Изобретение относится к технике магнитной записи, в частности к способу изготовления видеоголовок.
Известен способ изготовления магнитной головки [1] который предусматривает возможность тщательно выставить зазоры в одной плоскости, используя разную толщину сердечников, разделенных рабочим зазором.
Однако способ не может быть использован при изготовлении магнитных видеоголовок с сердечником из слойного материала, так как базирование сердечника производится по пластинам, между которыми заключены полусердечники видеоголовок, что не может обеспечить достаточной точности установки слоев полусердечников, полученных напылением аморфного материала, в зоне рабочего зазора, что приведет к снижению выхода годных магнитных видеоголовок.
Наиболее близким к предлагаемому является способ изготовления видеоголовок [2] заключающийся в предварительном изготовлении заготовки из чередующихся пластин магнитного и немагнитного материалов, что соответственно приведет к некоторому увеличению производительности изготовления видеоголовок.
Недостатком способа является малая степень объединения в группы составляющих видеоголовок при их обработке и изготовлении, так как формы заготовки предусматривают разделение ее на полублоки видеоголовок только в одном направлении. Кроме того, в данном способе не предусмотрена для повышения качества видеоголовок и соответственно повышения выхода годных возможность точной установки слоев магнитного материала полусердечников видеоголовок в зоне рабочего зазора, влияющей на величину ЭДС воспроизведения и на уровень записи.
Известно устройство механизма малых линейных перемещений [3] использующее для линейного перемещения силы сжимаемых пружин. Степень линейного перемещения толкателя определяется суммарным воздействием пружины, создающей линейное перемещение, и противодействующей пружины, обеспечивающей малое линейное перемещение при отсутствии усилия, действующего на толкатель со стороны устройства, на которое воздействует механизм малых линейных перемещений.
Однако при ввинчивании винта в корпус создается смещение концов пружин относительно корпуса, винта и толкателя, приводящее к скручиванию-раскручиванию пружины и к выработке поверхностей корпуса, винта и толкателя, соприкасающихся с пружинами.
Кроме того, при использовании механизма малых линейных перемещений в устройстве, производящем установку одного какого-либо магнитного слоя полусердечника видеоголовки относительно другого, отделенного прокладкой рабочего зазора, магнитного слоя, приведет к увеличению длительности процесса установки соединяемых слоев магнитного материала в полусердечниках с заданной степенью точности, так как такое устройство должно иметь четыре регулирующих винта.
Целью изобретения является увеличение производительности и повышение выхода годных за счет контроля качества соединения полублоков по величине индуктивности обмоток.
Для этого при изготовлении и механической обработке составляющих видеоголовок производят объединение их группы. Процесс изготовления видеоголовок состоит из последовательности следующих операций:
1. Пластину с напыленными слоями аморфного магнитомягкого материала, чередующимися со слоями окиси кремния, разрезают на полублоки.
2. Полученные полублоки складывают в стопу.
3. В сложенных в стопу полублоках прорезают пазы под обмотки и канавки, необходимые для скрепления полублоков, причем за каждым пазом должно следовать не менее двух канавок.
4. Канавки заполняют припоем.
5. Обрабатывают плоскость разъема полублоков с целью получения поверхности с низким значением шероховатости.
6. Напыляют слой окиси кремния на плоскость разъема для создания рабочего зазора.
7. Соединяют стопы полублоков так, чтобы канавки, заполненные припоем, в левой и правой стопах были расположены друг против друга.
8. В образовавшиеся при соединении полублоков крайние окна пропускают проводники, создающие обмотки, которые подключают к измерителям индуктивности.
9. Устанавливают сложенные стопы полублоков в устройство соединения полублоков, предназначенное для совмещения слоев соединяемых стоп полублоков.
10. При помощи механизмов малых линейных перемещений, входящих в устройство для соединения полублоков, сдвигают стопы полублоков относительно друг друга до получения максимального значения индуктивности каждой обмотки, свидетельствующего о том, что наибольшее количество магнитных слоев изготавливаемых видеоголовок соединено через рабочий зазор достаточно точно.
11. Нагревают под давлением, созданным устройством для соединения полублоков, стопы полублоков до жесткого скрепления припоем.
12. Разрезают скрепленные стопы полублоков на отдельные блоки в плоскости, параллельной напыленным слоям магнитомягкого материала.
13. Разрезают полученные блоки на отдельные видеоголовки.
Из описания способа изготовления видеоголовок следует, что при обработке и изготовлении их используется более полное объединение в группы составляющих видеоголовок, предусматривающее изготовление такой формы заготовки, которая для получения видеоголовок разделяется в двух взаимно перпендикулярных направлениях.
