Изобретение относится к обработке материалов давлением, в частности к получению многослойных лент прокаткой.
Известен способ получения многослойных лент, заключающийся в совместной прокатке разнородных материалов.
Известен также способ получения многослойных материалов, заключающийся в сборке компонентов в пакет, нагреве и последующей прокатке.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ получения многослойной ленты путем прокатки компонентов ленты с электроконтактным нагревом их от одного источника, заключающийся в том, что электроконтактный нагрев осуществляется посредством приложения разности потенциалов между компонентами перед очагом деформации.
Известное устройство для получения многослойной ленты, выбранное в качестве прототипа, содержит прокатные валки, моталки компонентов ленты, источник тока нагрева и элементы для подвода тока к компонентам ленты.
Недостатком известного способа и устройства является то, что из-за большого активного участка нагрева при соединении многих материалов требуется создание инертной атмосферы для защиты от окисления соединяемых поверхностей. К недостаткам также относится практически равномерный нагрев компонентов по всей толщине, что, с одной стороны, существенно снижает эффективность нагрева при увеличении толщины компонентов ленты, с другой стороны, равномерный нагрев по толщине тонких лент не исключает их обрыва из-за снижения прочности по всему сечению.
Известные способ и устройство могут быть применены для получения многослойных лент только из компонентов, проводящих электрический ток. Это объясняется тем, что разность потенциалов прикладывается непосредственно к компонентам ленты перед очагом деформации.
Целью изобретения является уменьшение активного участка нагрева, улучшение качества сваривания и получение многослойных лент из компонентов с различными физическими свойствами за счет локального бесконтактного нагрева компонентов ленты перед очагом деформации, а также обеспечения надежности сваривания в очаге деформации.
Для этого в способе изготовления многослойных лент путем прокатки с нагревом компонентов ленты перед очагом деформации, согласно изобретению нагрев осуществляют концентрированным потоком энергии с плотностью мощности 1-1000 кВт/см2. Указанный диапазон объясняется тем, что при плотности мощности меньше 1 кВт/см2 основная часть энергии от нагреваемой зоны будет отводиться за счет теплопроводности, что не обеспечит локального нагрева поверхности, а начиная со значения плотности мощности 1000 кВт/см2, происходит взрывной выброс металла с поверхности из-за объемного вскипания и других эффектов. Кроме того, в качестве концентрированного потока энергии используют сфокусированный пучок ускоренных электронов. Осуществление нагрева компонентов ленты в технологической камере при давлении 1000-0.0001 Н/м2 позволяет повысить КПД нагрева за счет уменьшения рассеивания пучка электронов, увеличить плотность мощности пучка благодаря уменьшению угла расходимости, а также изменять расстояние от ускорителя до обрабатываемой поверхности практически без изменения КПД нагрева.
В устройстве для изготовления многослойных лент, содержащем прокатные валки, устройства для наматывания и сматывания компонентов ленты, технологическую камеру и источник энергии, источник выполнен в виде ускорителя электронов, обеспечивающего получение концентрированного потока энергии по линии контакта компонентов ленты в очаге деформации.
Сравнение предлагаемых технических решений с прототипом позволило установить соответствие их критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие предлагаемое изобретение от прототипа, не были выявлены и поэтому они обеспечивают предлагаемому техническому решению соответствие "существенные отличия".
