Изобретение относится к литейному производству, в частности к формовочным самотвердеющим смесям для изготовления литейных стержней и форм.
Цель изобретения регулирование живучести и скорости твердения смеси, а также повышения прочности на всех этапах ее твердения.
Регулирование в широких пределах живучести и скорости твердения смесей осуществляют сложноэфирным отвердителем: ацетатами этиленгликоля, представляющие собой смесь диацетата (ДАЦЭГ) и моноацетата этиленгликоля (МАЦЭГ) при соотношении ДАЦЭГ/МАЦЭГ в пределах от 15,65:1 до 0,53: 1 и уксусную кислоту при следующем соотношении ингредиентов, мас. Моноацетат этилен- гликоля 6,0-65,0 Диацетат этилен- гликоля 34,5-93,9 Уксусная кислота 0,1-0,5
При соотношении ДАЦЭГ/МАЦЭГ=15,65:1 (содержание МАЦЭГ в составе отвердителя 6,0 масс. и ДАЦЭГ 93,9%) живучесть смеси составляет около 120 мин, а при соотношении ДАЦЭГ/МАЦЭГ=0,53:1 (содержание МАЦЭГ 65 мас. ДАЦЭГ 34,5 мас. ) живучесть смеси равна 4-5 мин.
Получаемые при указанных крайних соотношениях ДАЦЭГ/МАЦЭГ в отвердителе и достигаемых при этом максимальных и минимальных значения живучести охватывают все возможные встречающиеся на практике случаи изготовления форм и стержней различных размеров в различных условиях производства. Промежуточные значения живучести получают при промежуточных значениях указанных соотношений.
В табл. 1 показана зависимость живучести и скорости твердения смеси с ацетатами этиленгликоля от изменения соотношения ДАЦЭГ/МАЦЭГ. Живучесть смесей определялась на приборе конструкции НПО ЦНИИТМАШ, работающему по принципу измерения сопротивления вращающегося в свежеприготовленной смеси крестообразного ротора. Скорость или продолжительность твердения соответствует времени набора смесью манипуляторной прочности равной по нашим данным 0,4 МПа. По времени она в полтора-два раза превышает живучесть.
На живучесть и скорость твердения заметное влияние оказывает температура окружающего воздуха или наполнителя.
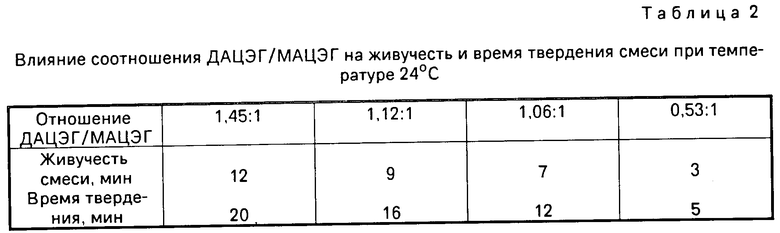
В табл. 1 приведены экспериментальные данные для средних значений температур 15-16оС. В табл.2 представлены некоторые данные по влиянию соотношения ДАЦЭГ/МАЦЭГ на живучесть и скорость твердения для повышенной температуре воздуха (24оС).
Приведенные в табл.1 и 2 зависимости получены при приготовлении смесей с многочисленными образцами предлагаемых нами отвердителей ацетатов этиленгликоля следующего состава (мас.): Кварцевый песок 100 Жидкое стекло (М=2,5; γ 1470 кг/м3) 3,5 Ацетаты этиленгликоля 0,35
Увеличение соотношения ДАЦЭГ/МАЦЭГ сверх 15,65:1 нецелесообразно из-за слишком большой живучести смеси 2-х часов не диктуемой практической необходимостью. Уменьшение соотношения ДАЦЭГ/МАЦЭГ=0,53:1 нежелательно, так как при живучести смеси меньше 3-5 мин твердение смеси частично происходит при перемешивании, прочность ее снижается, а осыпаемость возрастает.
Изменение соотношения ДАЦЭГ/МАЦЭГ достигается изменением молярного отношения исходных компонентов синтеза уксусной кислоты и этиленгликоля, а также изменением режима синтеза ацетатов этиленгликоля.
По приведенным в известной публикации (2) данным, в некоторых образцах сложных эфиров 1, 6, 5, 4 соотношение ДАЦЭГ/МАЦЭГ находится в заявляемых нами пределах, однако в них содержатся также прочные эфиры: диацетаты ди- и триэтиленгликоля и др. количество которых колеблется в пределах от 4,0% до 21,9% Эти прочие эфиры могут существенно влиять на качество отвердителя, в частности на его отверждающую способность, а также на живучесть и скорость твердения смеси.