Механизмы малых линейных перемещений, количество которых в устройстве для соединения полублоков равно четырем, обеспечивают максимально возможную точность при установке напыленных магнитных слоев в левой стопе соединяемых относительно слоев правой стопы. Механизмы малых линейных перемещений воздействуют на края стоп соединяемых полублоков. Механизм малых линейных перемещений состоит из механизма "грубых" малых линейных перемещений, установленного снизу от стоп соединяемых полублоков, и механизма "точных" малых линейных перемещений, расположенного над стопами соединяемых полублоков.
Механизм "грубых" малых линейных перемещений состоит из гидроцилиндра, в котором расположены два поршня, причем поршень, расположенный сверху, воздействует на смещение стопы соединяемых полублоков за счет изменения количества жидкости в его гидроцилиндре, производимого гидроцилиндром управления, соединенного с другим гидроцилиндром такого же механизма "грубых" малых линейных перемещений, воздействующего на стопу полублоков, отделенной от указанной выше рабочим зазором. В механизме "точных" малых линейных перемещений используются пружины разной жесткости с разным количеством витков, но для удобства работы механической связи между левой и правой стопами соединяемых полублоков усилие пружины, установленной сверху, регулируется не изменением ее длины, а изменением угла действия усилия, создаваемого пружиной при ее повороте.
Предлагаемый для установки магнитных слоев полусердечников видеоголовок механизм малых линейных перемещений, входящий в устройство для соединения полублоков, обеспечивает согласно способу достижение достаточной точности соединения слоев наибольшего количества изготовляемых видеоголовок, приводящее к увеличению выхода годных.
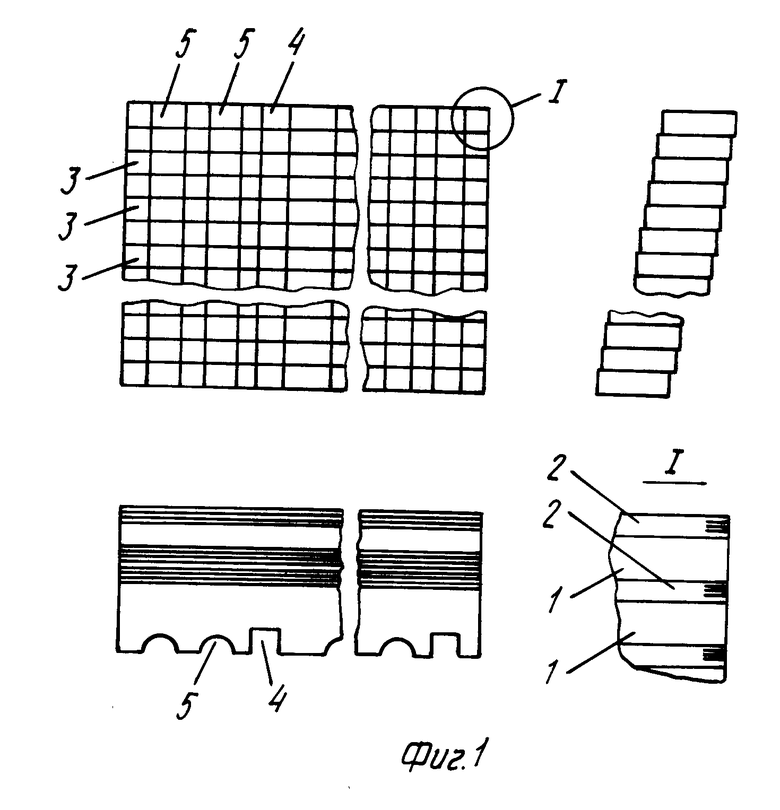
На фиг. 1 изображена собранная стопа полублоков; на фиг.2 соединенные стопы полублоков; на фиг.3 устройство для соединения полублоков.
Способ изготовления видеоголовок, работающих на частотах до 10 МГц, может быть реализован последовательностью следующих операций.
На подложку 1 (фиг.1) из поликора напыляют слои 2 из аморфного магнитомягкого материала толщиной 2,5˙10-6 м и чередующиеся с ними слои окиси кремния толщиной 0,5˙10-6 м.
Пластину с напыленными слоями аморфного материала и окиси кремния разрезают на полублоки 3.
Полученные полублоки складывают в стопу, состоящую из 20-25 полублоков.
В сложенных в стопу полублоках прорезают пазы 4 под обмотки и канавки 5, которые заполняют припоем.
