольными дверцами и средство управления включением вальцов. 5 з.п. ф-лы, 3 ил.
| Дорожная плита | 2018 |
|
RU2730166C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