В используемых ацетатах этиленгликоля содержание уксусной кислоты находится в пределах 0,1-0,5% Уксусная кислота в количествах до 0,5% стабилизует отвердитель, препятствует протеканию гидролиза сложного эфира, т.к. уксусная кислота является одним из продуктов гидролиза. В то же время свободная уксусная кислота придает отвердителю специфический неприятный запах, ухудшая экологическую характеристику отвердителя и поэтому повышенное ее содержание в польских отвердителях является их недостатком.
Рекомендуемый разработчиком отвердителей Флодур Краковским литейным институтом, состав смеси мас. следующий:
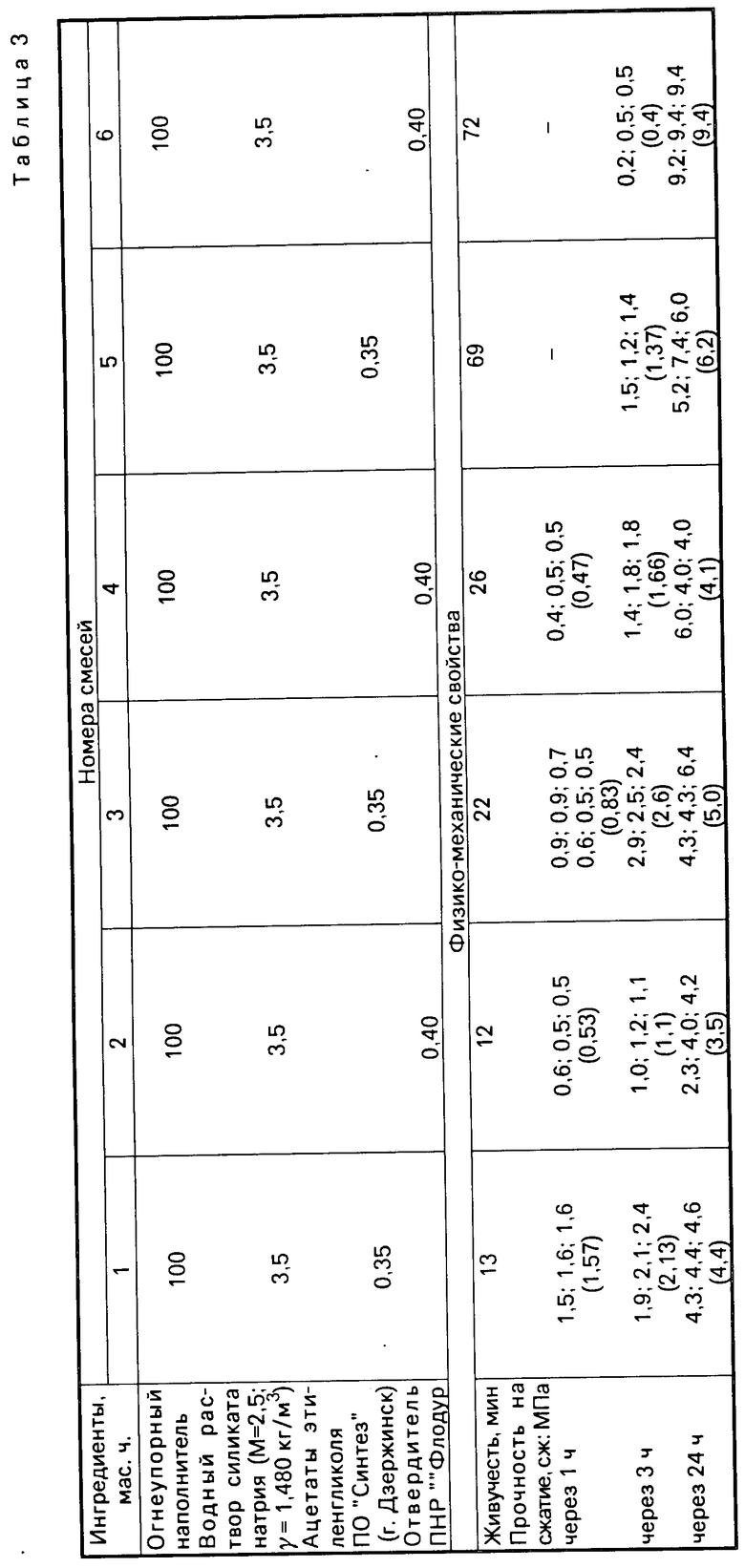
В табл. 3 представлены результаты, проведенных нами сравнительных испытаний польских отвердителей Флодур по приведенной выше рецептуре смесей и предлагаемых нами отвердителей ацетатов этиленгликоля, приготовлявшихся по той же рецептуре, но при меньшем содержании отвердителя в смеси 0,35. Сравнения проводились с тремя разными марками польских и аналогичными тремя марками заявляемых ацетатов этиленгликоля, синтезированных Дзержинским ПО "Синтез", и с примерно одинаковой активностью, обеспечивающими смесями близкие значения живучести.