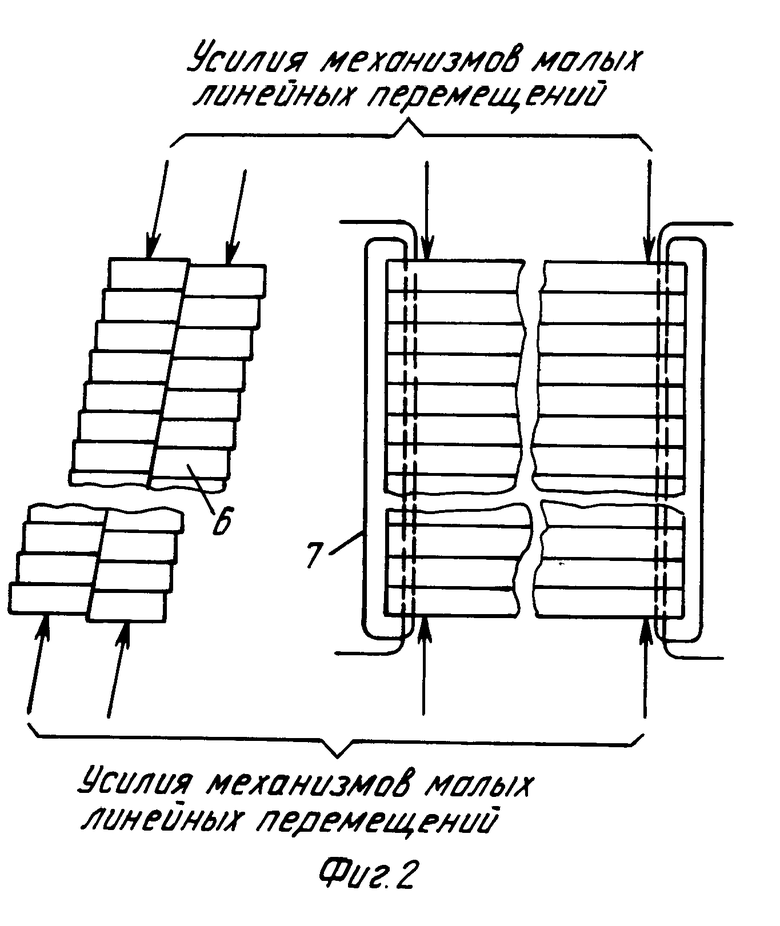
Шлифуют плоскость разъема стоп 6 полублоков (фиг.2) до требуемой шероховатости.
На плоскость разъема полублоков напыляют слой окиси кремния толщиной (0,13-0,15) ˙10-6 м для создания рабочего зазора.
Соединяют стопы полублоков так, чтобы канавки, заполненные припоем, в левой и правой стопах были расположены друг против друга.
В образовавшиеся при соединении полублоков крайние окна пропускают проводники, образующие обмотки 7 (фиг.2), которые подключают к измерителям индуктивности.
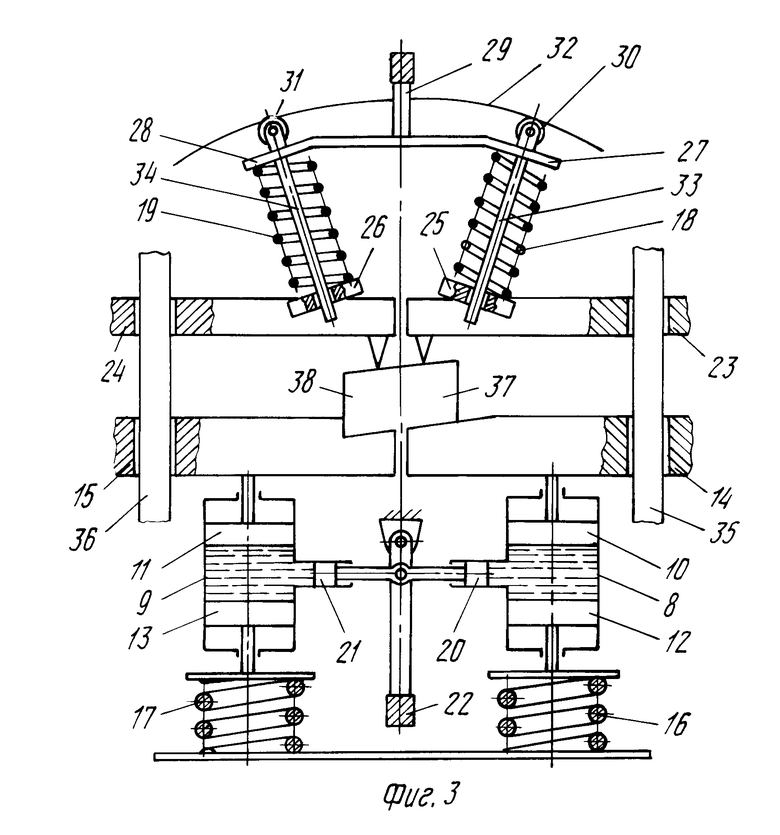
Устанавливают сложенные стопы полублоков 37 и 38 (фиг.3) в устройство для их соединения.