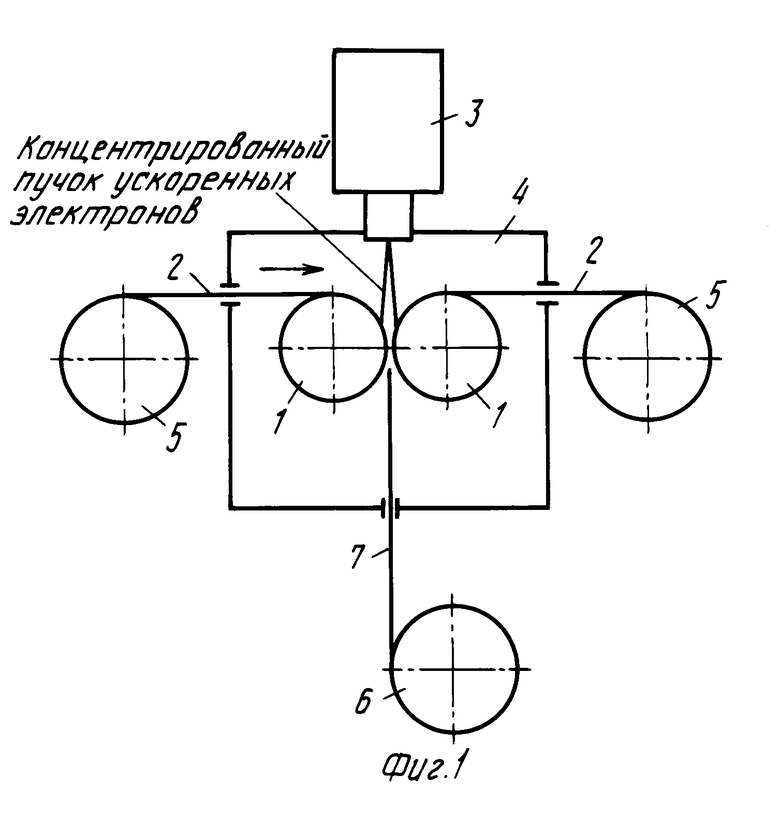
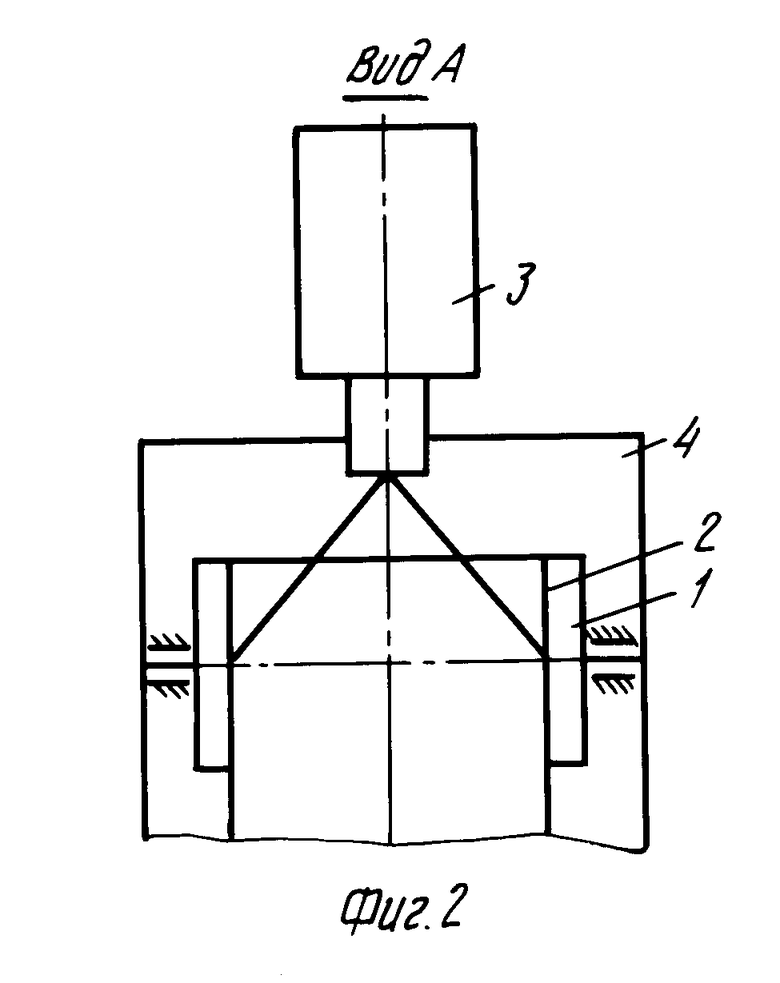
На фиг.1 представлена схема устройства для прокатки многослойных лент с нагревом компонентов ленты концентрированным потоком энергии; на фиг.2 вид по стрелке А на фиг.1.