Из сравнения свойств смесей 1 и 2, 3 и 4, 5 и 6, приготовлявшихся, соответственно, на отечественных и польских отвердителях, видно, что прочностные характеристики у первых смесей с отечественными отвердителями, выше, чем у смесей с польскими отвердителями, несмотря на более высокое содержание отвердителя Флодур во вторых смесях. Кроме того, как отмечалось выше, отвердители Флодур имеют неприятный запах, в то время как в отечественных отвердителях запах практически отсутствует.
Смесь приготавливают следующим образом: песок (наполнитель) сначала перемешивается со сложноэфирным отвердителем, а затем вводится жидкое стекло и осуществляют кратковременное перемешивание смеси. Такой порядок ввода компонентов позволяет сначала равномерно распределить по поверхности наполнителя малое количество отвердителя, а затем ввести связующее. Для равномерного распределения жидкого стекла требуется меньше времени, так как его содержание в смеси в 10 раз больше, чем отвердителя. При введении в смесь отвердителя в последнюю очередь нет возможности равномерно распределить по пленке жидкого стекла малое количество отвердителя, вступающих при этом во взаимодействие друг с другом, что приводит к снижению живучести, прочности и повышенной осыпаемости. Кроме того, краевой угол смачивания у жидкого стекла больше, чем у сложноэфирного отвердителя, поэтому для лучшего распределения компонентов жидкое стекло следует вводить после отвердителя, а не наоборот. Описанный выше рациональный порядок ввода компонентов обеспечивает получение более высоких физико-механических свойств смеси, что подтверждается приведенными ниже экспериментальными данными. Смеси приготовлялись в смесителе периодического действия.
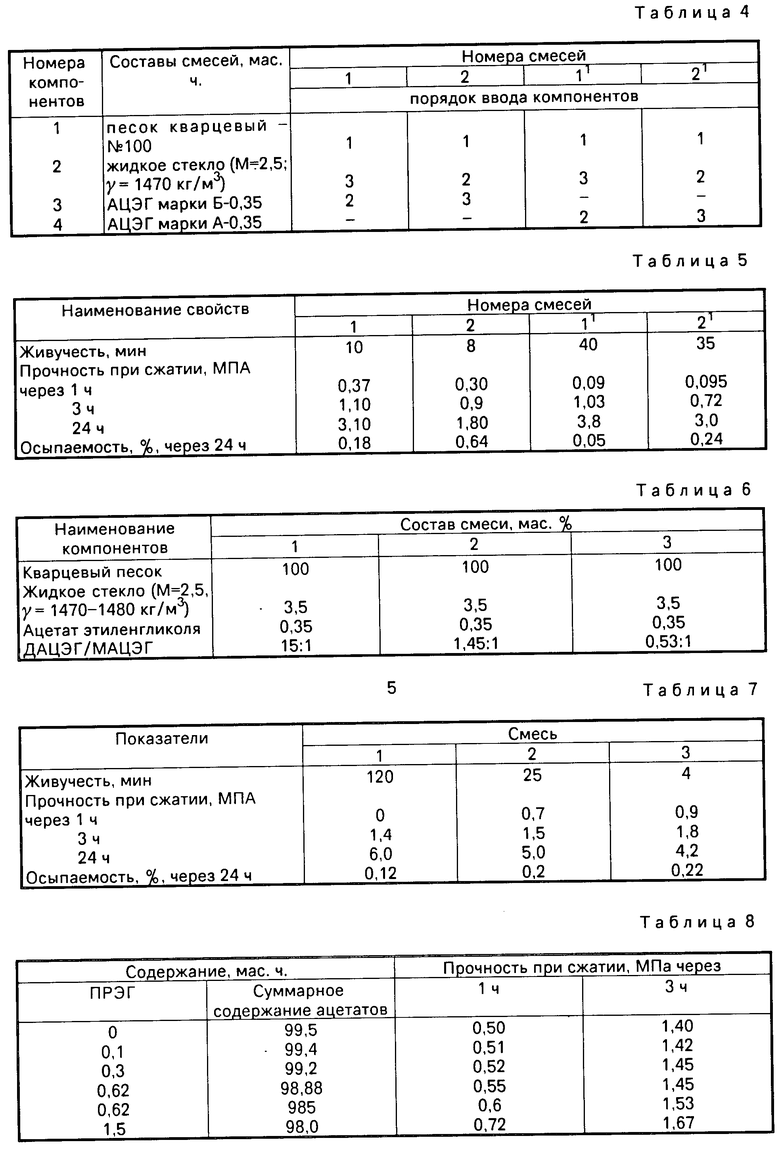
Смесь 1 и 11 готовилась при следующем порядке ввода компонентов 100 мас. ч. песка перемешивались в течение 1,5 мин и 0,35 мас.ч. сложноэфирного отвердителя, затем вводилось 3,5 мас.ч. жидкого стекла и перемешивание продолжали еще 1 мин. При приготовлении смеси 2 и 21 с песком перемешивалось 1,5 мин указанное выше количество жидкого стекла, затем вводилось заданное количество отвердителя и перемешивали еще 1 мин).