При помощи механизмов малых линейных перемещений сдвигают стопы относительно друг друга до получения максимального значения индуктивности.
Стопы полублоков, установленные в устройство для соединения полублоков, нагревают до температуры расплавления припоя, чтобы произошло их жесткое скрепление.
Разрезают скрепленные стопы полублоков на отдельные блоки в плоскости, параллельной напыленным слоям магнитомягкого материала.
Разрезают полученные блоки на отдельные видеоголовки.
Устройство для соединения полублоков содержит четыре механизма малых линейных перемещений, воздействующих на края соединяемых стоп полублоков. Механизм малых линейных перемещений состоит из механизма "грубых" малых линейных перемещений и механизма "точных" малых линейных перемещений. Механизм "грубых" малых линейных перемещений имеет гидроцилиндр 8 (9), в котором под действием жидкости движутся поршни 10 (11) и 12 (13). Поршень 10 (11) воздействует через шток на нижнюю установочную площадку 14 (15). Нижний поршень 12 (13) механически связан через шток с пружиной 16 (17), которая совместно с пружиной 18 (19), имеющей значительно меньшую жесткость и большее количество витков по сравнению с пружиной 16 (17), входит в механизм "точных" малых линейных перемещений. Относительное перемещение нижней установочной площадки осуществляется при помощи поршня 20 (21), приводимого в действие рукояткой 22. Передаточное отношение величины перемещения определяется плечами рукоятки 22 и площадью поршней 10 и 20. Механизм "точных" малых перемещений состоит из пружин 16 и 18 (17 и 19). Пружина 18 (19) передает усилие на верхнюю установочную площадку 23 (24). Пружина упирается с нижней стороны в площадку 25 (26), одетую на ось верхней установочной площадки 27 (28). Площадки 27 и 28, принадлежащие разным механизмам малых линейных перемещений, связаны между собой рукояткой 29. Площадка 27 (28) снабжена роликом 30 (31), катящимся при повороте рукоятки 29 по упорной цилиндрической поверхности 32. При этом угол расположения верхней пружины относительно нижней изменяется от нуля до шестидесяти градусов, что соответствует повороту рукоятки 29 на угол тридцать градусов в одну или другую сторону. Для механической связи площадок 15 и 27 (26 и 28) служит направляющая 33 (34), по которой может скользить площадка 25 (26). Нижняя и верхняя установочные площадки движутся по направляющей 35 (36), производя сдвиг соединяемой стопы полусердечников 37 (38). Как указывалось выше, контроль точности установки стоп полублоков соединяемых полусердечников производится по максимальному значению индуктивности обмоток, витки которых введены в крайние окна соединяемых стоп полублоков. Для этого рукояткой 22 производят "грубое" смещение краев стоп полублоков, а затем, закрепив рукоятку 22, рукояткой 29 производят "точное" смещение краев стоп полублоков соединяемых полусердечников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ МАГНИТНЫХ ВИДЕОГОЛОВОК | 1991 |
|
RU2018177C1 |
| Способ изготовления видеоголовок | 1984 |
|
SU1169014A1 |
| БЛОК ВРАЩАЮЩИХСЯ ВИДЕОГОЛОВОК | 1993 |
|
RU2084970C1 |
| Блок вращающихся магнитных видеоголовок для поперечно-строчной записи | 1979 |
|
SU777735A1 |
| Ферритовая видеоголовка | 1982 |
|
SU1064302A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1995 |
|
RU2101783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК | 1995 |
|
RU2110853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЙМЫ МНОГОВИНТОВОГО НАСОСА | 1994 |
|
RU2078999C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПАЙКИ ВОЛНОЙ ПРИПОЯ | 1993 |
|
RU2081520C1 |
Изобретение относится к технике магнитной записи, в частности к способу изготовления видеоголовок. Способ изготовления видеоголовок и устройство для соединения полублоков, включающее четыре механизма малых линейных перемещений, позволит увеличить производительность изготовления видеоголовок при обработке составляющих частей видеголовок при объединении их в группы с использованием заготовки (блока видеоголовок), которые разрезаются в двух взаимно-перпендикулярных направлениях для получения видеоголовок. Использование механизмов малых линейных перемещений и контроля величины смещения объединенных в стопы полублоков видеоголовок по измерителям индуктивности позволит повысить выход годных при изготовлении видеоголовок. 2 с.п. ф-лы, 3 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Механизм малых линейных перемещений | 1987 |
|
SU1428883A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