Устройство для осуществления предлагаемого способа содержит прокатные валки 1, линии компонентов 2, ускоритель электронов 3, технологическую камеру 4, устройство наматывания 5 и сматывания 6 ленты.
Многослойная лента изготавливается следующим образом.
Компоненты 2 многослойной ленты пропускаются через прокатные валки 1 и закрепляются на барабане устройства для наматывания 5. При воздействии пучка электронов на компоненты ленты 2 энергия ускоренных электронов поглощается в поверхностном слое, вызывая его нагрев. Необходимый режим нагрева поверхностей компонентов ленты обеспечивается скоростью прокатки и параметрами электронного пучка. Сваренная лента после валков 1 собирается на барабане наматывающего устройства 6.
Изготовление многослойных лент в технологической камере 4 при давлении 1000-0,0001 Н/м2 позволит уменьшить рассеивание электронного пучка и тем самым увеличить удельную мощность пучка и расстояние до обрабатываемой поверхности.
П р и м е р. По предлагаемому способу была изготовлена партия двухслойных лент сталь медь на опытном стане со следующими характеристиками
Скорость прокатки, м/с до 0,5
Усилие прокатки, m до 10
Диаметр валков, мм 170
Энергия пучка электронов, МэВ 0,8-1,5
Ток пучка, мА до 50
Мощность пучка, кВт до 50
Угол расходимости пучка, рад 0,1
В качестве заготовок использовалась стальная лента 50х1 и медная 50х0,6. Поверхность лент нагревалась пучком электронов до 800-1000оС и сваривалась в прокатных валках при обжатии 10-15% Последующие исследования полученных лент показали хорошее качество соединения компонентов по всей поверхности.
Использование предлагаемого способа изготовления многослойных лент и устройства для его осуществления позволяет, по сравнению с существующими, уменьшить активный участок нагрева, тем самым повысить эффективность нагрева за счет снижения расхода электроэнергии и уменьшить окисление поверхности компонентов ленты, что в свою очередь обеспечит улучшение качества сваривания ленты.
Одновременно надежная свариваемость компонентов с различными физическими свойствами расширит область применения многослойных лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННЫХ БИМЕТАЛЛИЧЕСКИХ ЛЕНТ ПРОКАТКОЙ | 1993 |
|
RU2074073C1 |
| Способ изготовления бандажированного опорного валка | 1989 |
|
SU1722632A1 |
| ПРОКАТНЫЙ ВАЛОК | 1985 |
|
RU1345433C |
| Составной прокатный валок | 1987 |
|
SU1443996A1 |
| ЧЕТЫРЕХВАЛКОВЫЕ СИСТЕМЫ ДЛЯ КЛЕТЕЙ ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1989 |
|
SU1591269A1 |
| Способ изготовления многослойной ленты и устройство для его осуществления | 1980 |
|
SU867569A1 |
| Прокатный валок | 1988 |
|
SU1600879A1 |
| СПОСОБ ПОДГОТОВКИ ПРОКАТНЫХ ВАЛКОВ К ЭКСПЛУАТАЦИИ | 1993 |
|
RU2021048C1 |
| Способ восстановления прокатных валков | 1989 |
|
SU1676786A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2067901C1 |
Использование: получение многослойных лент прокаткой. Сущность изобретения: при получении прокаткой многослойной ленты нагрев осуществляют концентрированным источником энергии с плотностью мощности 1-1000 кВт/cм2 . Источник энергии выполнен в виде ускорителя электронов. 1 с.п. и 2 з.п. ф-лы, 2 ил.
| Способ изготовления многослойной ленты и устройство для его осуществления | 1980 |
|
SU867569A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
