Изобретение относится к литейному производству, в частности к составам связующих композиций на основе жидкого стекла, используемых при изготовлении формовочных жидкостекольных самотвердеющих смесей для литейных форм и стержней.
Известен способ приготовления жидкостекольной холоднотвердеющей смеси (Патент РФ №2033882, кл. В22С 5/04, В22С 1/10 В22С 1/18. Способ приготовления жидкостекольной холоднотвердеющей смеси. - 1995), заключающийся в том, что наполнитель смешивают с отвердителем, взятом в количестве 8-15% от жидкого стекла, вводят жидкое стекло, при этом в качестве сложноэфирного отвердителя используют ацетаты этиленгликоля, а именно: смесь диацетата и моноацетата этиленгликоля при их соотношении, изменяющемся в интервале от 15,65:1 до 0,53,1, и уксусную кислоту при следующем соотношении ингредиентов, мас. %: моноацетат этиленгликоля 6,0-65,0; диацетат этиленгликоля 34,5-93,9; уксусная кислота 0,1-0,5. Отвердитель дополнительно содержит 0,1-4,0 пропионатов этиленгликоля для повышения начальной прочности смеси в первые часы твердения. Недостатками формовочной и стержневой смесей на основе данной связующей композиции являются трудная выбиваемость, небольшие прочностные характеристики и малая живучесть, а также специфический неприятный запах, ухудшающий санитарно-гигиенические условия труда.
Наиболее близкой к изобретению (прототип) является способ приготовления жидкостекольного связующего для получения формовочных и стержневых смесей, заключающийся в том, что жидкое стекло смешивают с предварительно приготовленным 0,5-3,0%-ным водным раствором борной кислоты или буры до плотности композиции 1,30-1,34 г/см3, после чего вводят поверхностно-активное вещество в количестве 1-7 мас. % (Авторское свидетельство СССР №1682030, кл. В22С 5/04, 1991). Недостатками формовочной и стержневой смесей на основе связующей композиции по прототипу являются недостаточные прочностные характеристики, их живучесть и трудная выбиваемость.
Задачей изобретения является повышение прочности и живучести формовочных и стержневых смесей, улучшение их выбиваемости.
Технический результат - повышение прочности, живучести формовочной и стержневой смеси, а также улучшение их выбиваемости.
Технический результат достигается тем, что способ приготовления жидкостекольного связующего для получения формовочных и стержневых смесей, согласно изобретению включает смешение жидкого стекла с предварительно приготовленным водным раствором борсодержащего вещества до плотности композиции 1,30-1,34 г/см3, последующее введение поверхностно-активного вещества, в качестве борсодержащего вещества используют 5%-ный водный раствор этиленгликольбората, в качестве поверхностно-активных веществ используют ПАВ марок ОП-7 или ОП-10 при следующем соотношении компонентов, мас. %:
Введение в жидкое стекло водного раствора этиленгликольбората вместо борной кислоты способствует снижению вязкости связующего и лучшему распределению его по поверхности наполнителя, что способствует повышению адгезионной и когезионной прочности, живучести формовочной и стержневой смеси, снижает остаточную прочность и улучшает их выбиваемость.
Этиленгликольборат получают взаимодействием эквимолекулярных количеств борной кислоты и этиленгликоля в водной среде. При этом образуется циклическое соединение по реакции:

Образование этиленгликольбората установлено исследованиями (Шварц, Е.М. Взаимодействие борной кислоты со спиртами и оксикислотами / Е.М. Шварц // - Рига: Зинатне. - 1990. - 414 с.).
Этиленгликольборат синтезируют следующим образом. В реакционную колбу емкостью 500 мл наливают 200 мл дистиллированной воды и вносят 12,4 г (0,2 моля) борной кислоты и 12,4 г (0,2 моля) этиленггликоля. Смесь непрерывно перемешивают в течение 6 часов при температуре 40°С, затем раствор переносят в кристаллизатор для выращивания кристаллов. Полученный из раствора этиленгликольборат представляет собой белое твердое вещество с температурой плавления 116-118°С. Выход продукта - 17,0 г. (92%). Химический анализ показал, что этиленгликольборат содержит, %: В - 14,10; С - 30,77. Для кристаллов синтезированного соединения определяли показатель преломления иммерсионным методом на поляризационном микроскопе МИН-8, который равен 1435; плотность равна - 1,048 г/см3; молекулярный объем - 74,43 см3/моль; удельный объем - 0,95 см3/г.