Смеси 1,2 и 11 и 21 отличались друг от друга разной активностью отвердителей. В первых двух смесях применялся активный отвердитель марки Б (быстрый), а в двух других малоактивный отвердитель марки М. Составы смесей приведены в табл.4.
При приготовлении смеси в смесителях непрерывного действия в смесительную камеру также сначала подают отвердитель, а затем на некотором расстоянии от подачи отвердителя вводят жидкое стекло.
Регулирования живучести и скорости твердения смеси имеют место при следующем содержании компонентов (мас.): Жидкое стекло (М=2,2-3,0; γ1350-1520 кг/м3) 1,5-6,0 Отвердитель (ацетаты этиленгликоля) 0,10-0,6 Наполнитель Остальное
Изменение модуля жидкого стекла в интервале 2,2-3,0 позволяет дополнительно регулировать живучесть и скорость твердения смеси при любой выбранной марке отвердителя.
Предпочтительный модуль жидкого стекла при использовании в качестве отвердителей АЦЭГ 2,4-2,6. Так, если живучесть смесей с АЦЭГ при модуле 2,5 составляет 18-20 мин, то при снижении модуля до 2,2 живучесть увеличивается до 30-35 мин, а при повышении модуля до 3,0 живучесть сокращается до 5-6 мин. Однако снижение модуля до 2,2 заметно ухудшает выбиваемость смеси, а повышение модуля до 2,8-3,0 приводит к увеличению осыпаемости и снижению прочности смесей. Поэтому лучшим способом регулирования живучести и скорости твердения является выбор марки отвердителя, обеспечивающего необходимую живучесть или сочетание двух марок отвердителей различной активности. Плотность жидкого стекла может изменяться в пределах 1350-1520 кг/м3 при указанных количествах связующего без существенного изменения начальных прочностей смесей (в первые части твердения). Плотность жидкого стекла оказывает влияние лишь на конечные прочности (через 1 сут и более), которые во всех случаях достаточно высоки.
Снижение содержания жидкого стекла до 1,5 мас. возможно при использовании кондиционных обогащенных кварцевых песков или использования в качестве наполнителей высокоогнеупорных материалов, таких как циркон, дистенсиллиманит и др. а также при введении в смесь специальных упрочняющих добавок.
При использовании кварцевых песков среднего качества при 1,5% (по массе) связующего (и ниже) смесь имеет низкую прочность и повышенную осыпаемость.
Увеличение связующего сверх 5,0% (по массе) нецелесообразно, так как при незначительном повышении прочности выбиваемость смеси ухудшается, а стоимость ее возрастает. Сложноэфирный отвердитель АЦЭГ вводится в смесь в количестве 8-15% от массы жидкого стекла. Предпочтительное содержание 10% от массы связующего. При содержании отвердителя меньше 8% жидкое стекло может отверждаться неполностью и будет отсутствовать объемное твердение. С увеличением содержания отвердителя сверх 10% прочность смеси несколько возрастает и при содержании отвердителя сверх 15% прочность смеси практически не изменяется, но стоимость ее неоправданно возрастает.
