Изобретение относится к стыковому соединению резинотросовой ленты и может быть использовано в конвейерном транспорте.
Технический результат заключается в определении напряжения предела прочности адгезионной связи тросов и резиной в стыке.
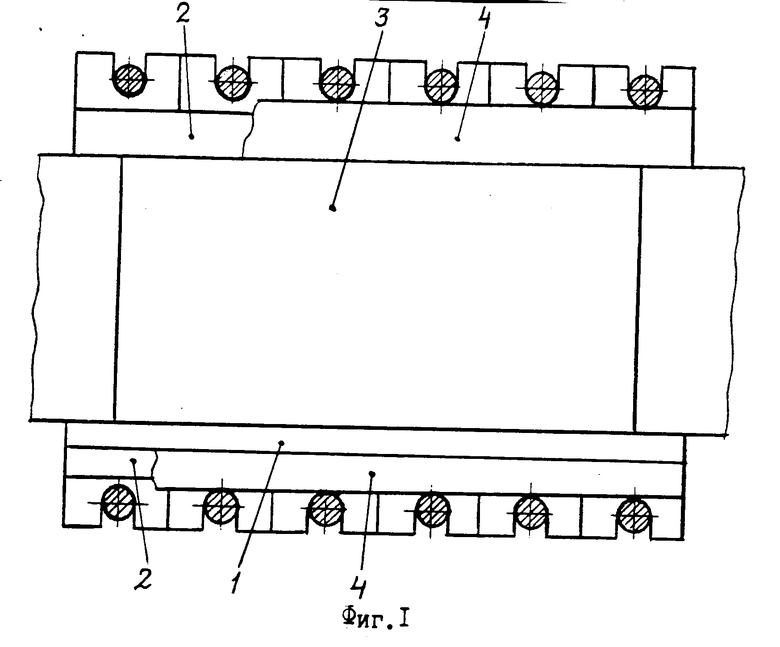
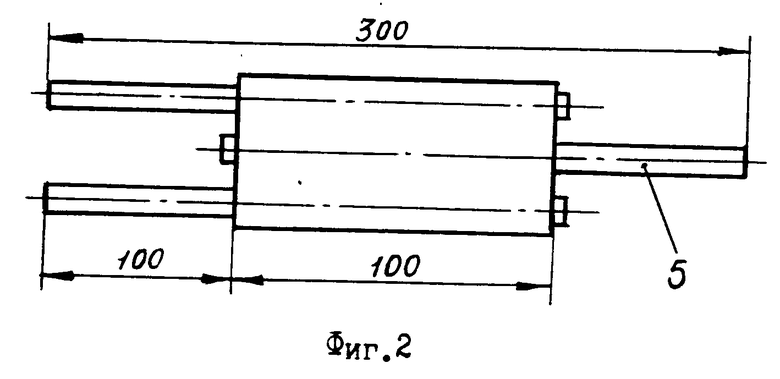
На фиг.1 представлена схема изготовления контрольного образца; на фиг.2 схема изготовления стандартного образца для извлечения центрального троса.
Способ реализуют следующим образом.
Одновременно со стыком изготовляют контрольный образец. Технология его изготовления точно такая, как и стыка. Ширина контрольного образца 30-50 мм в зависимости от диаметра тросов. По ширине в образец закладывают не менее 3 тросов. Длина равна длине плиты вулканизатора. По длине короткие тросы укладывают концами впритык. Контрольный образец 1 заворачивают в ткань или бумагу и укладывают на нижнюю плиту вулканизатора 2 вплотную к стыку 3 (см.фиг. 1). Рядом с образцом кладут ограничительную линейку 4, чтобы образец помещался на плите вулканизатора, одну из ограничительных линеек делают уже. Монтируют верхнюю часть вулканизатора и производят вулканизацию. По окончании вулканизации контрольной образец отделяют от стыка и из него делают стандартные образцы для извлечения центрального троса 5 (фиг.2). В стандартных образцах замеряют шаг между тросами и длину резиновой части. Из образцов на разрывной машине или специальном устройстве извлекают центральный трос. Фиксируют усилие извлечений и находят напряжения PIIпредела прочности адгезионной связи троса с резиной при сдвиге из соотношения
P″  , где PI- усилие извлечения троса;
, где PI- усилие извлечения троса;
l1 фактическая длина резиновой части образца.