Для приготовления жидкостекольного связующего для получения формовочных и стержневых смесей используют следующие соединения: стекло жидкое натриевое (ГОСТ 13078-84), неионогенные ПАВ - вещество ОП-7 и ОП-10 (ГОСТ 8433-81), борную кислоту (ГОСТ 18704-78), этиленгликоль (ГОСТ 19710-83).
Сущность изобретения заключается в том, что способ приготовления жидкостекольного связующего для получения формовочных и стержневых смесей, включает смешивание жидкого стекла с предварительно приготовленным водным раствором борсодержащего вещества до плотности композиции 1,30-1,34 г/см3, последующее введение поверхностно-активного вещества, в качестве борсодержащего вещества используют 5%-ный водный раствор этиленгликольбората, в качестве поверхностно-активных веществ используют ПАВ марки ОП-7 или ОП-10 при следующем соотношении компонентов, мас. %:
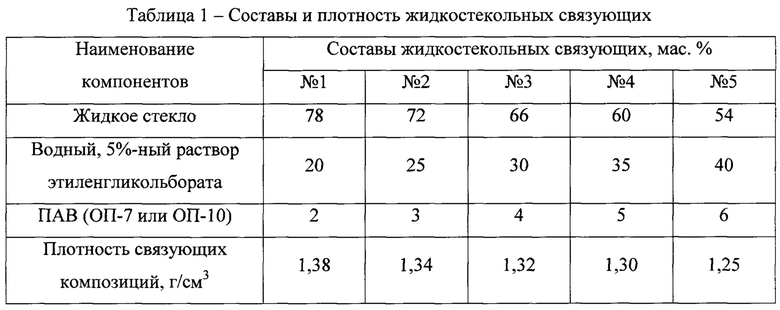
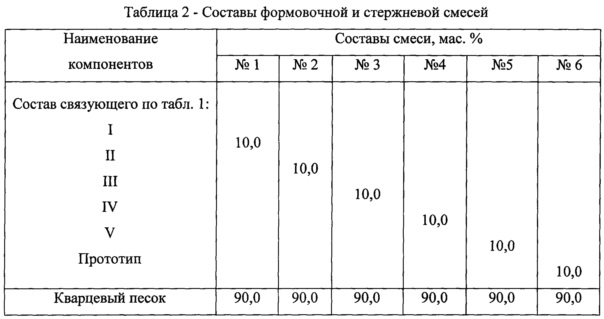
Жидкостекольное связующее приготавливают следующим образом: жидкое стекло в количестве 60-72 мас. % смешивают с 25-35 мас. % предварительно приготовленного 5%-ного водного раствора этиленгликольбората, после чего добавляют 3-5 мас. % поверхностно-активного вещества и все это перемешивают. Приготовленное жидкостекольное связующее для получения формовочных и стержневых смесей в количестве 10 мас. %, плотностью 1,30-1,34 г/см3 смешивают с 90 мас. % песка (наполнитель) и осуществляют перемешивание смеси до однородного состояния.
Составы и плотность жидкостекольных связующих приведены в табл. 1
Составы формовочной и стержневой смесей приведены в табл. 2
Для определения предела прочности на сжатие в сыром состоянии формовочных и стержневых смесей и остаточной прочности после прогрева, связанной с воздействием заливаемого металла на формовочные и стержневые смеси, изготавливались стандартные цилиндрические образцы по ГОСТ 23409.6-78, после чего определяют предел прочности формовочных и стержневых смесей на машинах моделей 5071А, с относительной погрешностью измерений не более ±2% по ГОСТ 23409.7-78.
Для оценки выбиваемости смесей применили широко распространенный метод центрального научно-исследовательского института технологии (Москва, Россия), основанный на оценке работы, затраченной на пробивку стандартного цилиндрического из исследуемых смесей. Было изготовлено 6 комплектов смесей составов табл. 2. Изготовленные образцы предварительно высушивали в печи 1 ч при 200-220°С, после чего прокаливали 1 ч при температуре 800°С, затем охлаждали и испытывали.
Живучесть формовочных и стержневых смесей - это время, в течение которого свойства связующего (смеси) остаются неизменными или изменяются в пределах, допускающих осуществление процессов приготовления и уплотнения смесей. Определяют живучесть по времени выдержки смеси от момента приготовления до изготовления образца, прочность которого снижается на 30% по сравнению с максимальным показателем ее прочности.