Предпочтительный состав смеси с АЦЭГ, мас. Наполнитель (кварцевый песок) 100 Жидкое стекло (М=2,5; γ1470-1480 кг/м3) 3,5 Отвердитель АЦЭГ 0,35
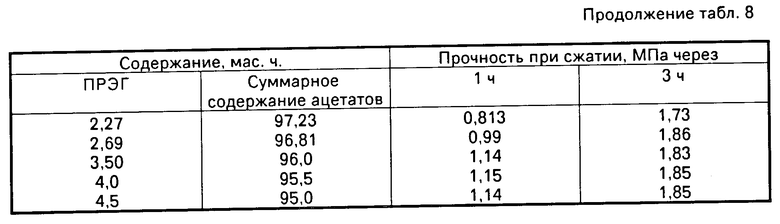
В табл.6 и 7 приведены составы и свойства смесей с предельными значениями по составу отвердителя АЦЭГ и при промежуточном соотношении ДАЦЭГ и МАЦЭГ. Для повышения начальной прочности смесей с ацетатами этиленгликоля используются этиленгликоль (ПРЭГ).
По мере возрастания в составе отвердителя ПРЭГ начальные прочности смесей с ацетатами этиленгликоля возрастают, что имеет существенное значение при изготовлении стержней и форм, так как позволяет сократить время до раскрытия стержневых ящиков или протяжки моделей.
В табл. 8 приведены зависимости прочности смесей и через 1 ч и 3 ч от изменения содержания в составе отвердителя ПРЭГ при примерно одинаковом фракционном составе отвердителя и сохранения в узких пределах отношения ДАЭГ: МАЭГ. Суммарное содержание ацетатов этиленгликоля в составе отвердителя при этом составляло 96-99% Результаты испытаний получены при приготовлении смесей следующего состава, мас.ч. Песок кварцевый 100 Водный раствор си- ликата натрия М=2,5; γ1470 кг/м3 3,5 Ацетат этиленгликоля 0,35
Нижний предел по содержанию ПРЭГ равен 0,1% Такое количество ПРЭГ в составе отвердителя мало влияет на свойства смеси.
Верхний предел по ПРЭГ ограничен тем, что с увеличением их содержания сверх 4,0% прочностные свойства практически не изменяются, а по технологии синтеза получение ПРЭГ в составе отвердителя более 4,0% затруднительно.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ | 2001 |
|
RU2229488C2 |
| САМОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2038182C1 |
| Жидкая самотвердеющая смесь для изготовления литейных форм и стержней | 2021 |
|
RU2771422C1 |
| Способ приготовления жидкостекольного связующего для получения формовочных и стержневых смесей | 2018 |
|
RU2696590C1 |
| Жидкостекольная смесь холодного отверждения | 1991 |
|
SU1787646A1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2008 |
|
RU2369461C1 |
| Способ получения отвердителя для жидкостекольной самотвердеющей смеси в литейном производстве и ее состав | 1990 |
|
SU1788921A3 |
| Смесь для изготовления литейных форм и стержней | 1989 |
|
SU1685587A1 |
| Смесь для изготовления литейных форм и стержней | 1990 |
|
SU1764761A1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЕЙ СТАЛЬНЫХ И ЧУГУННЫХ ОТЛИВОК | 2015 |
|
RU2601721C2 |

Использование: в литейном производстве при изготовлении формовочных жидкостекольных самотвердеющих смесей для литейных форм и стержней. Цель: регулирование живучести и скорости твердения смеси, а также повышения прочности на всех этапах ее твердения. Сущность изобретения: наполнитель смешивают с отвердителем, взятом в количестве 8-15% от жидкого стекла, вводят жидкое стекло, при этом в качестве сложноэфирного отвердителя используют ацетаты этиленгликоля, а именно: смесь диацетата и моноацетата этиленгликоля при их соотношении, изменяющемся в интервале от 15,65:1 до 0,53,1, и уксусную кислоту при следующем соотношении ингредиентов, мас.%: моноацетат этиленгликоля 6,0-65,0; диацетат этиленгликоля 34,5-93,9; уксусная кислота 0,1-0,5. Отвердитель дополнительно содержит 0,1-4,0 пропионатов этиленгликоля для повышения начальной прочности смеси в первые часы твердения. 1 з.п. ф-лы. 8 табл.
Моноацетат этиленгликоля 6,0 65,0
Уксусная кислота 0,1 0,5
Диацетат этиленгликоля Остальное
2. Способ по п. 1, отличающийся тем, что, с целью повышения начальной прочности смеси в первые часы твердения, отвердитель дополнительно содержит 0,1 4,0 мас. пропионатов этиленгликоля.
| Патент Великобритании N 1403781, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