Если из контрольного образца получили несколько образцов для испытаний, то находят среднее арифметическое значение напряжений предела прочности адгезионной связи.
Прочность стыка рассчитывают по формуле
Рст=РII˙F˙Kк=PII˙π˙d˙l˙n˙Kк,(1) где d диаметр троса;
l длина тросов в стыке;
n количество тросов с одной стороны стыка одинаковой длины;
Кк корректировочный коэффициент
Kк=  , (2) где Z коэффициент перегрузки тросов;
, (2) где Z коэффициент перегрузки тросов;
G модуль сдвига резины;
Кl коэффициент, учитывающий конструкцию стыка;
Е модуль упругости троса;
S (t1 d) толщина слоя между тросами;
t1 шаг укладки тросов в стыке.
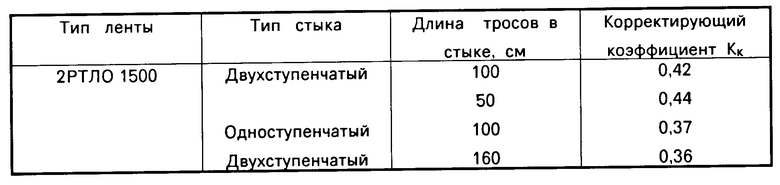
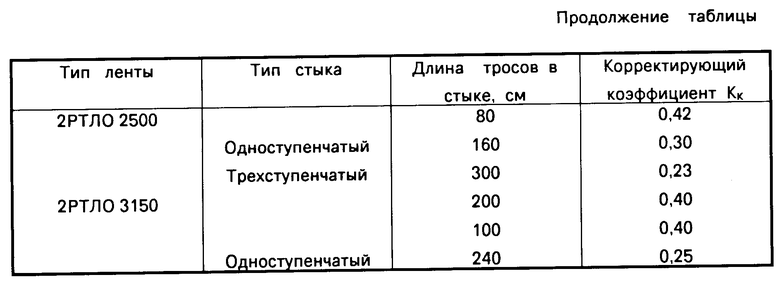
Значение корректирующего коэффициента для отечественных резинотросовых лент, применяемых на шахтных конвейерах, приведен в таблице. Для практического использования способа определения прочности стыка составлены таблицы, в которых указывается непосредственная прочность стыка от усилия извлечения троса из образцов. Полученную прочность стыка сравнивают с усилием, действующим на стык в процессе работы конвейера, и определяют запас прочности стыка, который сравнивают с нормативным запасом прочности ленты конвейера. При низком запасе прочности стык переделывают.
Использование способа определения прочности стыка на конвейерах с резинотросовой лентой позволит практически исключить аварии по причине разрушения стыков и снизить потери добычи угля, связанные с простоем конвейеров.
Изобретение относится к стыковому соединению (стыку) резинотросовой ленты. Технический результат, заключающийся в определении напряжения предела прочности адгезионной связи тросов с резиной в стыке, достигается тем, что определяют напряжения предела прочности адгезионной связи тросов с резиной при сдвиге, а прочность стыка находят с учетом этих напряжений, площади контакта тросов с резиной в стыке и корректировочного коэффицента. 1 з.п. ф-лы, 2 ил.
где Z коэффициент перегрузки тросов;
G модуль сдвига резины;
Kl коэффициент, учитывающий конструкцию стыка;
E модуль упругости троса;
S толщина слоя между тросами;
d диаметр троса;
l длина тросов в стыке.
| Высочин Е.М | |||
| и Коваль А.В | |||
| Влияние конструктивных параметров тросовой ленты на ее эксплуатационную надежность | |||
| Киев: Наукова думка, 1970. |