Физико-механические свойства и живучесть формовочных и стержневых смесей приведены в табл. 3.

Из данных табл. 3 видно, что предел прочности при сжатии образцов на основе формовочных и стержневых смесей с увеличением времени возрастает и через 24 часа достигает значений 2,80-3,00 МПа. Прочность образцов на основе формовочных и стержневых смесей №2-4 через 24 часа после отверждения на 16-25% выше, чем при использовании прототипа. При этом остаточная прочность, характеризующая выбиваемость, уменьшается на 31%, а работа выбивки смесей из отливок на 33% по сравнению с прототипом. Живучесть формовочных и стержневых смесей увеличивается с 12 мин. до 22 мин. Оптимальное содержание 5%-ного раствор этиленгликольбората в связующих композициях: 25-35 мас. %, жидкого стекла 69-72 мас. %, ПАВ 3-5 мас. %. Дальнейшее повышение содержания этиленгликольбората и уменьшение жидкого стекла нецелесообразно, так как снижается прочность на сжатие, и не значительно влияет на остаточную прочность, а также на работу выбивки.
Результаты, проведенных сравнительных испытаний физико-механических свойств показали, что характеристики заявляемого способа приготовления жидкостекольного связующего для получения формовочных и стержневых смесей выше, чем у прототипа.
Таким образом, заявляемые составы жидкостекольного связующего могут быть использованы как при изготовлении формовочных жидкостекольных самотвердеющих смесей для литейных форм и стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления жидкостекольного связующего для получения формовочных и стержневых смесей | 1989 |
|
SU1682030A1 |
| Способ приготовления жидкостекольного связующего для получения формовочных и стержневых смесей | 1989 |
|
SU1678497A1 |
| СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2009 |
|
RU2404878C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ (ВАРИАНТЫ) | 1999 |
|
RU2151018C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2148464C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2820616C1 |
| САМОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2038182C1 |
| Смесь для изготовления литейных форм и стержней и способ её приготовления | 2023 |
|
RU2813028C1 |
| Смесь для изготовления литейных форм и стержней | 2019 |
|
RU2703637C1 |
| ЖИДКОСТЕКОЛЬНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2047418C1 |
Изобретение относится к литейному производству. Связующее самоотвердеющих смесей содержит (мас.%): жидкое стекло (60-72), 5%-ный водный раствор этиленгликольбората (25-35), поверхностно-активное вещество (3-5). Предварительно готовят водный раствор этиленгликольбората, для чего используют борную кислоту и этиленгликоль. Жидкое стекло смешивают с предварительно приготовленным 5%-ным водным раствором этиленгликольбората до плотности композиции 1,30-1,34 г/см3. Введение в жидкое стекло водного раствора этиленгликольбората способствует снижению вязкости связующего и лучшему распределению его по поверхности наполнителя. Обеспечивается повышение адгезионной и когезионной прочности, живучести, снижение остаточной прочности и улучшение выбиваемости формовочной и стержневой смеси. 3 табл.
Способ приготовления жидкостекольного связующего для формовочных и стержневых смесей, включающий смешение жидкого стекла с предварительно приготовленным водным раствором борсодержащего вещества до плотности композиции 1,30-1,34 г/см3 и последующее введение поверхностно-активного вещества, отличающийся тем, что в качестве борсодержащего вещества используют 5%-ный водный раствор этиленгликольбората, в качестве поверхностно-активных веществ используют ПАВ марок ОП-7 или ОП-10, причем компоненты связующего взяты в следующем соотношении, мас.%:
| Способ приготовления жидкостекольного связующего для получения формовочных и стержневых смесей | 1989 |
|
SU1682030A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОСТЕКОЛЬНОЙ ХОЛОДНОТВЕРДЕЮЩЕЙ СМЕСИ | 1991 |
|
RU2033882C1 |
| СМЕСИ ФОРМОВОЧНЫХ МАТЕРИАЛОВ НА ОСНОВЕ НЕОРГАНИЧЕСКИХ СВЯЗУЮЩИХ И СПОСОБ ПОЛУЧЕНИЯ ПРЕСС-ФОРМ И СТЕРЖНЕЙ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2013 |
|
RU2650219C2 |
| US 20170320128 A1, 09.11.2017 | |||
| WO 1994014555 A1, 07.07.1994. | |||

